Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Полезные советы по выбору паяльника
Полезные советы следующие:
- Для пайки металлических изделий выбирается устройство мощностью 100 Вт.
- Для небольших микросхем выбирают устройство 30 Вт.
- Новички могут выбрать модель 60 Вт.
- Жало может иметь самую различную форму. Чаще всего встречаются модели с наконечником в виде конуса и иглы, клина и стержня со скошенной кромкой. Если пайка проводится часто, то можно выбрать модель со сменными жалами, так как она характеризуется высокой функциональностью. Однако, подобные наборы обходятся несколько дороже обычных инструментов.
- Наконечник зачастую изготавливается из меди, но подобный материал может покрываться различным составом для повышения теплопроводности и некоторых других качеств. Варианты исполнения с медным жалом и никелевым, алюминиевым покрытием сегодня выбирают крайне часто.
Если работа проводится вдали от источника питания, то нужно уделить внимание моделям беспроводного типа. Они могут работать от встроенного аккумулятора или небольших батарей. Однако, автономный источник питания определяет низкий показатель нагрева рабочей части
Однако, автономный источник питания определяет низкий показатель нагрева рабочей части.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Как правильно паять медные провода?
Соединение проводов пайкой производят в вариантах:
- пайка двух проводов внахлёст;
- пайка скрученных проводов;
- пайка проводов к контактным площадкам печатной платы;
- припаивание к гнёздам компонентов или выводам элементов.
При правильной пайке проводов необходимо выполнить следующие операции:
- Нарезать провода необходимой длины.
- Снять пластиковую (тканую) изоляцию ножом или специальным инструментом на заданную длину.
- Зачистить наждачной шкуркой (ножом) обнажённые концы.
- Облудить концы припоем с флюсом.
- Установить концы проводов в отверстия на плате или в гнёзда компонентов (в других вариантах: скрутить их либо обустроить процесс пайки внахлёст).
- Произвести быструю пайку (1-3 сек) паяльником с припоем и флюсом.
- Обеспечить неподвижность соединения при застывании припоя.
- Промыть жёсткой кистью места пайки спиртом, бензином.
Припой в месте пайки должен быть блестящим, плотно облегающим соединённые провода.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Порядок применения
 Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
https://youtube.com/watch?v=lO7aqdBgcrw
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат
Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?








Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Как правильно соединять медные и алюминиевые провода
Довольно часто возникает необходимость соединить провода между собой, состоящие из разнородных материалов – меди и алюминия. Сразу же следует отметить, что их нельзя соединять напрямую, поскольку медь является химически активным металлом.
Оба материала отличаются разной токопроводимостью и теплопроводностью. Под действием тока нагрев и расширение алюминия заметно выше, чем у меди. При постоянном расширении и сужении постепенно наступает нарушение контакта, между ними образуется пленка, не проводящая ток. Данный участок перестает работать и выпадает из общей схемы. В таких случаях рекомендуется использовать болтовые соединения с одним болтом, одной гайкой и тремя шайбами. В этом случае исключается непосредственный контакт между разнородными проводниками и соединение будет нормально работать.
Как научиться паять паяльником с нуля
Как правильно паять многожильные и одножильные провода паяльником
Как паять алюминий в домашних условиях паяльником
Как правильно паять паяльником
Паяльник с регулировкой температуры
Соединение проводов: как соединить между собой провода, какие бывают клеммники, варианты крепления с пайкой и без нее
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
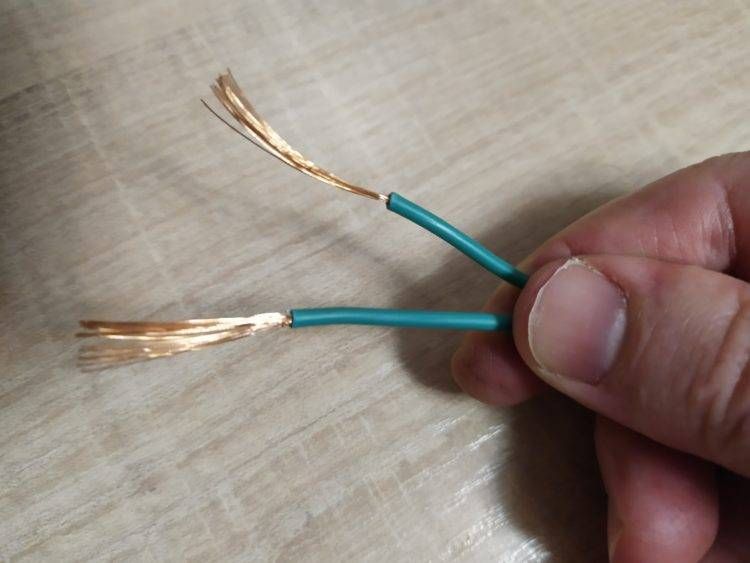
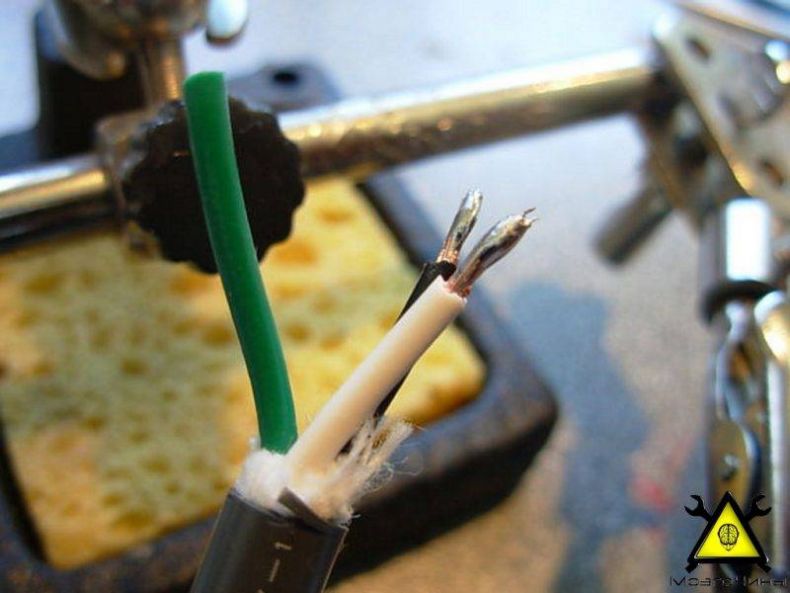
Подготовка проводов
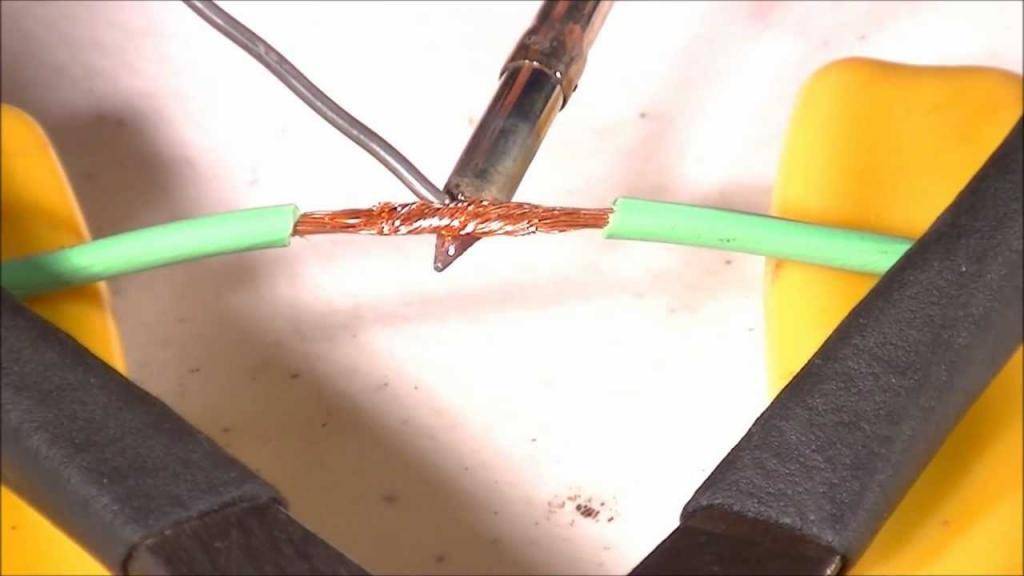
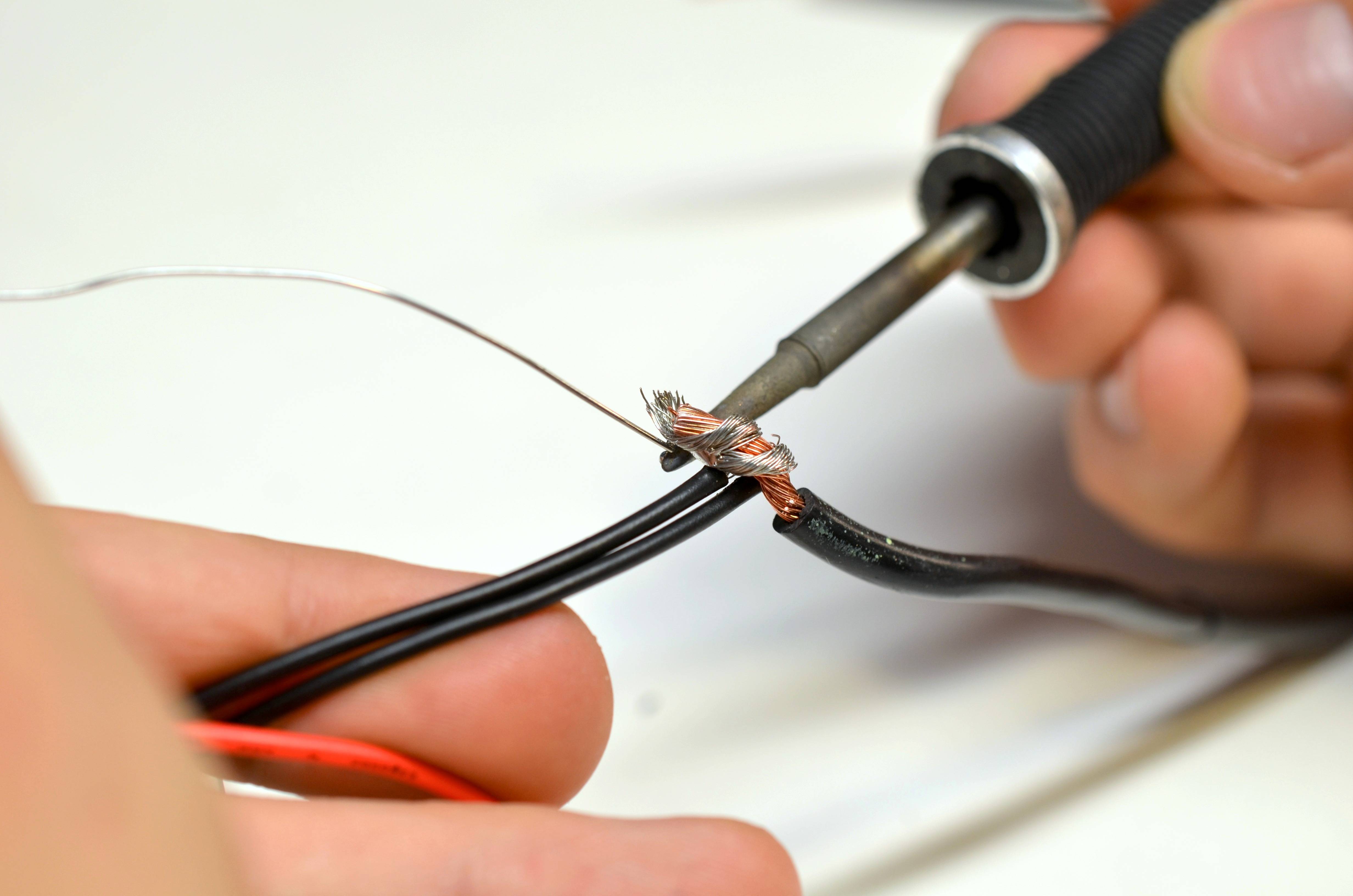
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
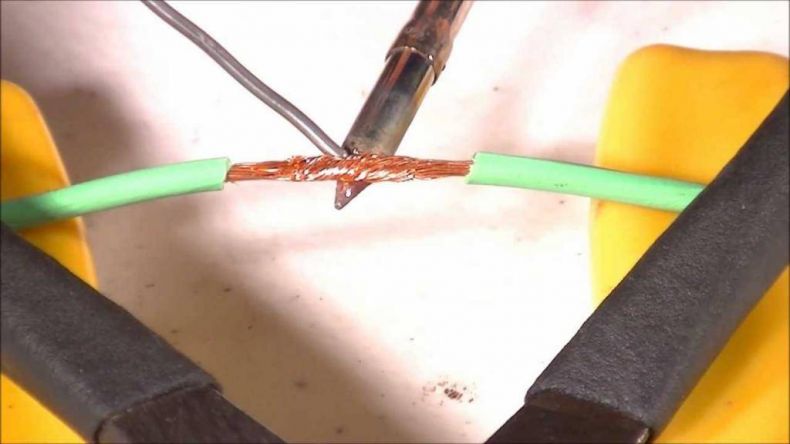
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
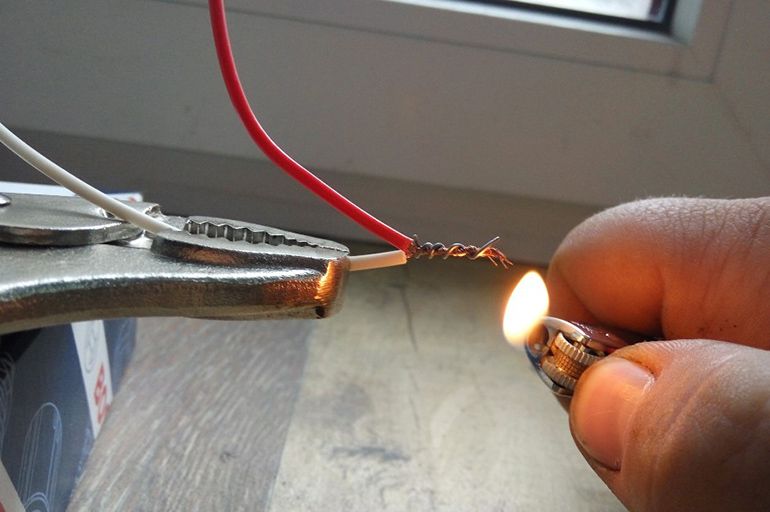
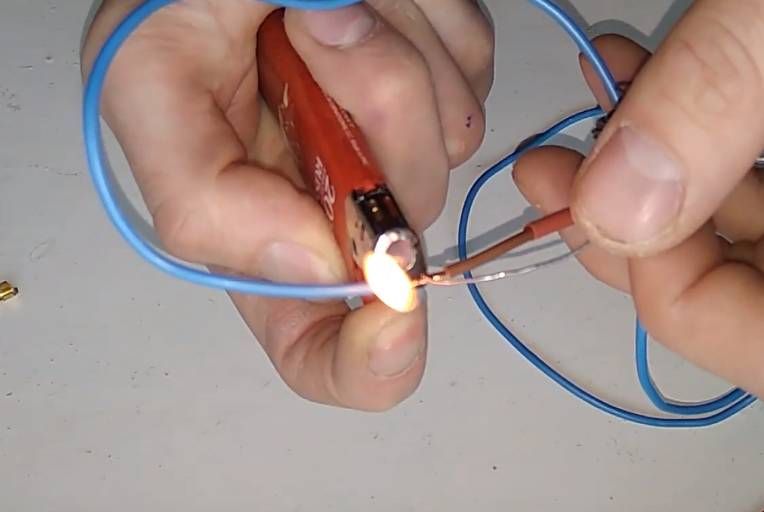
Использование газового паяльника
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.

На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.




Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
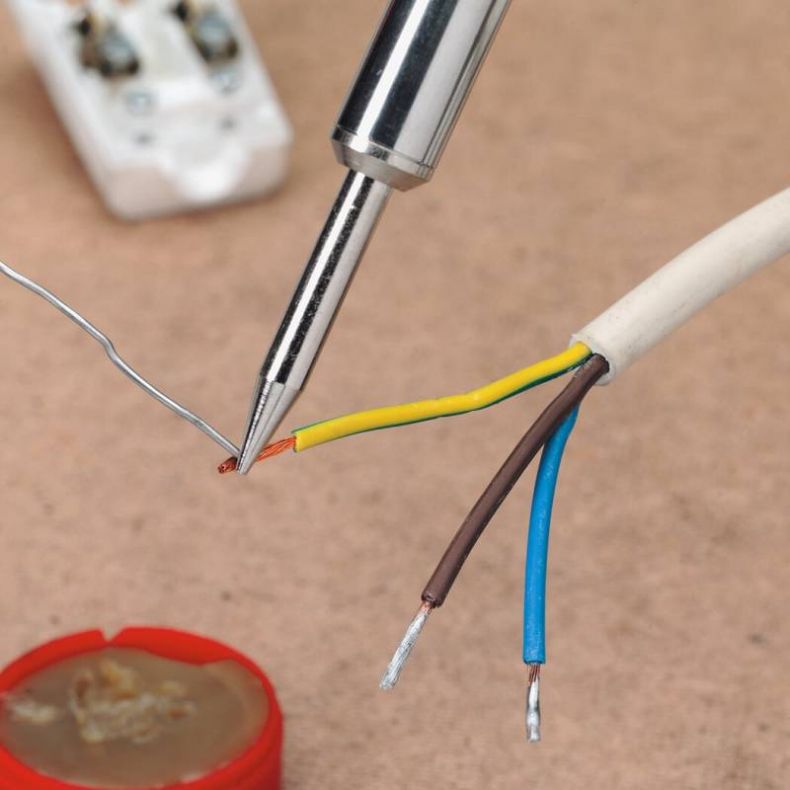
Обработка поверхности пред началом работы
Удлинитель жала паяльника.
Начальный этап технологического процесса включает зачистку поверхностей от старого лака или оксидной пленки.
Для работы подготавливают необходимый инструмент:
- скальпель;
- надфиль;
- наждачную бумагу.
Удаление загрязнений производят химическим или механически способом. Поверхность необходимо протереть мягкой ветошью, а наждачным полотном № 180-240 зачистить места соединения деталей.
При химической обработке используют кислоты с последующей просушкой деталей на воздухе. Механическая обработка может производиться методом шлифовки, зачистки абразивными листами, гидромеханическим способом.
Пайка медных проводов
Для того чтобы осуществить процесс пайки, необходимо соблюдать несколько условий:
- Соблюдать чистоту элементов в месте пайки, поскольку наличие мельчайшего загрязнения сделает сцепляемость невозможным.
- Температура плавления металла должна быть ниже задействованных деталей. На первый взгляд, это и так понятно, но не стоит исключать наличие припоев с температурой выше, чем, например, у алюминия.
- Недостаточное различие в температурах плавления, а также усадка сплавляемого элемента помешает правильному формированию кристаллической решётки припоя.
Пайка интересный, но сложный процесс со множеством нюансов. Чтобы глубже изучить процесс пайки можно тренироваться на соединении проводков в микросхеме в домашних условиях, разумеется, соблюдая все правила безопасности.








Болтовое соединение
Ранее этот способ был обширно распространён, на данный момент из-за возникновения остальных соединительных частей болтовое соединение применяется изредка, но его внедрение может посодействовать при отсутствии клеммника и необходимости срочно соединить несколько проводов.
Для болтового соединения нужно скрутить концы проводов кольцами, надеть на болт и зажать меж 2-мя шайбами. При большенном количестве проводов меж некими из их инсталлируются доп шайбы. Они так же нужны при соединении проводов различного типа и сечения.
Вывод
Современны гибкие кабеля наиболее комфортные и надёжные, чем старенькые одножильные, но требуют особенного подхода при соединении. Потому познание того, как соединить многожильный провод, нужно при монтаже проводки, а так же подключении осветительных приборов и остальных электроприборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
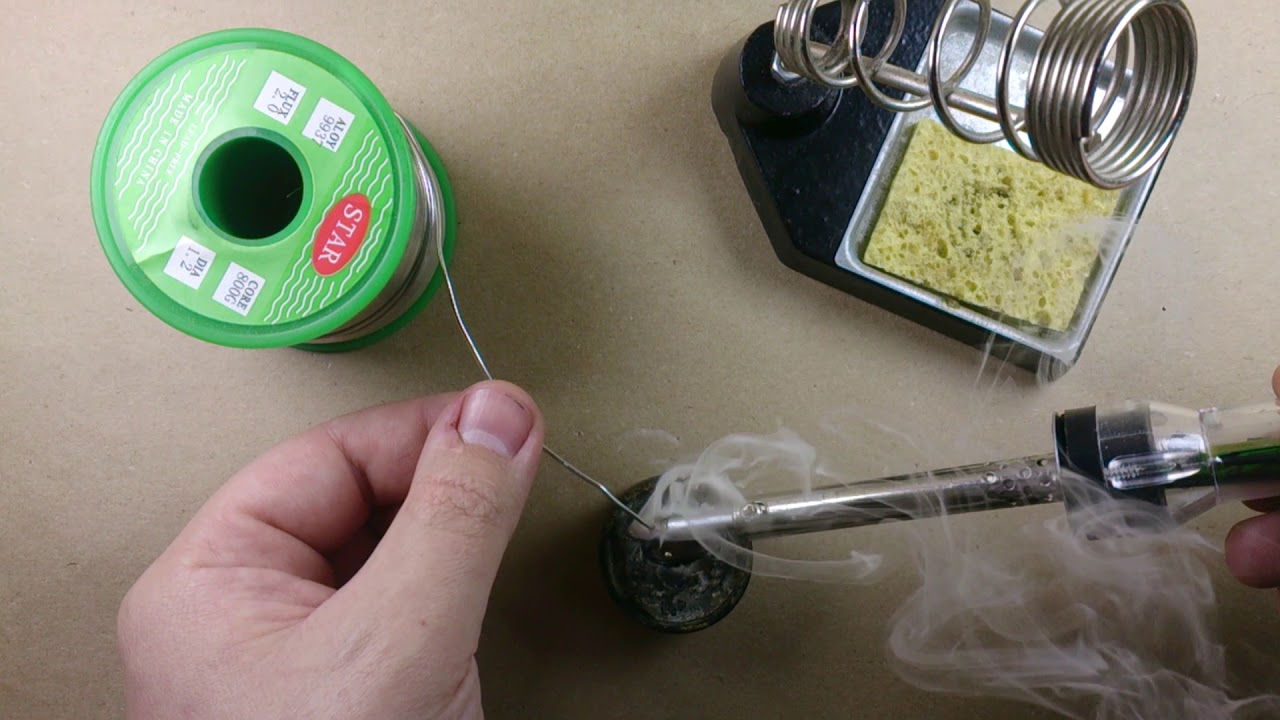
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
 Watch this video on YouTube
Watch this video on YouTube
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Лучшие паяльные пистолеты
Модели этой группы представляют более современные паяльные электроинструменты. С их помощью, в зависимости от мощности этого импульсного инструмента, можно выполнять различные работы по спайке деталей, начиная от монтажа миниатюрных микросхем и заканчивая ремонтом трубопроводов.
Rexant Профи (12-0161-1)
Особенностью модели является регулировка мощности паяльного устройства: 30 – 70 Вт. Эффективному нагреву способствует использование керамического нагревателя. Время разогрева жала – 10 минут. Импульсный паяльник Rexant Профи используется для пайки электронных схем, монтажа радиодеталей. Двухкомпонентная рукоятка обеспечивает уверенный захват рукой оператора.
Плюсы паяльника:
- Небольшой вес 180 г облегчает выполнение работ.
- Экономичное электропотребление.
- Удобство работы с двумя уровнями мощности.
- Эффектный дизайн.
Минусы паяльника:
- Недостаточная длина сетевого шнура – 1,35 м.
Top Tools 100 Вт 44E000
Электроинструмент польской компании, произведённый на предприятии КНР. Стоваттный паяльный пистолет обладает замечательными техническими характеристиками. Время разогрева до рабочего состояния – 0,2 мин., максимальная температура – 300°C. Инструмент паяет детали из металла при помощи низкотемпературного припоя.
Плюсы паяльника:
- Удобная рукоятка, выполненная из ударопрочного пластика.
- Изделие оснащено подсветкой, освещающей место спайки.
- Удобство в восстановлении электропроводки.
- Простая смена наконечников.
- Привлекательный внешний вид.
Минусы паяльника:
- Короткий рабочий ресурс наконечников.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.







Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Ликбез для начинающих
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.
Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
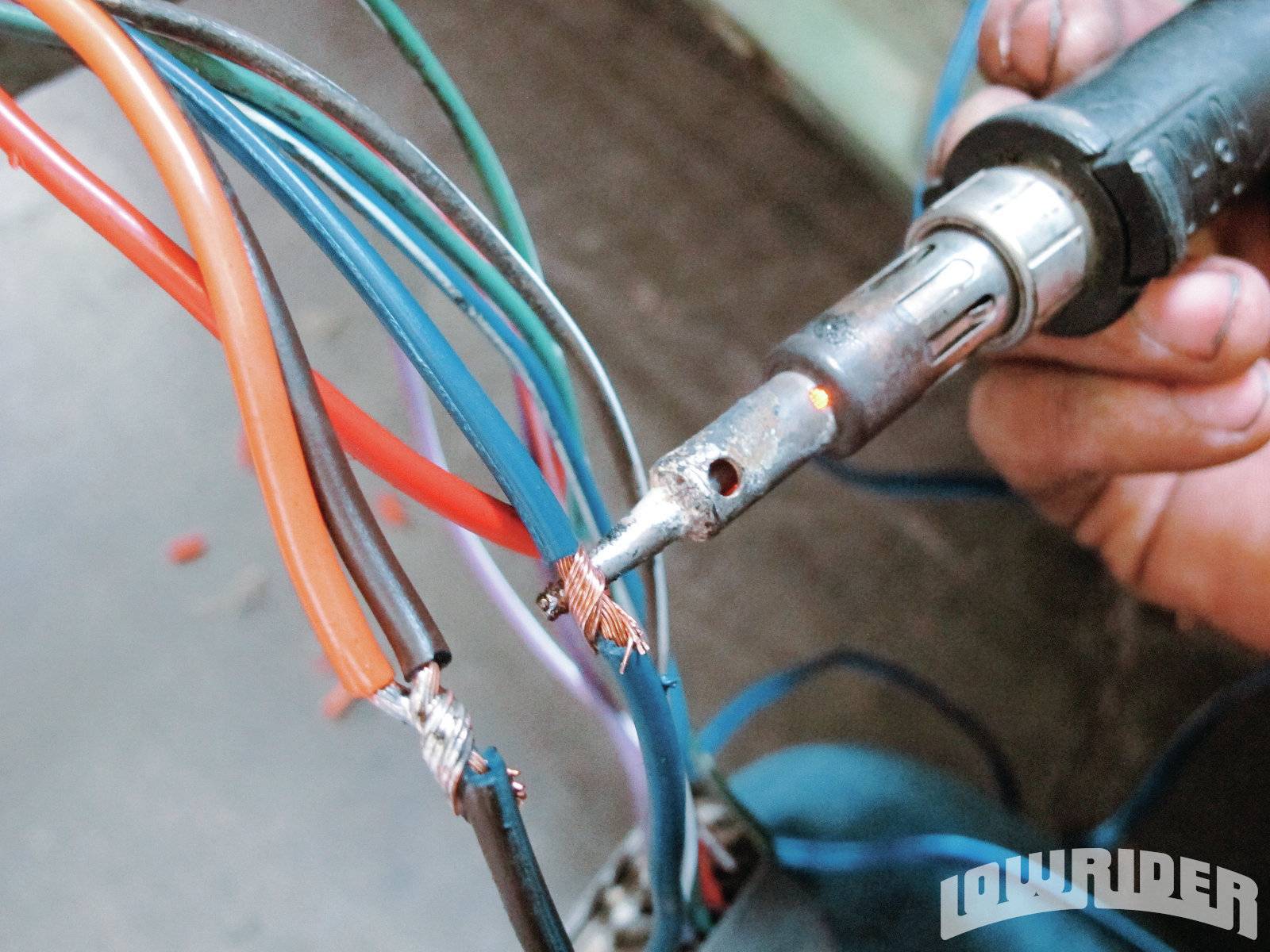
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Технология пайки паяльником
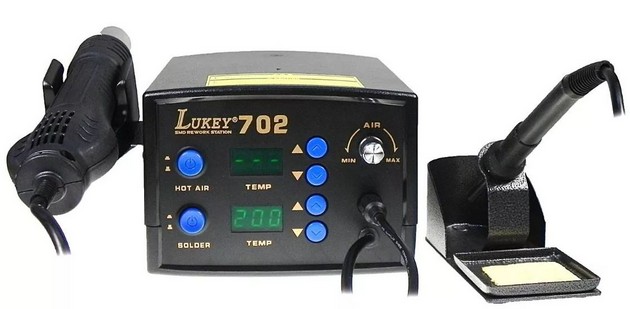
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
https://youtube.com/watch?v=MKZBAqnGoZ4
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.