Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
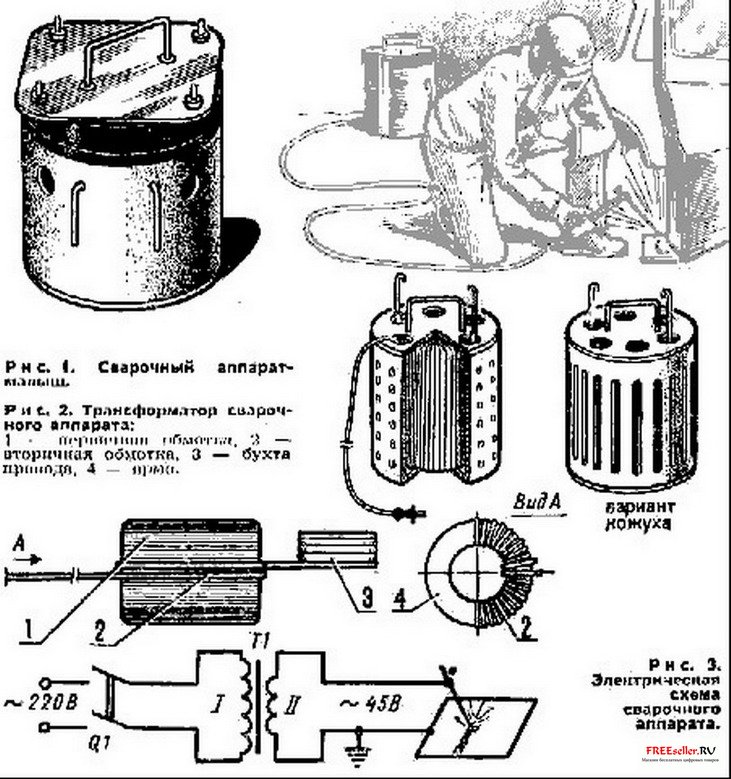
Изготовление трансформатора сварочного агрегата
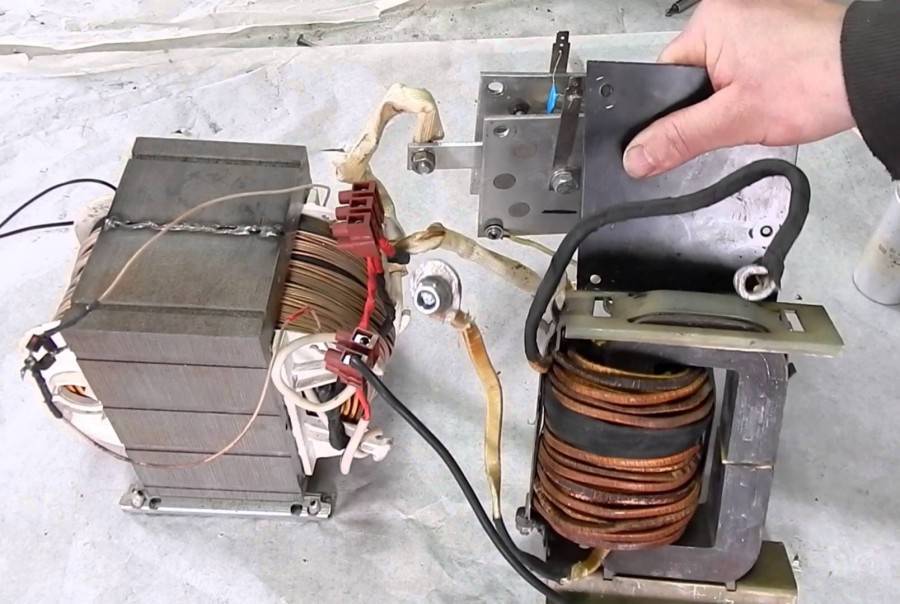
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора
Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота
Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы
Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
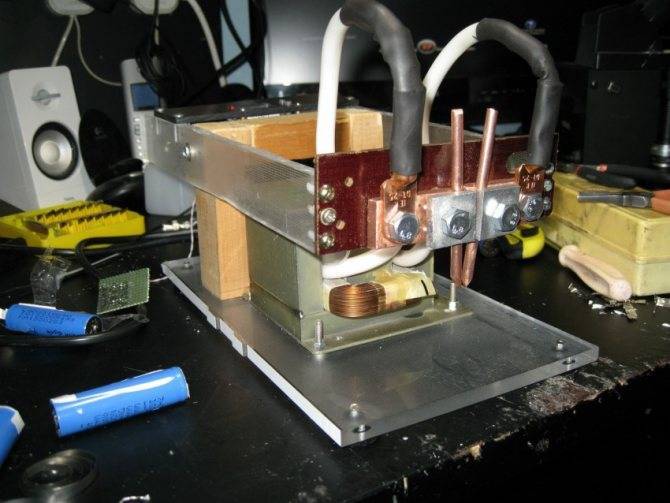
Сборка корпуса устройства
Последний этап – изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды
Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов
https://youtube.com/watch?v=tf5-uJ_pn-o
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Схема изготовления точечной сварки.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Разновидности сварки
Сначала нужно понять, для какой сварки делаем аппарат. Различают следующие виды сварки:
- Электродуговая;
- Микродуговая;
- Точечная импульсная (контактная);
- Газовая.
Электродуговая сварка
При ней используется промышленная частота 50-60 герц, а также постоянный ток в 200 ампер. Можно сварить забор, гараж и другие достаточно серьёзные конструкции.

Используется при изготовлении продукции из стального листа тонкой толщины.
Газовая сварка
Является настолько серьёзным процессом, что такой аппарат нет смысла изготавливать дома. Проще и дешевле его купить. Тем более, что газовые баллоны к ней сделать дома невозможно.

Получение Вольтовой дуги

Для мелких сварочных работ подойдёт трансформатор на 200-300 Ватт или более с выходным напряжением 30-50 Вольт. Сварочный ток, при этом, будет ограничиваться мощностью трансформатора и может достигнуть 10-12 Ампер. Но, так как сам процесс горения дуги длится недолго, то это не может привести к перегреву трансформатора, даже при насыщенном магнитопроводе.

Можно так же воспользоваться лабораторным автотрансформатором – ЛАТР-ом на 9 Ампер и более. Но, делайте это, только если Вы осознаёте опасность отсутствия гальванической развязки с электросетью. Также, при использовании ЛАТР-а, желательно ограничить входной ток предохранителем (плавкой вставкой), чтобы не повредить графитовый ролик-токосъёмник ЛАТР-а, при случайном коротком замыкании в цепи электрода.
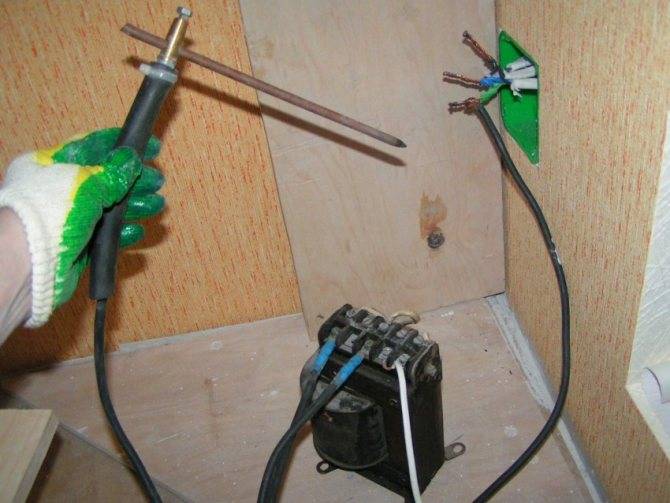
В качестве электродов можно использовать практически любые грифели от простых карандашей, хотя мягкие предпочтительнее. Наверняка у многих сохранились ненужные, в век всеобщей компьютеризации, простые карандаши.

Держатель для грифеля можно изготовить из любых подручных средств. Очень удобно использовать металлическую часть электротехнических клеммников (клемм).

Вот держатель, собранный на основе вышеупомянутого клеммника. Одно резьбовое отверстие латунной части клеммы используется для крепления грифеля, а другое для крепления к ручке.
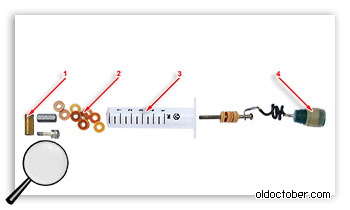
Стеклотекстолитовые шайбы поз.2 в большом количестве были использованы для того, чтобы клеммник поз.1, при нагреве, не расплавил корпус одноразового шприца поз.3. Просто не нашёл другой, более термостойкой детали для ручки держателя электрода. Для того чтобы держатель электрода можно было подключить к любому стандартному кабелю (концу), я использовал стандартное же приборное гнездо поз.4.







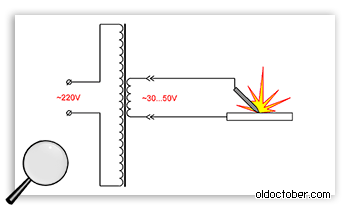
Держатель электрода подключается к одному выводу вторичной обмотки понижающего трансформатора, а свариваемая деталь или детали к другому выводу вторичной же обмотки.

А это ещё один держатель электрода также собранный на основе электротехнической клеммы. Второй держатель пригодится, когда требуется сварить два металла с одинаковой температурой плавления. Также он может понадобиться, когда нужно раскалить какую-нибудь металлическую деталь, например, при закалке инструмента или изменении формы пружины.
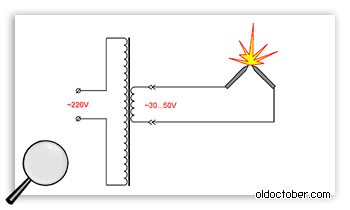
Схема подключения двух графитовых электродов к вторичной обмотке понижающего трансформатора.

Чтобы яркий свет вольтовой дуги не стал причиной ожога роговицы глаз, нужно использовать защитный светофильтр. Этот же светофильтр защитит глаза от попадания искр. Я купил светофильтр в магазине «Всё для ремонта» всего за 0,5$. Вместо сварочного щитка использовал оправу бинокулярных очков, из которой удалил линзы. Фильтр закрепил с помощью канцелярского зажима, предварительно проложив кусочек хлопчатобумажной изоленты. Вероятно, такие очки найдутся в арсенале современного радиолюбителя, знакомого с SMD компонентами.
Не стоит использовать тёмные очки для наблюдения за Вольтовой дугой, тем более что плотность их светофильтров недостаточна. Намного безопаснее использовать предложенный щиток, который позволит защитить глаза простым наклоном головы.
Для сварки меди со сталью или нихромом желательно использовать флюс. Изготовить его можно путём добавления небольшого количества воды в буру (тетраборат натрия) или в борную кислоту. Полученной кашицей можно смазывать места сварки.
Минералы для изготовления флюса можно приобрести в хозяйственном магазине или аптеке. Я как-то давно купил коробку борной кислоты, как средство по борьбе с насекомыми под названием «Боракс».
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
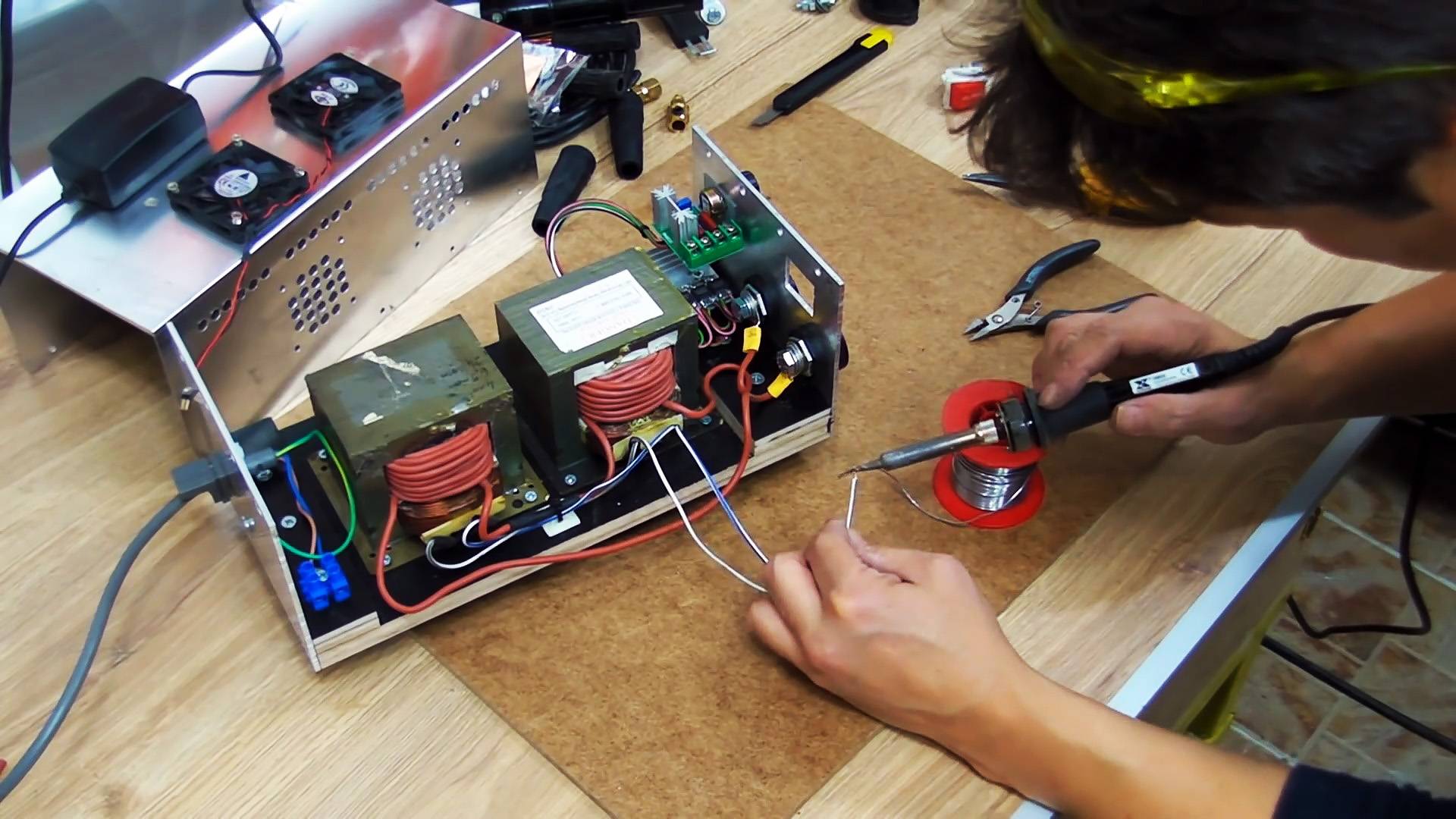
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
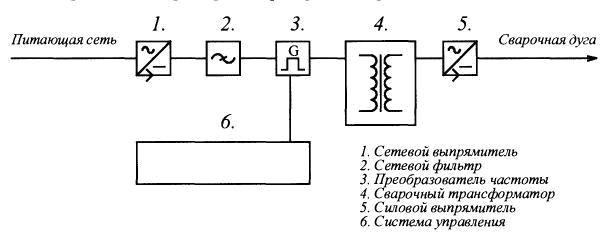 Схема блока трансформатора
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
 Различные схемы сварочников
Различные схемы сварочников
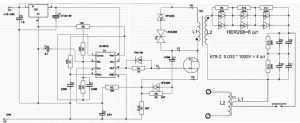
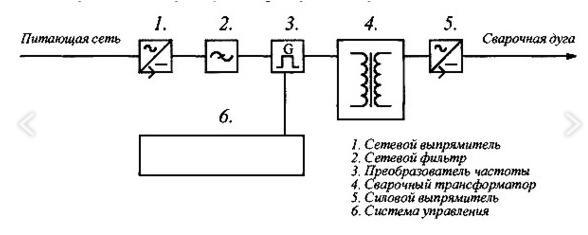
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Originally posted 2018-07-04 07:13:44.
Комплектация изделия
Сварочные инверторы самостоятельно делают достаточно редко. Это электронное устройство требует неоднократной проверки, специфических знаний и опыта. Самоделку на основе трансформатора сделать проще и, поскольку работать она должна от бытовой сети (чаще 220 В), то для выполнения мелкого домашнего ремонта этого аппарата будет вполне достаточно.

Сварочный инвертор на сеть в 220 В собирается по схеме, которая используются для приборов, работающих от промышленной трехфазной сети. Нужно знать, что эти аппараты будут иметь КПД на 60% выше, чем оборудование, приспособленное на однофазную сеть.
Cварочник из трансформатора изготавливается без дополнительных узлов, в комплектацию входит:
- трансформатор (можно сделать самому);
- изоляционный материал;
- держак сварочного стержня;
- ПРГ-кабель.
Более сложные изделия инверторы комплектуются:
- трансформатором;
- инвертором;
- системой вентиляции;
- амперным регулятором.
Блок питания простого сварочника
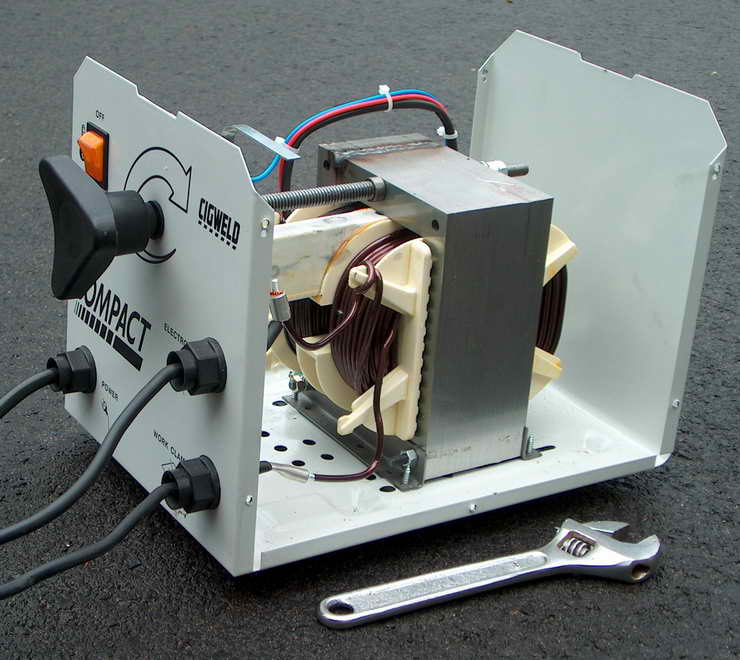
Самодельные сварочные трансформаторы — простое оборудование для редкого ремонта. Магнитопроводом может служить статор. Первичная намотка будет подключаться к сети, вторичная рассчитана для получения электродуги и выполнения работ. Обмотка трансформатора состоит из медного провода или ленты (до 30 метров).
При сварке рекомендуется использовать электрод диаметром 3-4 мм. Сердечник трансформатора делают в форме подковы, его площадь сечения — около 50 кв см. Этих параметров достаточно для максимальной мощности.

Первичная намотка делается медной полосой с хлопчатой изоляцией. Можно использовать «голый» магнитопровод и заизолировать его отдельно. Полосками из хлопчатой ткани обматывают провод и пропитывают любым лаком для электротехнических работ. Вторичная обмотка наматывается после изолирования первичной. Сечение первичной обмотки 5-7 кв. мм, сечение вторичной — 25-30 кв. мм. После изоляции проводят тестирование параметров: может потребоваться большее количество витков.
Сварочный аппарат инверторного типа имеет более сложное устройство, может работать на постоянном или переменном токе и обеспечивает лучшее качество шва
Но если в быту требуется провести только точечную сварку (например при ремонте бытовой техники), то изготовление инверторного сварочника нецелесообразно. Если используется трансформатор от пылесоса или микроволновой печи, важно не повредить первичную обмотку. Вторичная обмотка в 80% случаев должна сниматься и переделываться, чтобы агрегат не перегревался
Блок выпрямителя
Блок выпрямителя преобразует напряжение переменного сигнала в постоянный и состоит из небольшого количества мелких деталей:
- диодные мосты;
- конденсаторы;
- дроссель;
- вольтдобавка.

Выпрямитель собирается по принципу мостовой схемы, где на входе подается переменный ток, а с выходных клемм выходит постоянный. Оба устройства — трансформатор и выпрямитель для сварочника — оснащаются блоком принудительного охлаждения. Можно использовать кулер от блока питания компьютера.
Блок инвертора
Блок инвертора преобразует постоянный ток с выпрямителя в переменный и выдает напряжение до 40 В, силу тока до 150 А.
Инвертор работает по следующей схеме:
- С розетки переменный ток (частота 50-60 Гц) поступает на выпрямитель, где выравнивается частота.Ток поступает на транзисторы, где постоянный сигнал преобразуется в переменный с увеличением частоты колебаний до 50 кГц.
- Понижение напряжения высокочастотного потока на понижающем трансформаторе с 220 до 60 В. При этом увеличивается сила тока. Благодаря увеличению частоты в катушке инвертора используют лишь минимально допустимое количество витков.
- На выходном выпрямителе происходит последнее преобразование электропотока в постоянный с большой силой и низким напряжением, который оптимально подходит для качественной сварки.

В сварочном приборе кроме главных этапов происходит корректировка силы тока, обеспечивается оптимальная вентиляция. Изготовить инвертор самому можно, руководствуясь подробной схемой.








Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
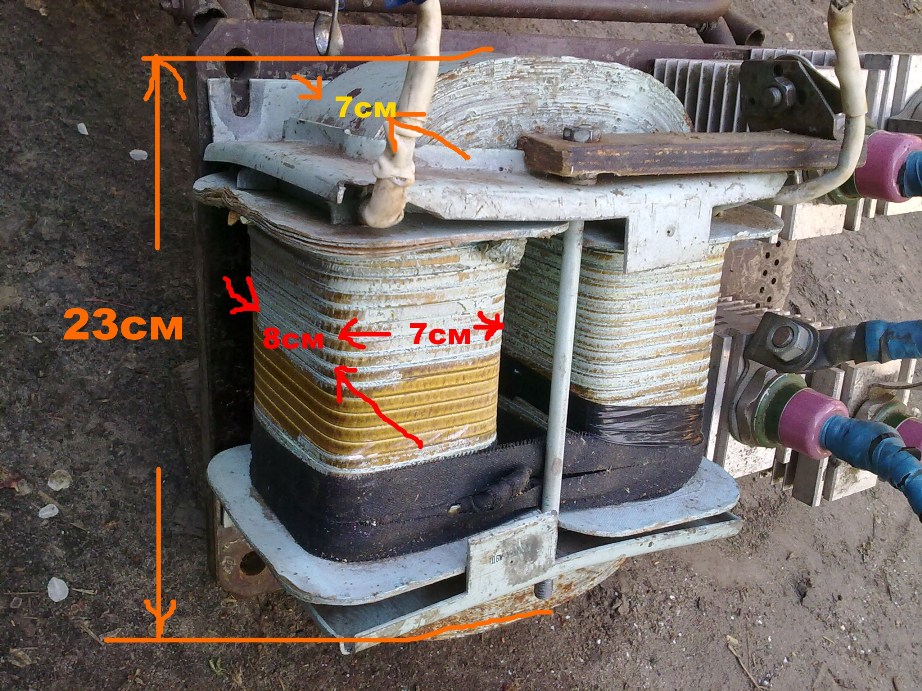
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.








Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.

Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.

Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.


В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.

Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.









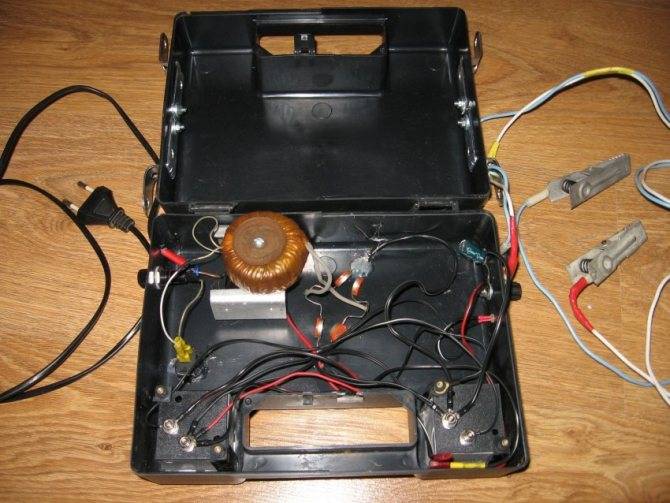
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
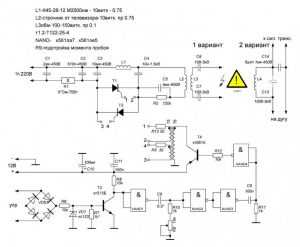
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
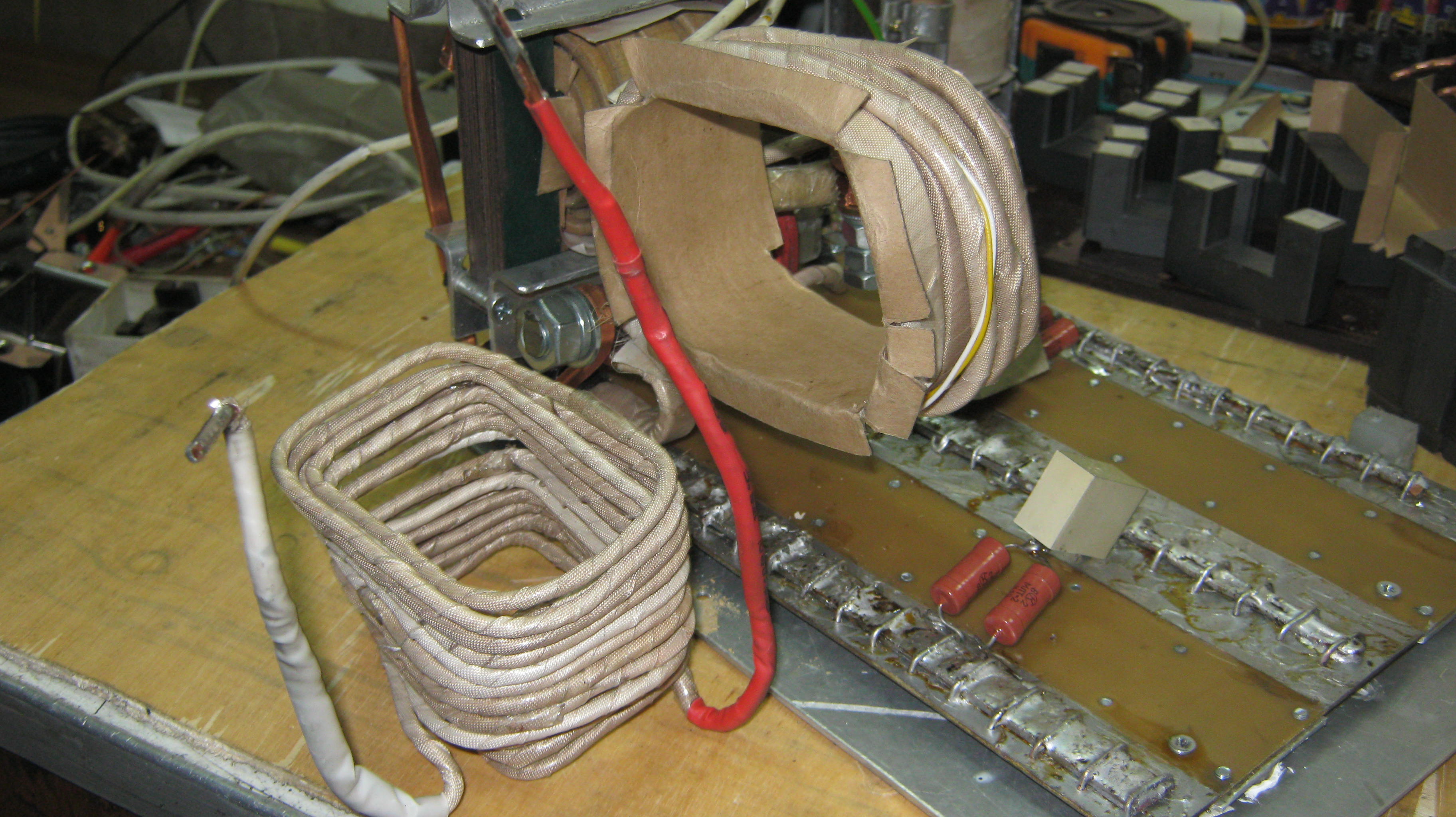
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
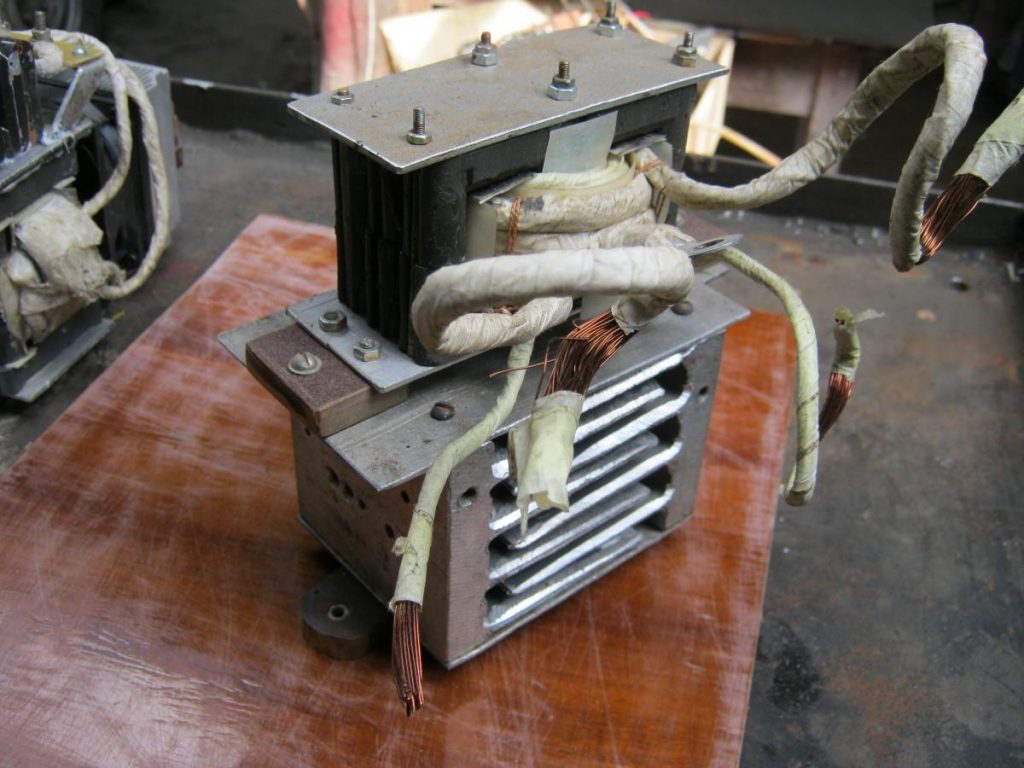
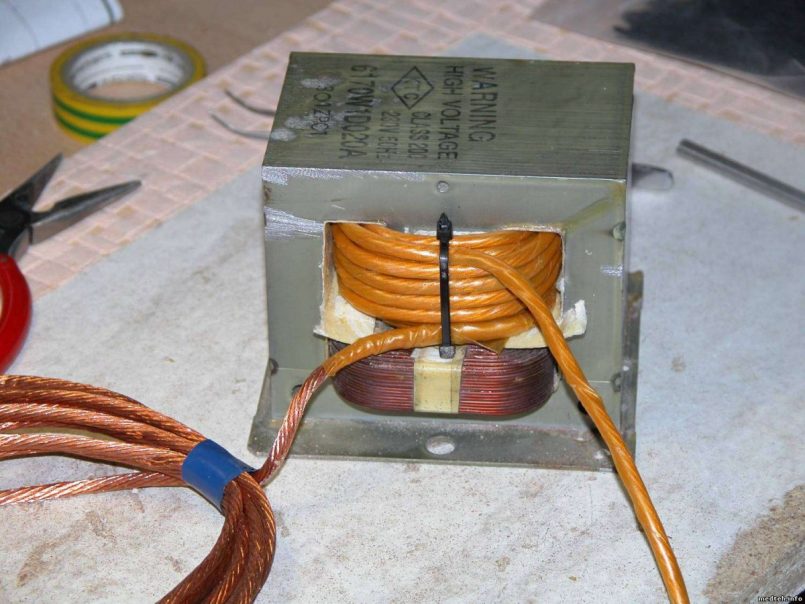
Разбираем трансформатор: алгоритм действий
Теперь понадобятся тиски и болгарка с отрезным диском или, на худой конец, ножовка по металлу. По бокам будут чётко видны сварочные швы. Наша задача: зажать трансформатор в тиски так, чтобы один из двух швов оказался сверху, и распилить точно по нему. С этой работой справится любой, поэтому зацикливаться на ней не будем.
 Аккуратно распиливаем трансформатор ровно по шву
Аккуратно распиливаем трансформатор ровно по шву
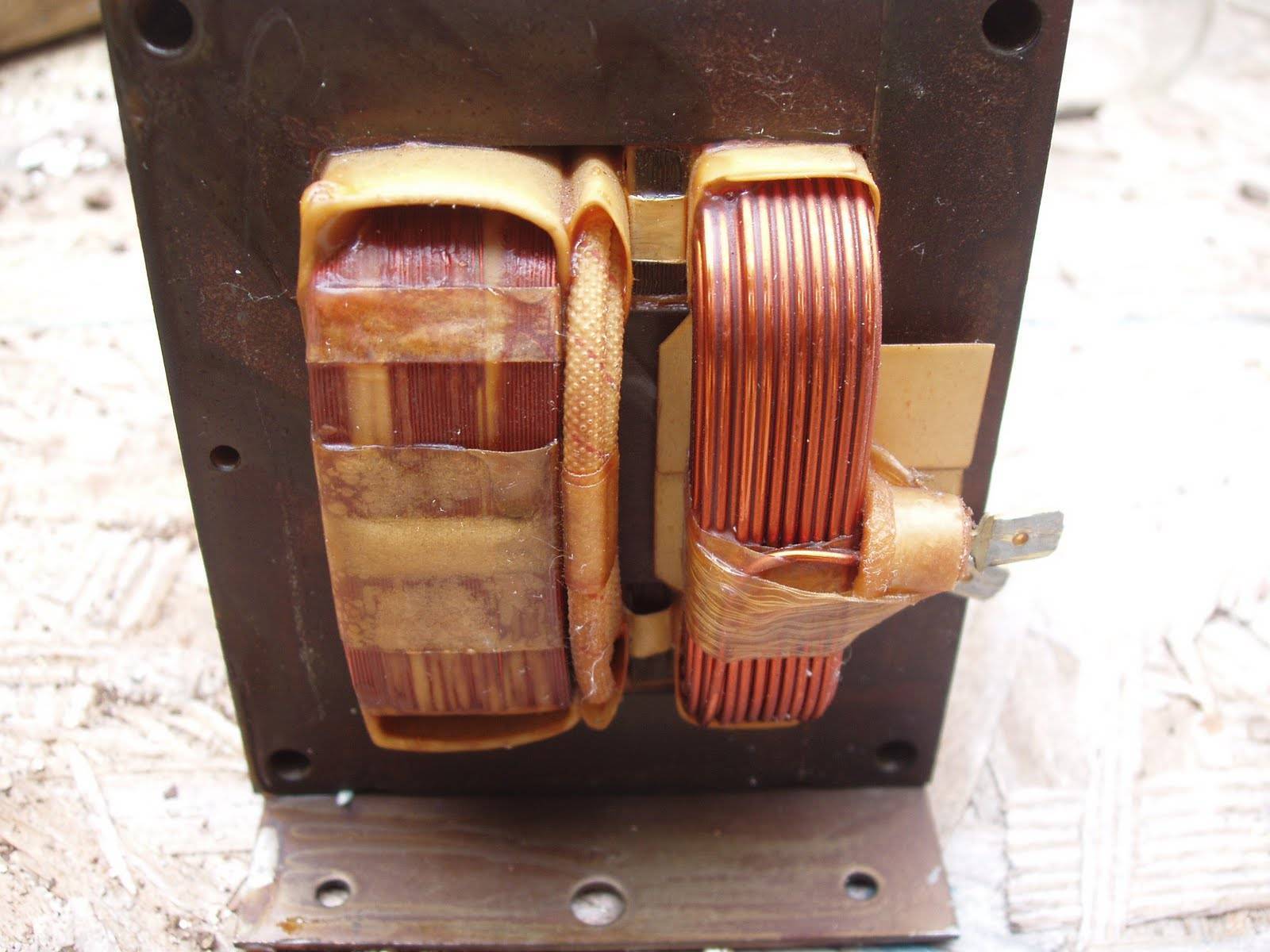
Вторую сторону пилить не обязательно. Достаточно загнать в подпиленный шов зубило – вторая сторона отломится сама. Далее, очень аккуратно достаём первичную обмотку (она теперь оказалась сверху). Здесь главное – не повредить изоляционный лак. Первичная обмотка нам будет нужна в дальнейшей работе.
 Если при демонтаже повредить изоляционный лак, первичная обмотка станет бесполезной для дальнейшего использования
Если при демонтаже повредить изоляционный лак, первичная обмотка станет бесполезной для дальнейшего использования
А вот с вторичной обмоткой можно не церемониться, она использоваться не будет. Но, всё же, стоит быть внимательным при её извлечении. Ведь при слишком грубой работе можно повредить сердечник, а это нам совершенно ни к чему. Поэтому, если есть необходимость постучать по сердечнику, лучше использовать резиновую киянку. Дело в том, что при ударе простым молотком сердечник помнётся, после чего установить первичную обмотку на него вряд ли получится.
 Убираем вторичную обмотку – нам она больше не пригодится
Убираем вторичную обмотку – нам она больше не пригодится
Как выглядит схема инверторной сварки
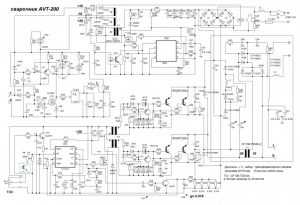
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
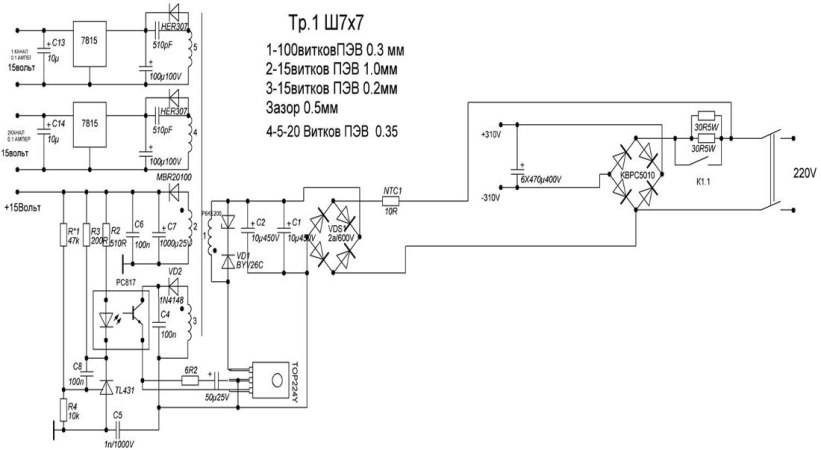
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
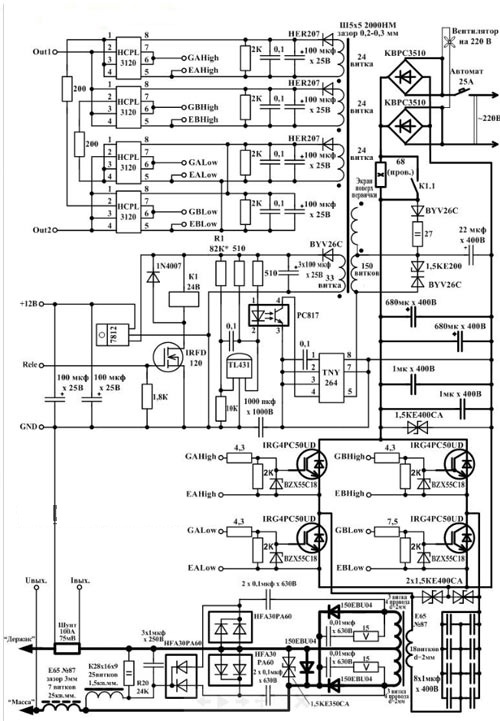
Схема силовой части инверторной сварки
Тестирование и настройка
После сборки сварочного аппарата из трансформатора 220/36 вольт, необходимо провести тестирование и настройку устройства. Это позволит убедиться в его правильной работе и готовности к использованию. В данном разделе рассмотрим основные шаги этого процесса.





Тестирование изоляции
Первым шагом является проверка изоляции обмоток трансформатора. Для этого необходимо использовать мультиметр, установленный в режим измерения сопротивления. Подключите один из проводов мультиметра к корпусу трансформатора, а второй провод к каждой из обмоток по очереди. Значение сопротивления должно быть близким к бесконечности. Если значение сопротивления близко к нулю или существенно отличается от ожидаемого, необходимо проверить изоляцию обмоток на наличие повреждений и, при необходимости, исправить их.
Проверка соединений
Далее следует провести проверку всех электрических соединений в сварочном аппарате. Проверьте правильность подключения проводов к трансформатору, реле и другим элементам. Убедитесь, что все соединения надежно закреплены и не имеют видимых повреждений. Если вы обнаружите какие-либо проблемы, исправьте их перед дальнейшей настройкой аппарата.
Настройка тока сварки
Для настройки тока сварки необходимо использовать переменный резистор или потенциометр. Подключите его к соответствующим выводам сварочного аппарата. Затем подключите сварочные электроды и проведите сварочный тест на металлической поверхности. Во время сварки регулируйте ток с помощью резистора или потенциометра до достижения нужного эффекта сварки.
Защитные меры
Не забывайте соблюдать основные меры безопасности при работе с электрооборудованием. При измерении сопротивления или настройке аппарата используйте изолированные рукавицы и никогда не дотрагивайтесь до обнаженных проводов и неисправных элементов. Перед началом работы убедитесь, что сварочный аппарат заземлен и подключен к защитному предохранителю.
Шаги тестирования и настройки сварочного аппарата
Шаг
Действие
1
Проверка изоляции обмоток трансформатора
2
Проверка соединений в сварочном аппарате
3
Настройка тока сварки
4
Сварочный тест на металлической поверхности
5
Соблюдение защитных мер
После прохождения всех этапов тестирования и настройки сварочный аппарат будет готов к использованию. Однако, необходимо помнить, что эксперименты со сварочным аппаратом требуют определенных знаний и навыков. При необходимости проконсультируйтесь с опытным специалистом или обратитесь к специализированным источникам информации.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
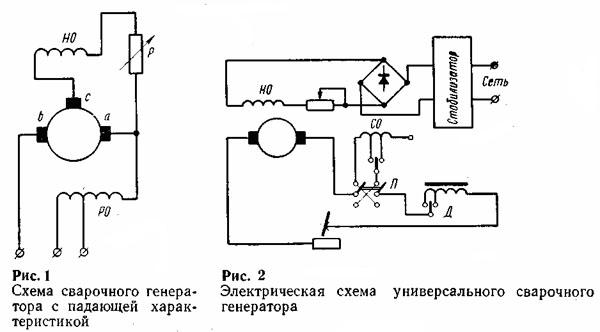
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://www.youtube.com/watch?v=gdFLDqahzJ4
Что же в итоге
Можно сказать с полной уверенностью, что на сборку подобного агрегата вряд ли уйдёт больше ста рублей. А вот пользы он может принести предостаточно. Учитывая то, что в сборке аппарата для точечной сварки особо сложного ничего нет, а устройство заводского производства не каждому по карману, думаю, это неплохой вариант.
Очень надеюсь, что моя инструкция была изложена доступным языком и сможет помочь начинающим (и не только) мастерам в работе. Прошу оставить свои комментарии, выразить личное мнение о содержании и ясности статьи.
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
Предыдущая
ИСТОРИИНи в коем случае не выбрасывайте старую пряжу – идеи её использования от читателя Homius
Следующая
ИСТОРИИКак избавиться от грызунов на даче или в частном доме: крысоловка своими руками