Способы сваривания листового полипропилена
В зависимости от применяемого сварочного оборудования соединение полипропилена может осуществляться несколькими способами:
- экструзионным;
- с помощью строительного фена;
- полифузным (стыковым).
Рисунок 1. Ручной экструдер – инструмент, предназначенный для экструзионной сварки полипропилена.
Первый вид сварки осуществляется с помощью специального аппарата – ручного экструдера (рис. 1). Данное устройство невелико в размере и комплектуется различными насадками. Его удобно использовать для осуществления сварки больших изделий, имеющих сложную конструкцию. Обычно экструдер для полипропилена оснащен интегрированным или встраиваемым механизмом подачи воздуха, с помощью которого пластмасса в сварочной зоне нагревается и размягчается.
Технология сварки экструзионным инструментом предполагает использование добавочного вещества в зону шва, которым в большинстве случаев является полипропиленовая проволока. Горячий воздух производит нагрев свариваемых поверхностей до вязкого состояния, а проходящая через экструдер присадка также нагревается и перемешивается с основой до образования однородной массы. С помощью такого метода сварки можно соединять даже толстостенные элементы, получая при этом шов высокого качества.
Рисунок 2. Сварка при помощи строительного фена осуществляется с целью соединения листового материала толщиной не более 20 мм.
Сварка с помощью строительного фена осуществляется под воздействием струи горячего воздуха, нагретого до температуры 170-180 °C (рис. 2). Такой способ применяется для соединения листового материала толщиной не более 20 мм. При этом сварной шов обладает сравнительно небольшой механической прочностью. Поэтому строительный фен рекомендуется использовать для соединения небольших по размеру элементов, которые при эксплуатации не будут поддаваться большим нагрузкам.
Полифузная сварка производится с помощью подвижных столов. Полученный таким способом сварной шов будет иметь достаточно большую прочность и надежность. Стыковой способ можно применять для соединения отдельных элементов практически любой толщины.
Инструкция по сварке листового полипропилена
Перед началом работ необходимо подготовить оборудование, рабочее место и присадочный материал. Инструмент подсоединяется к источнику питания, присадка вставляется в держатель экструдера, а рабочее место очищается от грязи и пыли.
Схема сварки труб из полипропилена.
После этого можно переходить к подготовке свариваемых поверхностей. Для этого материал ложится на стол, а его кромки обрабатываются мелкозернистой наждачной бумагой, так как шершавая поверхность будет иметь лучшие адгезионные свойства, чем гладкое основание.
После окончания подготовительного процесса, нагрев наконечник экструдера до нужной температуры, сварщик перемещает его вдоль шва, как при сварке электродами, заполняя стык расплавленной присадкой. При этом скорость подачи проволоки в сварочную ванну регулируется вручную или автоматически. Через 5-10 мин после окончания работ сваренные листы можно использовать по назначению.
Ошибки при пайке полипропиленовых труб
Ниже представлены самые распространенные ошибки при пайке пластиковых труб, которые чаще всего допускаются неопытными мастерами:
1. Неправильно выдержанное время пайки полипропиленовых труб, в результате чего внутри фитинга сильно сужается отверстие. Нет нужды, наверное, говорить о том, чем это грозит в работе системы отопления или водоснабжения, от банального «не греют батареи», до серьезной разницы давления воды в смесителе.
Дело в том, что нагревать паяльником трубы разного диаметра, нужно определенное время. Для трубы 20 мм – это 7 сек., для трубы 25 — 9 сек., а для трубы 32 диаметра, не менее 11 секунд. Контролировать нагрев трубы, можно простым проворачиванием, но только не слишком сильно.
2. Слишком большое вдавливание разогретой трубы в фитинг, из-за чего также критически уменьшается внутренний диаметр. Когда труба и фитинг разогреты, остается всего лишь несколько секунд для того, чтобы их соединить вместе (примерно 2-3 сек.). Если слишком долго передержать трубу до соединения, то она остынет, и протолкнуть её на достаточное расстояние в фитинг уже не получится, а это грозит протечками.
Также, чтобы быть уверенным, что труба зашла на нужную глубину в фитинг, на ней, ещё до процесса разогрева паяльником, лучше сделать пометку маркером, на какую длину она должна войти в фитинг.
3. Грязь и вода во время пайки полипропиленовых труб, самые страшные враги
Поэтому очень важно не допускать попадание воды или пыли на трубы и фитинги во время пайки, а также тщательно их протирать ещё до осуществления данного процесса. Если из трубы во время пайки идет вода, то можно пойти на хитрость, и заложить в отверстие небольшой кусок салфетки или туалетной бумаги, что поможет предотвратить на время течь, и даст возможность нормально спаять трубу с фитингом
4
Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам
4. Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам.
5. Использование неподходящего инструмента при пайке стабилизированных труб. Следует знать, что для пайки стабилизированных труб, кроме ножниц и паяльника, также потребуется специальная развёртка, определенного диаметра под трубу. В отличие от так называемых «ленивых труб», в стабилизированных трубах имеется тонкий слой металла снаружи, который перед пайкой, обязательно нужно полностью счистить.
Использовать для этих целей нож или ножницы для труб, категорически не рекомендуется, поскольку нормально счистить металл на трубе, особенно в труднодоступном месте, очень сложно.
Как паять пластиковые трубы
Процесс пайки пластиковых труб можно разделить на следующие этапы:
1. Рекомендуется перед началом сварки труб произвести все необходимые замеры, сделать пометки, на какую глубину должна зайти труба в фитинг, в какую сторону будет смотреть уголок или тройник. Делать пометки на трубах и фитингах лучше всего маркером, простым или строительным карандашом (однако маркер потом плохо стирается, что вызывает негодование у заказчиков, и это следует учитывать).
2. После того, как разметка произведена, лучше всего ещё раз убедиться в том, что на трубах и фитингах нет воды и загрязнений.
3. Прогрев паяльник до того момента, когда он выключится, следует нагреть трубу и фитинг, выдержав определенное время (зависит от диаметра полипропиленовой трубы).
4. Затем следует быстро соединить трубу с фитингом, одновременно следя за тем, как ровно она зашла, и не нужно ли её немного подкорректировать. На все про все, где-то 2-3 сек.
5. Когда труба соединена с фитингом, следует подождать некоторое время, пока она остынет, как правило, достаточно 30 сек., для труб 20-32 диаметра.
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
https://youtube.com/watch?v=JbCJuV4AgTc
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.
 Паяльник для полипропиленовых труб
Паяльник для полипропиленовых труб
Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией
На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей;
- стоимость агрегата;
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели;
- насадка нужного размера;
- труборезные ножницы;
- торцеватель – инструмент для зачистки края от фольгированного слоя;
- нож для зачистки реза;
- линейка или штангенциркуль;
- маркировочный карандаш;
- уровень.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки;
- убирают с краев все заусенцы;
- счищают фольгированный слой;
- устанавливают паяльник в рабочее положение;
- делают разметку, отмечают зону разогрева верхнего слоя.
Чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию
Процесс пайки
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника;
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.
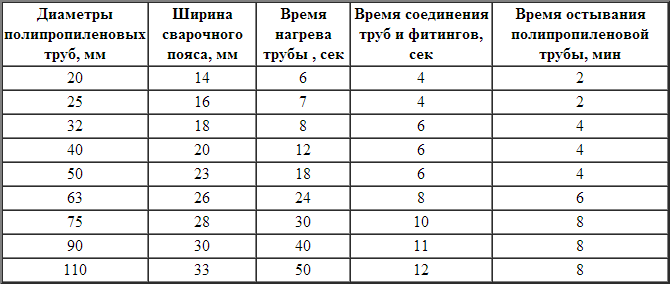 Таблица сваривания полипропиленовых труб
Таблица сваривания полипропиленовых труб
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.
 Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза;
- недостаточная очистка внутренней поверхности фитинга;
- неглубокая посадка после разогрева;
- неполное снятие фольгированного слоя.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Подготовка сварочного аппарата
Аппарат для сварки труб требует определенной подготовки перед монтажом. Нужно выбрать ровную, гладкую поверхность и установить на нее прибор. Все детали сварочного агрегата должными сухими, чистыми. В случае необходимости их протирают спиртом. Элементы, служащие для нагрева, нужно установить при отключенном аппарате.
Время нагрева деталей трубы определяем по таблице
Когда сварочный аппарат подключен к сети, загораются индикаторы на корпусе. Один индикатор предназначен для контроля за температурой нагрева. Он должен погаснуть, когда нагрев достигнет требуемой величины. Рекомендуется, после того, как лампочка потухнет, подождать 5 минут, а затем приступать к сварке изделий. Второй индикатор – контрольный, он свидетельствует о подключении аппарата к сети.
Для нагрева самой трубы используется гильза, для нагрева фитингов предусмотрен дорн.
Сварка полипропиленовых труб
При монтаже современных систем водоснабжения и отопления повсеместно применяются полипропиленовые трубы. На сегодняшний день разработана технология их монтажа, с помощью которой можно производить сборку элементов различных диаметров.
Аппарат для сварки труб из полипропилена
Рисунок 3. Аппарат для сварки труб из полипропилена включает в себя терморегулятор, ручку и нагревательную плиту.
Сварка таких изделий осуществляется с помощью специального сварочного аппарата, который имеет достаточно простую конструкцию, а принцип работы напоминает обычный утюг (рис. 3). Данное устройство состоит из терморегулятора, нагревательной плиты и ручки. Нагревательный элемент имеет два отверстия, в которые в процессе работ устанавливаются свариваемые элементы.
Используя различные по диаметру насадки, можно сваривать трубы разных размеров. В стандартном наборе имеется 4 комплекта таких насадок: 20, 25, 32 и 40 мм. Их рабочие поверхности имеют тефлоновое покрытие, поэтому изготовление такого прибора своими руками невозможно. Сварочные насадки можно выточить в домашних условиях на токарном станке, однако без наличия тефлонового покрытия к ним постоянно будет прилипать пластик.
Подготовка к сварке полипропиленовых труб
Кроме сварочного аппарата для сварки пластиковых труб необходимо также подготовить:
- острый нож или торцеватель для обрезания кромки трубы под углом;
- линейку;
- маркер;
- ветошь;
- спирт для обезжиривания.
Технология монтажа полипропиленовых труб.
К сварочному оборудованию присоединяют нагревающие насадки. После этого, подключив аппарат к электрическому питанию, с помощью терморегулятора устанавливают на нем рабочую температуру около 260 °C. Время нагрева насадок до требуемой температуры зависит от температуры внешней среды. Чтобы избежать повреждения нагретых насадок во время работ, их предварительно нужно очистить тряпкой из несинтетического материала.
После этого проверяется исправность режущего элемента, сделав им несколько срезов на опытном куске пластике. При этом должен получиться ровный срез без заусенцев. В противном случае инструмент нужно заострить на точильном станке. Перед началом сварки все элементы тщательно осматриваются на наличие каких-либо дефектов. Свариваемые концы труб и штуцеры, в которые они вводятся, тщательно очищаются и обезжириваются.
Далее с помощью специального инструмента стенки трубы на подготавливаемом конце скашиваются под углом в 45°. Это позволит избежать задира пластика при вводе в фитинг конца трубы. Предварительно вставив в фитинг трубу, маркером отмечается глубина ее входа. При этом следует учитывать, что труба вставляется в муфту не до упора. Во избежание расширения трубы в сварочной зоне, оставляется щель не менее 1 мм.
Процесс сварки полипропиленовых труб
Перед самим началом сварочного процесса следует еще раз обезжирить торцы труб и фитингов. На нагретые насадки сначала надевают фитинги, а затем и саму трубу. После этого необходимо выждать некоторое время, чтобы соединяющие элементы хорошо прогрелись.
Время нагрева полипропиленовых труб можно рассчитать по таблице, представленной ниже.
| Наружный диаметр трубы, мм | Время нагрева, сек. | Время соединения, сек. | Время охлаждения, мин. |
| 16 | 5 | 4 | 2 |
| 20 | 7 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
Нагретые детали снимаются с насадок и соединяют между собой точным и быстрым движением, не поворачивая их вокруг своей оси. Труба вставляется в фитинг до отметки, которая была нанесена ранее. Детали удерживают в правильном положении на протяжении 20-40 сек. В большинстве случаев этого достаточно для остывания пластика.
При сваривании полипропиленовых изделий исполнитель должен обладать некоторыми навыками в проведении сварочных работ. Поэтому если вы не уверены в своих силах, лучше обратиться за помощью к специалисту, так как наличие каких-либо ошибок в сварочном процессе может привести к тяжелым последствиям.
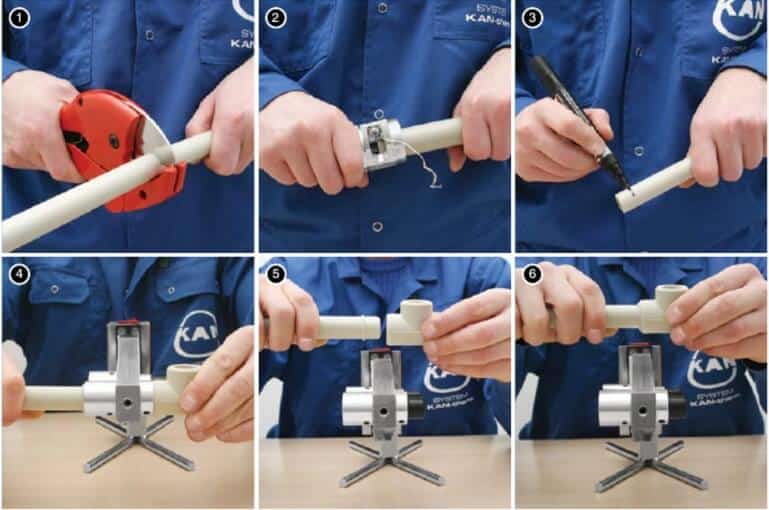
Пошаговая инструкция сварки ПП труб
Рассмотрим порядок действий при соединении с использованием сварочного аппарата.
Применяют специальный труборез, который делает срез четко, без заусенцев.
Край среза зачищают, а фаскоснимателем зарезают внутренний слой полимера.
Подготовка паяльника
Перед работой прибор максимально нагревают, дают остыть и повторяют прогрев, после чего приступают непосредственно к пайке.
Нагрев и соединение деталей
В торец среза вставляют насадку, соответствующую размеру трубки и прогревают его не более 8 секунд. Сразу вставляют соединительный элемент, плотно прижимая. Повторяют со вторым срезом.
Соединение полипропиленовых труб

Прежде всего, стоит понимать, что полипропиленовые фитинги – это соединительные элементы для труб в различных коммуникационных системах.
Преимущество использования фитинга заключается в том, что его монтаж не требует применения сложного оборудования.
В зависимости от предназначения фитинги для полипропиленовых труб принято разделять на следующие видовые формы:
Муфта. Это наиболее простой вид фитинга, с помощью которого выполняется линейное соединение двух труб, одинаковых по диаметру.
 Муфта
Муфта
Переходник. Этот фитинг внешне напоминает муфту, однако он предназначен для соединения трубопроводов, имеющих разный диаметр.
 Переходник
Переходник
В эту группу входят также переходники для соединения полипропиленовых и металлических труб. Их особенность заключается в том, что с одной стороны они имеют резьбовое соединение.
Уголок. Весьма очевидно, что трубы не всегда идут по прямой линии. В этом случае, для поворота трубопровода как раз и используется данный вид фитинга. Существует два варианта этих элементов с углами разворота в 45 и 90 градусов.
 Уголок
Уголок
Тройник и крестовина. Эта группа фитинговых элементов предназначена для соединения или разветвления нескольких веток полипропиленовых трубопроводов.
 Тройник
Тройник Крестовина
Крестовина
Конструкция фитингов для полипропиленовых труб этого вида характеризуется большим разнообразием вариантов, среди которых можно выделить следующие особенности:
- отводы разного диаметра;
- разные углы отклонения;
- внутреннее или наружное подключение;
- встроенное резьбовое соединение.
Обвод. Иногда при монтаже полипропиленовых трубопроводов возникает необходимость обойти некоторое препятствие. Для достижения этих целей как раз и созданы обводы, представляющие собой изогнутые участки полипропиленовой трубы. Параметрами этого вида соединения труб являются длина изгиба и высота подъема.
 Обвод
Обвод
Компенсатор. Этот вид элементов предназначен для гашения гидроударов и стабилизации температурного режима.
 Компенсатор
Компенсатор
Отдельной строкой стоит упомянуть о таких фитингах, как американки. Основное назначение этого элемента заключается в обеспечении разъемного стыка, для демонтажа которого не требуется осевое вращение соединяемых деталей.
 «Американки»
«Американки»
Принцип функционирования фитинга американка заключается в следующем:
- одна сторона – штуцер с резьбой;
- другая сторона – отрезок полипропилена для сварного соединения;
- первоначально производится пайка полипропиленовой части фитинга;
- при соединении на штуцер накручивается гайка, которая ужимает уплотнительную прокладку, тем самым не давая возможности утечки жидкости.
Чтобы правильно выполнить соединение полипропиленовой трубы и фитинга, необходимо придерживаться следующего порядка последовательных действий:
- отмеряется и отрезается кусок трубы из полипропилена нужного размера;
- если будет использована труба, армированная алюминиевой фольгой, то нужно срезать ее верхний и средний слой на величину вхождения в муфту;
- торец отрезанной трубы тщательно очищается от заусениц;
- карандашом отмечается место соединения фитинга и трубы с той целью, чтобы скрепление элементов произошло без перекосов;
- труба и фитинг плотно соединяются с нагревательным элементом паяльника с целью одновременного разогрева обеих частей.Важный момент! Время прогревания трубы напрямую зависит от ее диаметра! Желательно соблюдать следующие критерии разогрева:
- диаметр трубы 400 мм – время прогрева 12 секунд;
- диаметр 32 мм – 8 секунд;
- диаметр трубы 25 мм – 7 секунд;
- диаметр 16,2 мм – 5 секунд.
- после тщательного прогрева фитинг и труба извлекаются из паяльника;
- один элемент насаживается на другой по линии, ранее отмеченной карандашом;
- соединение считается завершенным после 30 секунд остывания.
Все остальные элементы коммуникационной системы из полипропиленовых труб соединятся в той же самой последовательности.
Сварка трубы PE-RT ( термостабилизированный полиэтилен )
Сварка термостойкой полиэтиленовой трубы PE-RT требует большей осторожности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате
Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что данный материал слишком пластичный и не терпит долгой передержки при нагреве на сварочном аппарате. Иначе она просто расплавится, потеряет свою правильную форму и будет непригодна для работы.


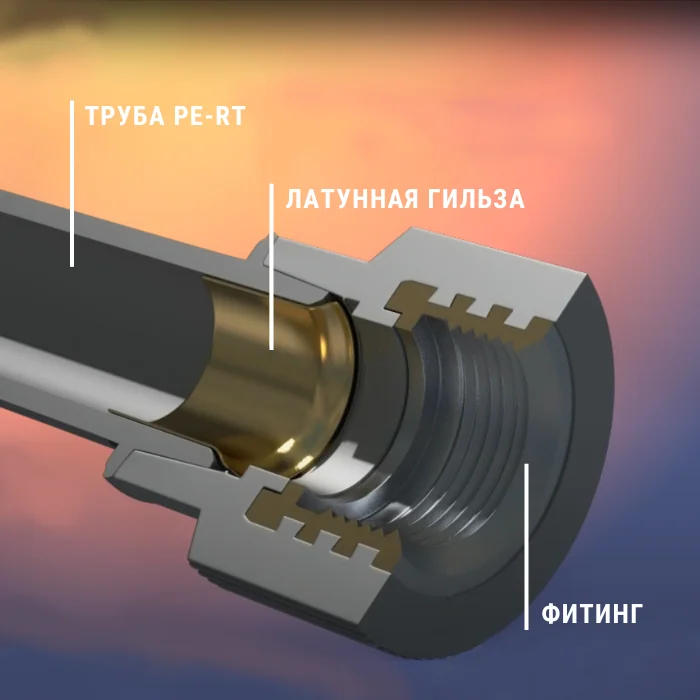
Соединение термостабилизированной полиэтиленовой трубы PE-RT требует обязательное использование специальной латунной гильзы. Так как материал тонкостенный и пластичный, гильза при нагреве держит внешние стенки трубопровода предотвращая деформацию. Тем самым сохраняется качество стыка на 100 %.

Время нагрева трубы из термостойкого полиэтилена PE-RT для сварки
- PE-RT
- PE-RT / EVOH
- PE-RT / EVOH / PE-RT
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Раструбная сварка 240 °C.
Настройка температуры для трубы PE-RT ( термостойкий полиэтилен ) – Стыковая сварка 220 °C.
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE-RT ( термостабилизированный полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).