3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
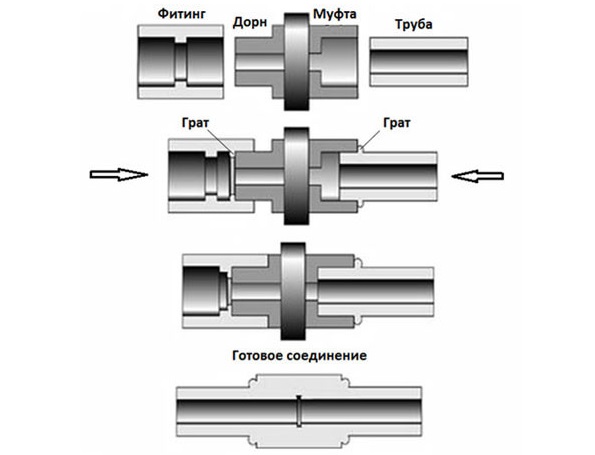
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб: — Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП); — ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
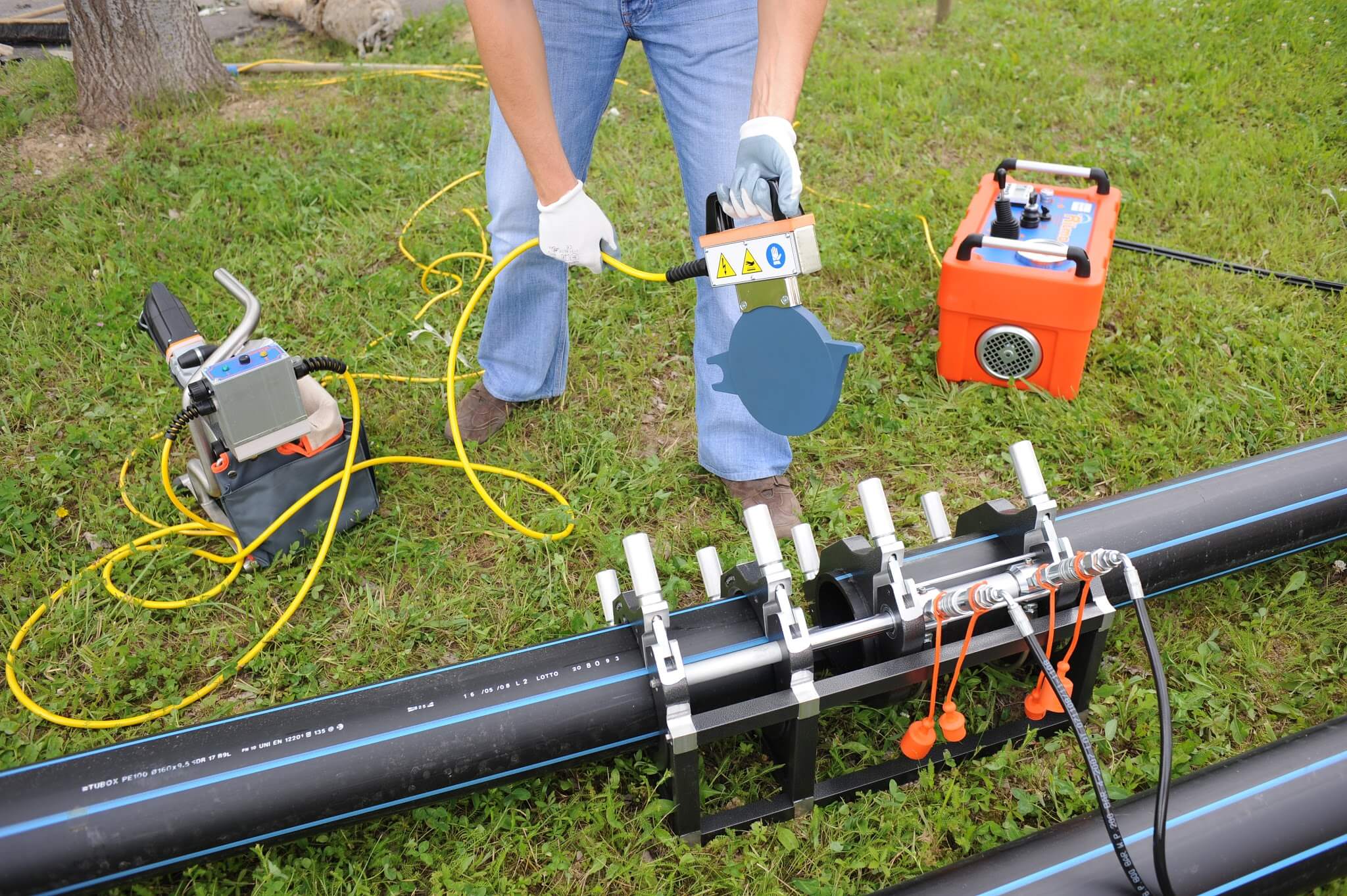
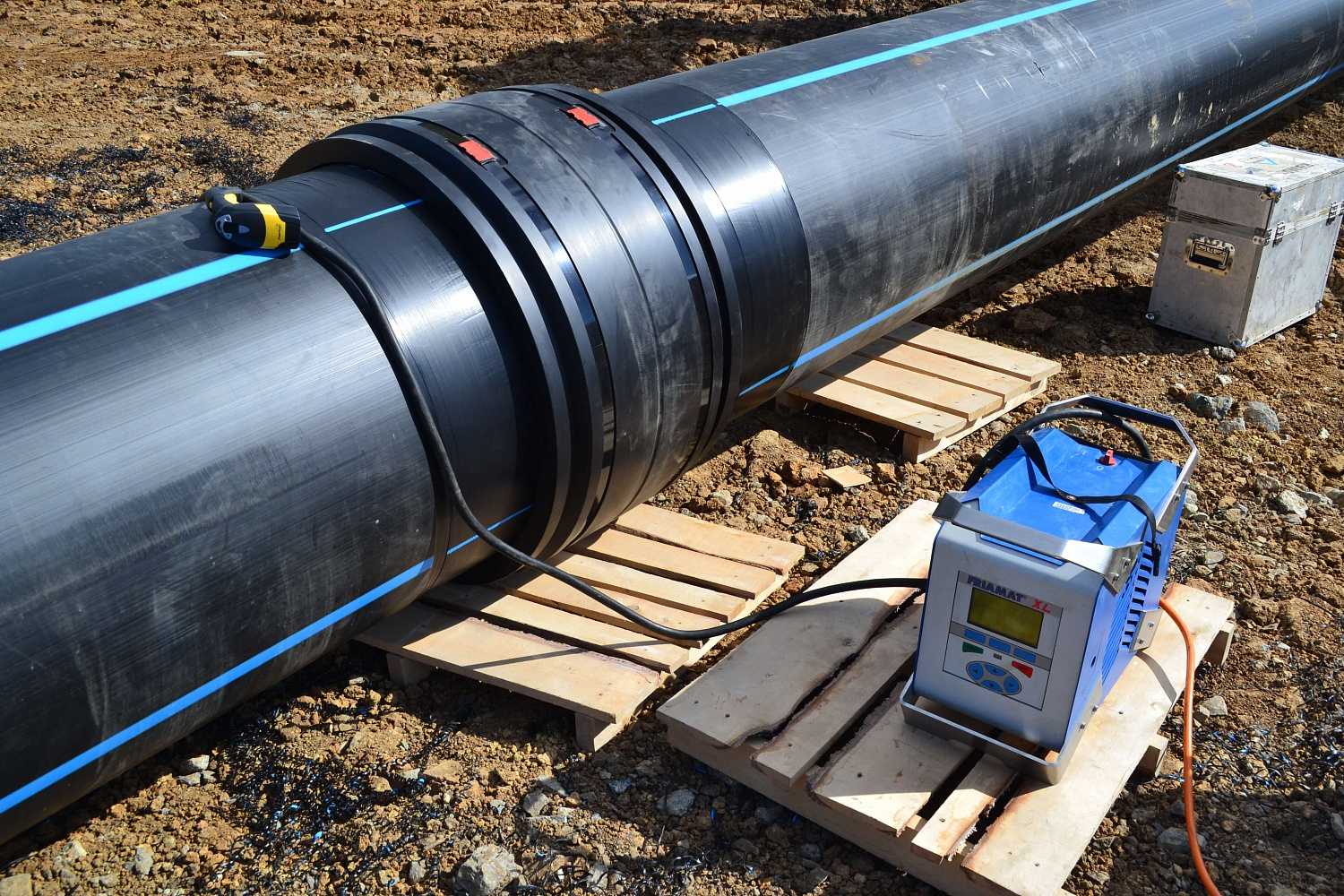
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!








ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Источник
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Как соединить металлические канализационные трубы
Соединять металлические канализационные трубы можно используя один из этих способов – сваркой и монтажом в раструб. Установка в раструб, обычно, используется, когда происходит соединение чугунных, в то время, как сварные соединения применяются во время соединения стальных.










Соединение чугунных труб
Как уже упоминалось ранее, их соединение происходит с помощью раструбов. Последовательность подобного монтажа следующая:
- Ту сторону чугунной трубы, которая без раструба, нужно вставить в раструб уже поставленной.
- Зазор между внутренними краями раструбами и смонтированной хвостовой стороной трубы следует уплотнять льняной паклей. Для этого подготовленной специальной деревянной лопаткой, ударяя по ней молотком, забиваете в зазор раструба, намотанный первый слой пакли. Во время работы нужно следить, чтобы во время заполнения зазора пакля не проникла вовнутрь трубы, т.к. это со временем приведет к появлению засоров. К завершению работы паклей должно быть забито 2/3 полости раструба.
- Тот пространство, которое осталось после уплотнения паклей следует заполнять уплотнителем без каких-либо пропиток.
- Следующим этапом будет заполнение цементным раствором, который готовится в пропорции 9 к 1 (9 – цемента, 1 – вода). Полученный раствор требуется утрамбовать с усердием в раструбе, а после этого накрывать увлажненной тряпкой. Мокрая тряпка нужна для того, чтобы во время высыхания цемента в нем не появлялись трещины. Кроме цементного раствора можно применять битумную мастику, асбестоцементную смесь или силиконовый герметик.
Этот способ применяется для соединения чугунных конструкций друг с другом, но встречаются такие ситуации, что необходимо соединить чугунную с пластиковой. В подобных ситуациях следует применять специальные муфты и переходники. Они предназначены для соединения канализационных труб различного диаметра или выполненных из различных материалов.
Для того, чтобы сделать качественный переход из чугунной в пластиковую, следует внутреннюю поверхность раструба чугунной тщательно очистить и вытереть, а после этого нанести на нее силиконовый герметик. После этого герметик нужно наносить еще и непосредственно на переходник, а затем уже вставлять в раструб переходник. Герметичным это соединение станет тогда, когда герметик полностью застынет.

Соединение металлических канализационных труб видео:
Соединение стальных труб
Когда требуется выполнить соединение стальных конструкций, то применяется сварка. В этом случае важным моментом будет качественное и профессиональное выполнение работы с учетом всех особенностей процесса. Но даже если вы решите сделать все своими руками, купив хороший сварочный аппарат и правильно выполнив всю работу, то в итоге все равно получается очень ненадежная конструкция. Все дело в том, что непосредственно стальные не слишком подходят для канализационных нужд. К тому же сварочные швы в сравнении с остальной поверхностью будет чрезвычайно подверженным воздействию коррозии. Другими словами, только делая канализационную систему вы уже понимаете, что у нее имеются слабые стороны, которые с течением времени приведут к утечкам.

Естественно, что кроме сварных соединений для стальных можно использовать резьбовые соединения. Так, например, фитинг-американка – самый популярный из подобных разъемов. Он представляет собой 2 концевика, соединенные накидной гайкой между собой.
Виды соединения
Чтобы набор полиэтиленовых изделий превратить в систему, нужно познакомиться с видами соединения и выбрать самый оптимальный из них – подходящий для вашей ситуации.
Итак, способы крепления труб подразделяют на такие:
- Механическое соединение. Самый простой, но не универсальный (подходящий для крепления внутренних фрагментов водопровода) способ сборки. Для работ потребуются фитинги и соответствующие инструменты. Такое соединение в любой момент можно разобрать и снова собрать, что очень удобно для произведения ремонта или проведения осмотра конструкций.
- Сварка. Данный вид крепления более трудоемкий, но и более надежный. При помощи этой методики можно монтировать коммуникации, как методом траншейной укладки, так и бестраншейным способом. Современная технология сварки полиэтиленовых труб позволяет сохранять гибкость и прочность изделий. На практике применяют два вида соединения:
- электромуфтовую сварку;
- стыковую сварку.

Следите, чтобы резка элементов происходила строго под прямым углом
Стыковая сварка

Процесс соединения встык производится автоматически, что необходимо при работе с большими диаметрами. Режимы сварки задаются вручную.
Сварка труб встык – наиболее распространенный и дешевый способ их соединения. Метод основан на разогреве торцов с последующим соединением встык под давлением. Он применим для соединения труб диаметром свыше 50 мм со стенкой более 5 мм. Не допускается сварка встык неодинаковых по составу полимерных материалов. Желательно, чтобы вся продукция была из одной партии.
Сварка встык выполняется в несколько этапов:
- установка, центровка и фиксация трубы зажимами;
- механическое торцевание;
- проверка соосности;
- разогрев торцов сварочным зеркалом;
- удаление сварочного зеркала, соединение труб встык под давлением;
- остывание.
Стыковое сварочное оборудование подразделяется на ручное, полуавтоматическое и автоматическое. Ручные сварочные аппараты наиболее простые, предназначенные в большей степени для работы с небольшими диаметрами. Все параметры процесса задаются непосредственно сварщиком, исходя из данных таблицы-инструкции. Соединение торцов после нагревания производится вручную.
Полуавтоматические сварочные аппараты оборудованы гидравлической системой, которая включает в себя гидравлическую станцию и центратор. Процесс соединения встык производится автоматически, что необходимо при работе с большими диаметрами. Режимы сварки задаются вручную.
В автоматических аппаратах участие человека сведено к минимуму. Сварщик задает лишь диаметр, SDR и марку полиэтилена. Остальная вся работа возложена на машину. Стыковая сварка автоматическими аппаратами до минимума сводит риск человеческого фактора, но их стоимость достаточно высока, поэтому чаще применяются полуавтоматы и режим устанавливается вручную по таблице сварщика.
Среди данных, указанных в таблице, нет такого важного показателя, как температура нагревателя. Для всех изделий марки ПЭ 100 она постоянна и равна 220 градусам Цельсия
Для материала ПЭ 80 температура нагрева варьируется от 200 до 220°С в зависимости от толщины стенки. Эти данные представлены на графике.
Обязательным этапом сварочных работ является проверка качества выполненного соединения. В случае брака дальнейшие работы приостанавливаются до исправления конкретного стыка. Сварочные швы проверяются в соответствии с техническими требованиями.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы
Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью
Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.