Технология
Процесс выполнения работы состоит из 3-х основных частей: выпаивание старого элемента, очистка платы от лишнего припоя и монтаж новой детали. Рассмотрим эти этапы отдельно.
Демонтаж старого компонента выполняется в определенной последовательности.
- Перед снятием по краю корпуса микросхемы на плате нанесите риски, определяющие ее положение. Например, иголочкой аккуратно оставьте царапины. Достаточно отметить 2-е перпендикулярные стороны.
- Установите на паяльной станции температуру нагрева. Она должна быть 345–350 градусов. Скорость потока воздуха желательно выбрать наименьшую.
- Нанесите флюс на паяльный шов.
- Прогрейте место соединения детали с платой. Греть надо 3–5 минут, пока не расплавится припой (это сразу будет видно). Если он не плавится – повысьте температуру на 5 градусов.
- Греть нужно не только по центру компонента, а еще и по периметру микросхемы. Пройдитесь феном по всей длине паяльного шва.
- Когда припой расплавится, уберите старую деталь. Для этого подденьте ее пинцетом и поднимите вверх. Вместо пинцета можно использовать плоскую отвертку, но есть риск повреждения платы. Если деталь «не идет» – значит, припой не расплавился. Продолжите нагрев.
Или еще хуже – от платы оторвется дорожка, восстановить которую еще сложнее.
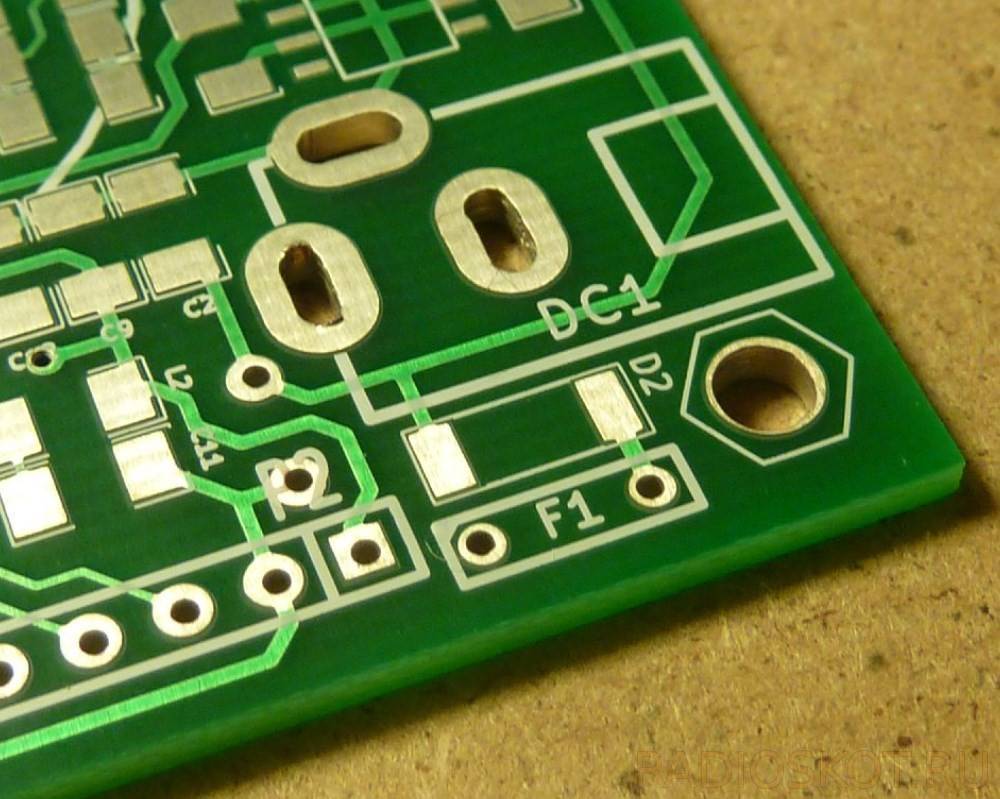
Далее переходим к подготовке контактных площадок платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
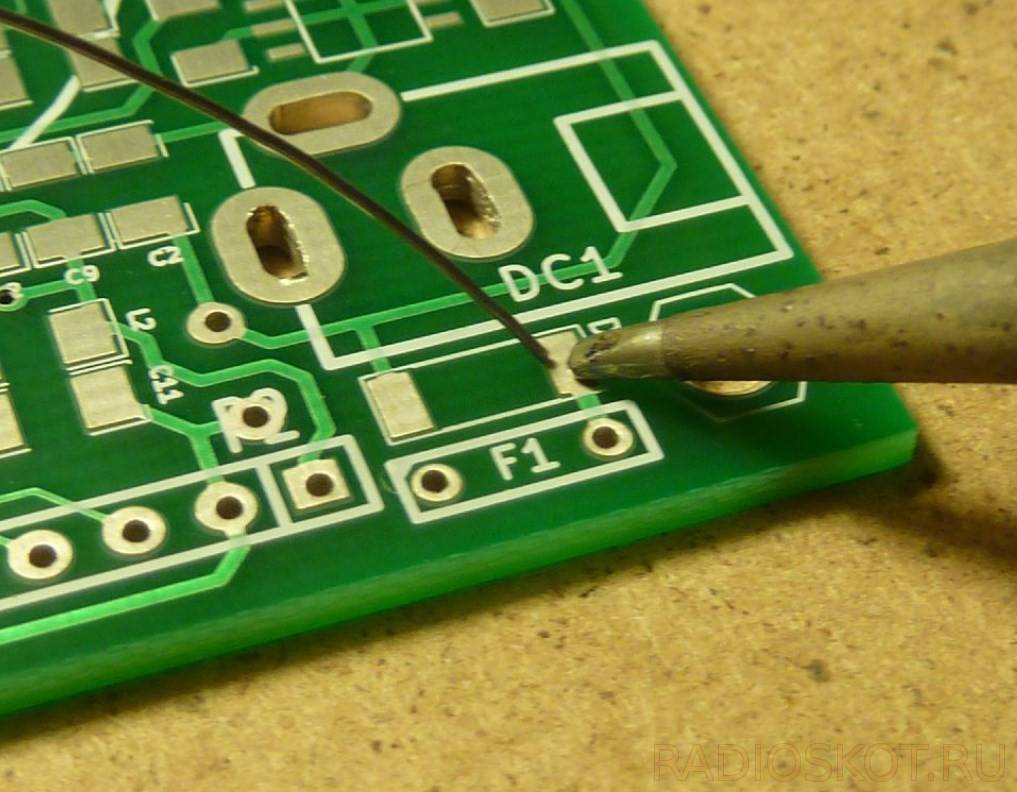
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.
Следует полностью освободить плату от припоя.
Далее переходим к подготовке детали. Главная задача – нанести на контакты припой в виде шариков одинакового размера (это называется реболлинг). Для этого воспользуйтесь трафаретом.
Для его использования проделайте следующее.
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.
Качественная паста образует большой гладкий шарик, а бракованная – распадается на множество мелких. При этом повышение температуры ей не поможет, и шов будет плохой.
После этого переходите к установке нового радиокомпонента.
Нанесите небольшое количество флюса. Точно наложите новую деталь на плату. Ориентируйтесь на риски и на ощупь постарайтесь расположить микросхему на наибольшей высоте, чтобы шары на ней соответствовали контактам на плате. Можете ориентироваться на просвет между платой и деталью, для этого посмотрите на шов сбоку. Если рисок нет, то переверните микросхему выводами вверх и приложите ее краешком к пятакам платы, после этого засеките положение детали. Затем установите элемент по этим засечкам. Настройте температуру 345–350 градусов и прогрейте элемент. Припой должен ярко заблестеть и залить каждый контакт
Важно! Как и при снятии, прогревать компонент надо не только по центру, но и по периметру. Обойдите феном весь шов по длине
Дождитесь полного остывания припоя. Место пайки желательно протереть спиртом.
Место пайки желательно протереть спиртом.
После этого остается только проверить плату на работоспособность.
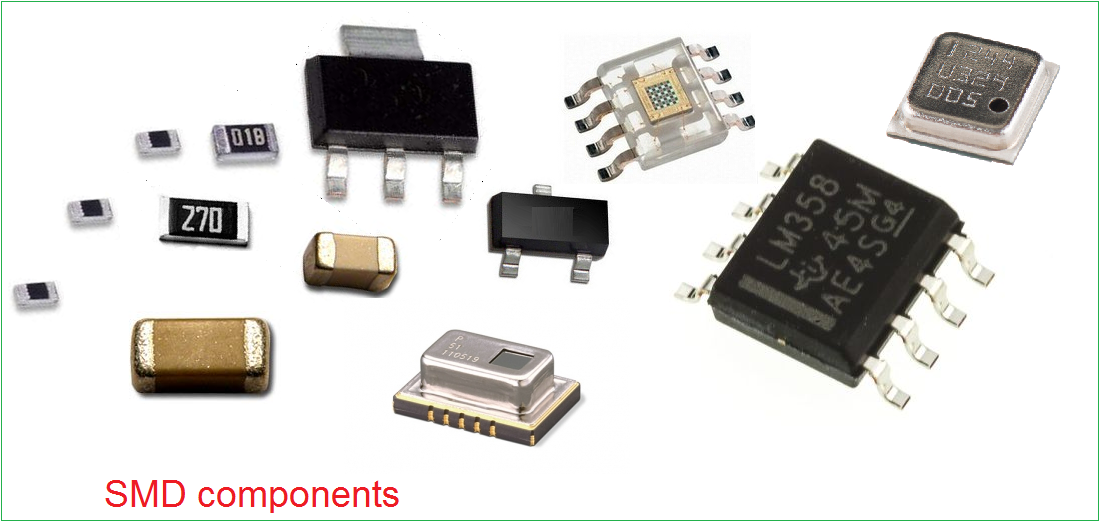
SMD компоненты (чип-компоненты)
30.05.2017
Особенности, преимущества и недостатки использования SMD компонентов в современных компьютерах, ноутбуках, смартфонах.
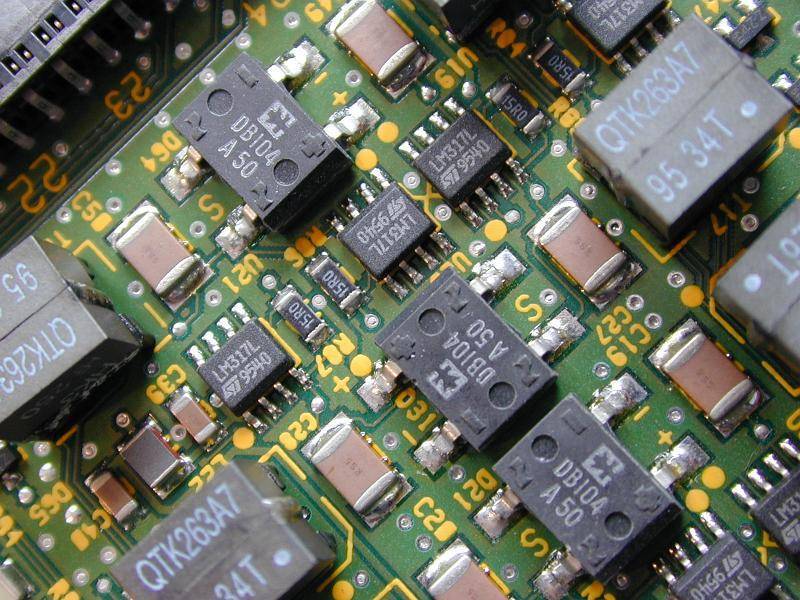
SMD компоненты (чип-компоненты) — это компоненты электронной схемы, нанесённые на печатную плату (материнскую плату компьютера, ноутбука, планшета, смартфона, жёсткого диска и др.) с использованием технологии монтирования на поверхность — SMT технологии (англ. surface mount technology).Т.е все электронные элементы, которые «закреплены» на плате таким способом, носят название SMD компонентов (англ. surface mounted device).
Для данного вида монтажа характерно то, что в отличие от более старой технологии сквозного монтажа (когда под электронный компонент: транзистор, резистор, конденсатор сверлится отверстие в текстолите), компоненты SMD располагаются намного компактнее на печатной плате. Сами компоненты при этом значительно меньше.
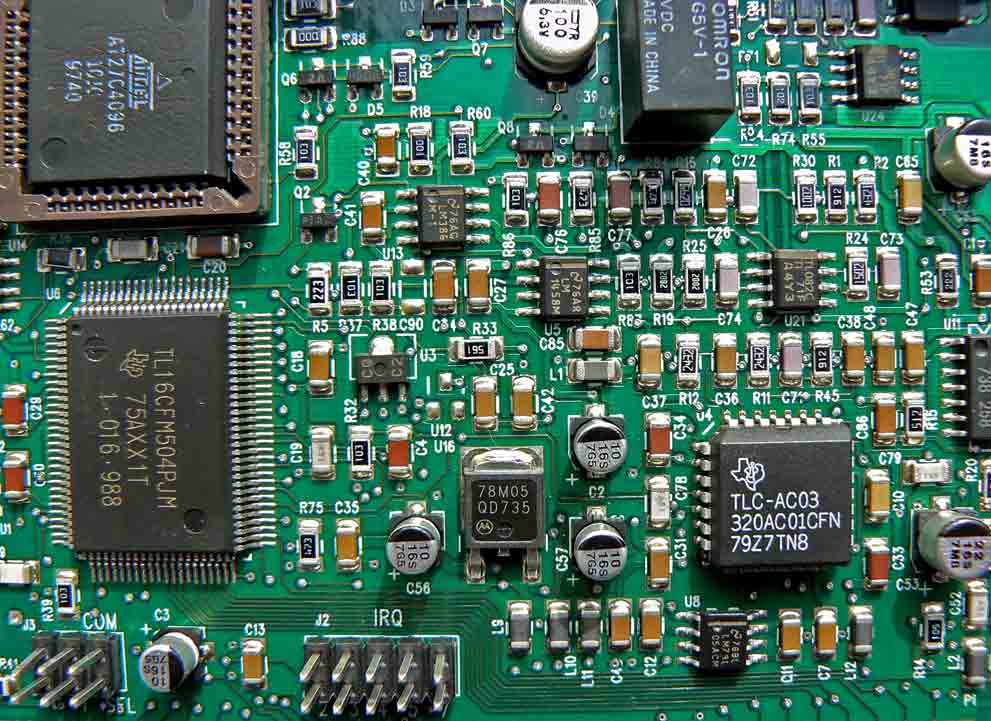
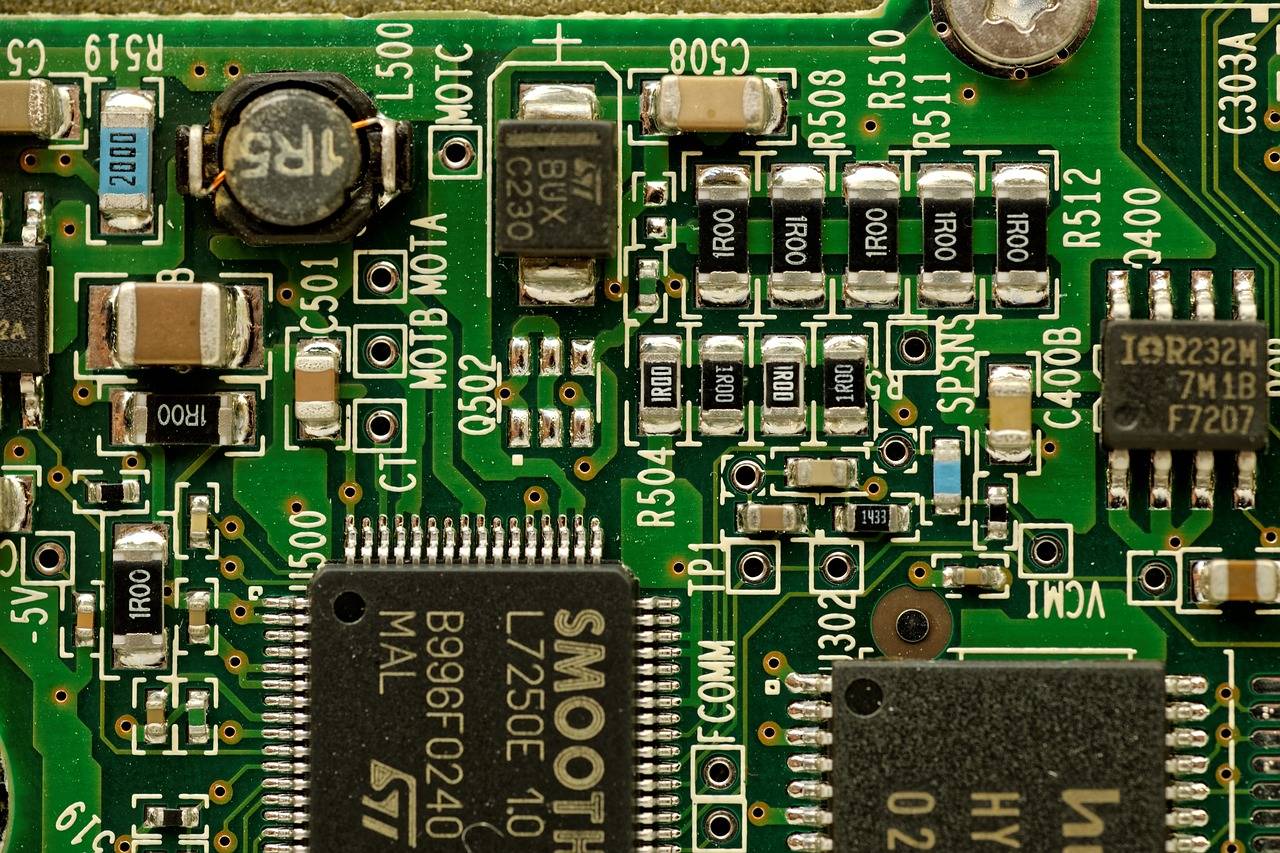
Если обратить внимание на современную материнскую плату ноутбука, то можно увидеть, что именно SMD компоненты составляют основную массу деталей на плате — их много и расположены они очень кучно (маленькие разноцветные квадратики и прямоугольники серого, чёрного цветов), причём с обеих сторон текстолита. Материнская плата планшета или смартфона выполнена исключительно с использованием технологии SMT (поверхностного монтажа) и SMD элементов, так как для сквозного монтажа не имеется места и необходимости
 Материнская плата планшета или смартфона выполнена исключительно с использованием технологии SMT (поверхностного монтажа) и SMD элементов, так как для сквозного монтажа не имеется места и необходимости.
Материнская плата планшета или смартфона выполнена исключительно с использованием технологии SMT (поверхностного монтажа) и SMD элементов, так как для сквозного монтажа не имеется места и необходимости.
В материнских платах стационарных компьютеров чаще других используются обе технологии монтажа. Контакты компонентов (электролитических конденсаторов в данном случае) всовываются в специальные отверстия в материнской плате и с обратной стороны припаиваются.

Преимущества SMD компонентов и поверхностного монтажа
- Более мелкие компоненты SMD по сравнению с элементами, используемыми в сквозном монтаже;
- Значительно более высокая плотность размещения на плате;
- Более высокая плотность дорожек (соединений) на текстолите;
- Компоненты могут располагаться с обеих сторон платы;
- Небольшие погрешности при SMT монтаже (пайке) исправляются автоматически поверхностным натяжением расплавленного олова (свинца);
- Лучшая устойчивость к механическим поломкам вследствие вибрации;
- Более низкое сопротивление и индуктивность;
- Нет необходимости сверлить отверстия и в том числе, как следствие, более низкая начальная стоимость производства (экономический эффект);
- Более приспособлены к автоматизированной сборке. Некоторые автоматические линии способны размещать более 136000 компонентов в час;
- Многие SMD компоненты стоят меньше аналогов под сквозной монтаж;
- Подходят для устройств с очень низким профилем (высотой). Печатная плата может может быть использована в корпусе толщиной всего несколько миллиметров
Недостатки
- Более высокие требования к производственной базе и оборудованию;
- Низкая ремонтопригодность и более высокие требования к специалистам по ремонту;
- Не подходят для монтажа разъёмов и коннекторов, особенно при использовании в случае с частыми отключениями-подключениями;
- Не подходят для использования в оборудовании высокой мощности и испытывающих высокие нагрузки
Звоните или оставляйте заявку прямо на сайте! Наши специалисты с удовольствием помогут Вам
Рубрика: Компьютеры, Ноутбуки
Обычные элементы и SMD компоненты
Помните, мы с вами ремонтировали компьютера и меняли конденсаторы и полевые транзисторы? Это достаточно крупные элементы, на которых можно невооружённым взглядом прочесть маркировку.
Конденсаторы в низковольтном стабилизаторе напряжения ядра процессора на материнской плате нельзя сделать очень маленькими. Для должной фильтрации пульсаций они должны обладать емкостью в несколько сотен микрофарад. Такую емкость не втиснешь в маленький объем.




Полевые транзисторы в этом стабилизаторе тоже нельзя сделать очень маленькими. Через них протекают токи в десятки ампер.
Используются полевые транзисторы с очень небольшим сопротивлением открытого канала — десятые и сотые доли Ома. Но при таких токах они могут рассеивать мощность в половину Ватта и больше. Протекание тока по открытому каналу вызывает нагрев транзистора.
Но есть на той же материнской плате компоненты, по которым не протекают большие токи, и они не рассеивает большой мощности. Поэтому их можно сделать очень небольшими.
Если мы заглянем внутрь компьютерного блока питания, то увидим там очень небольшие по размерам конденсаторы и резисторы.
Они используют в цепях управления и обратной связи.
Такие элементы выглядят как цилиндрик или кирпичик с тонкими проволочными выводами.
Монтаж этих компонентов ведется традиционным способом: через отверстия в плате элемент припаивается выводами к контактным площадкам платы. Это технология была освоена десятки лет назад.
Ее недостаток в том, что в плате нужно сверлить десятки или сотни отверстий
.
Это не самая простая технологическая операция. Чтобы избавиться от сверления (или уменьшить число отверстий) и уменьшить размеры готовых изделий, и придумали SMD компоненты.
Материнские платы компьютеров содержат как обычные элементы с проволочными выводами, так и SMD компонентов. Последних – больше.
Программа для расшифровки SMD деталей
Благодаря специальным программам для техников и профессионалов проще определить, что за деталь находится перед специалистом. Приложение расшифровывает элементы маркировки, присутствующие на корпусе. После нажатия кнопки проверки легко получить краткую расшифровку основных характеристик. Некоторые решения поддерживают поиск информации на дополнительных сайтах.
- Сначала вводят код SMD с упаковки.
- Потом указывают наименование прибора.
- Следующими используются кнопки для поиска относительно той или иной модели.
- Пользователь может увидеть собранные данные, сохранить их и присвоить файлу определённое название.
- Далее идёт выборка из базы компонентов, дающая описание производителя, типа корпуса, функционального назначения.
- Если есть — отображается чертёж.
- Назначение выводов компонента располагается в отдельной строке программы для расшифровки обозначений SMD деталей.
Вам это будет интересно Особенности индуктивного сопротивления
Возможные обозначения
Ликбез для начинающих
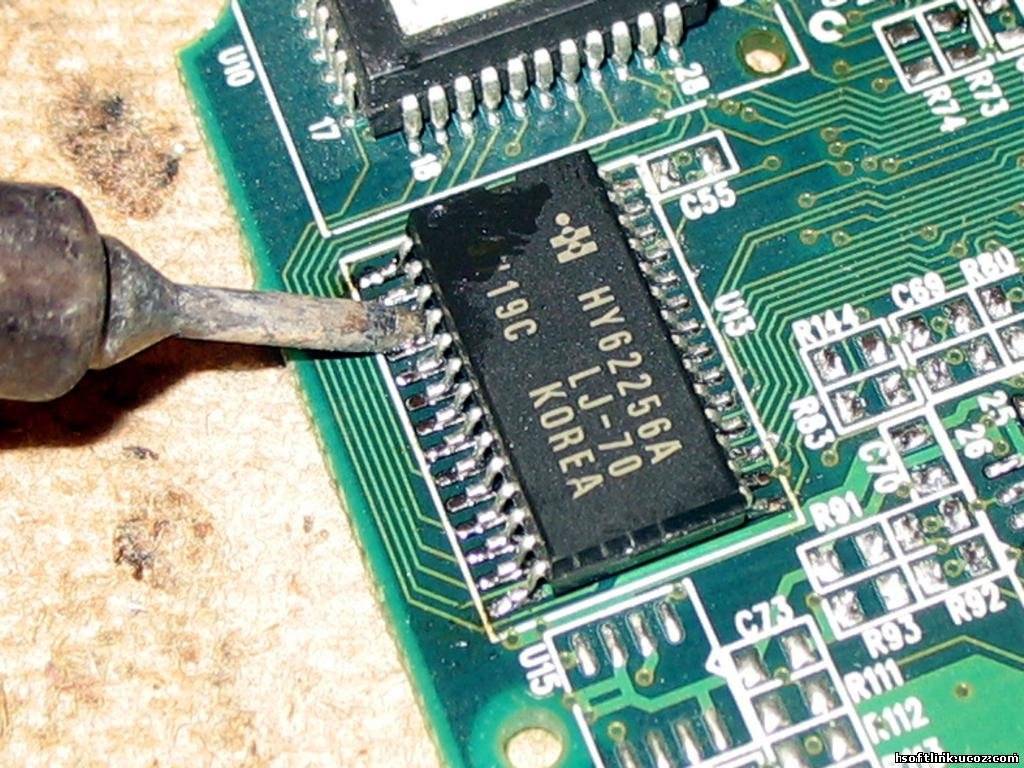
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться. Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Пайка в заводских условиях
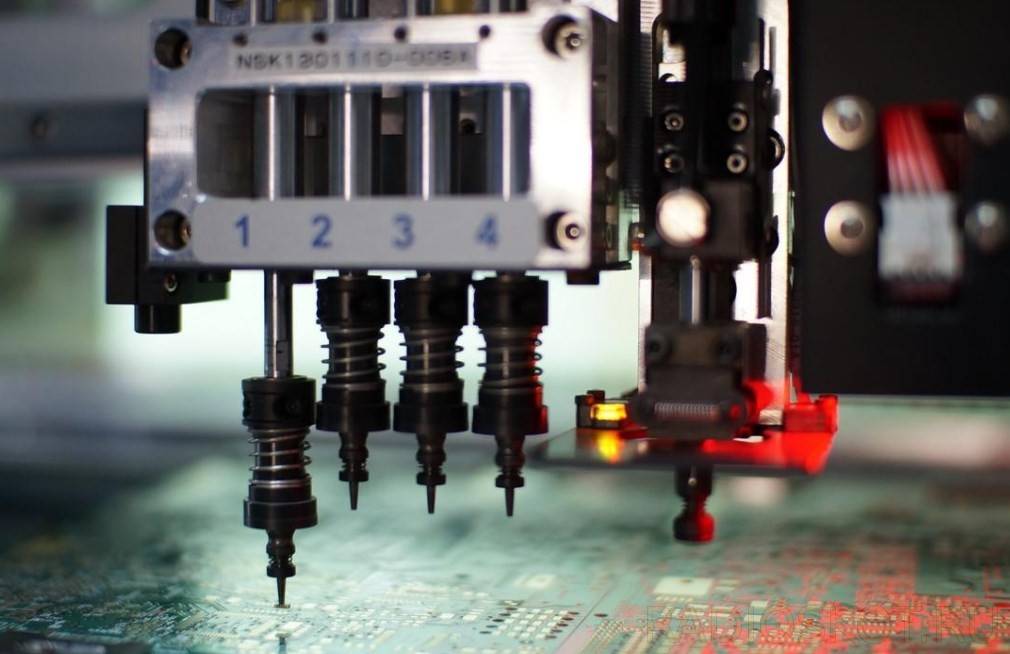
В заводских условиях используются другие технологии пайки, позволяющие одновременно спаять несколько плат. Специальный робот устанавливает необходимые элементы на основание, на рабочую сторону которого методом шелкографии нанесена паяльная паста. Она содержит припой и флюс, при нагреве они переходят в другую фазу и выполняют свои задачи. Флюс обезжиривает контакты и обеспечивает смачивание, а припой под действием капиллярного эффекта затекает в зазоры соединений и обеспечивает прочное соединение SMD элементов.
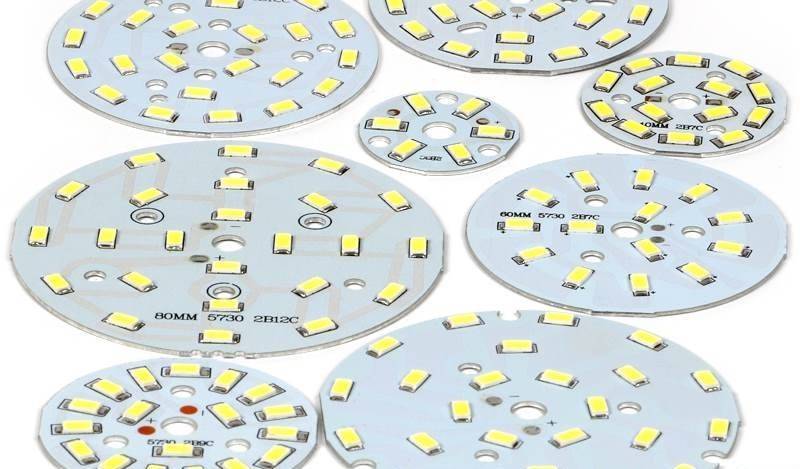
Процесс происходит в специальной печи, где плата выдерживается определенное время. Длительность контакта и режим нагрева подбираются таким образом, чтобы не вредить SMD светодиодам. Процедура происходит достаточно быстро и обеспечивает пайку элементов в промышленных объемах.
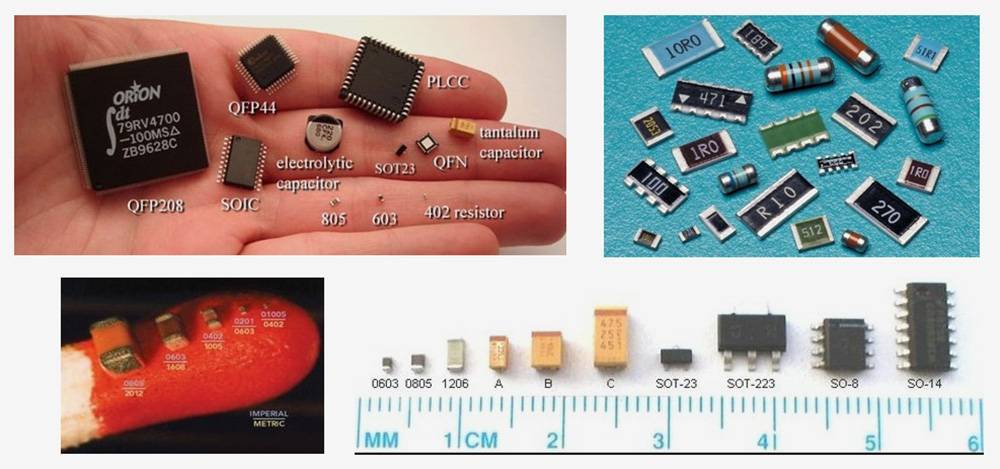
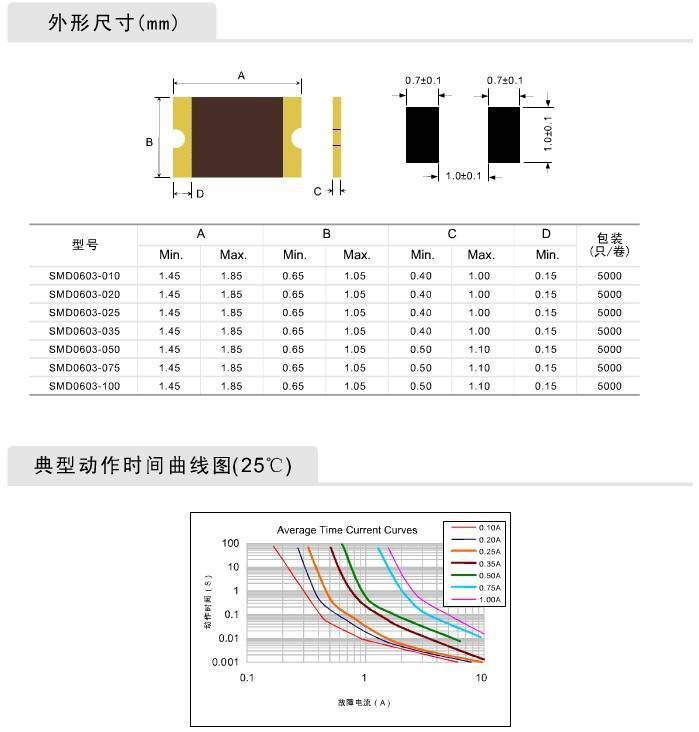
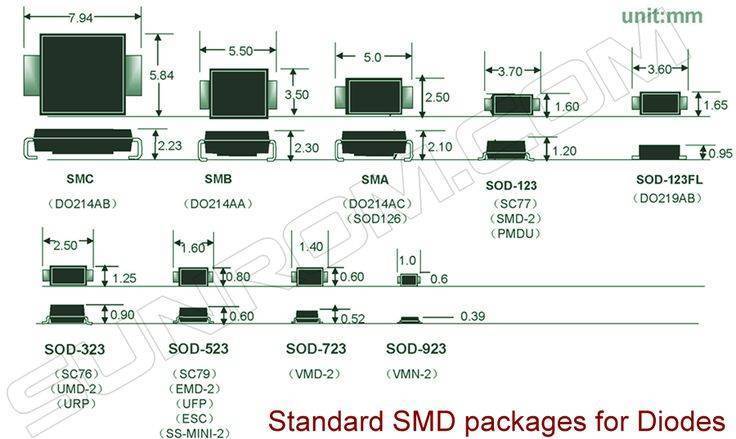
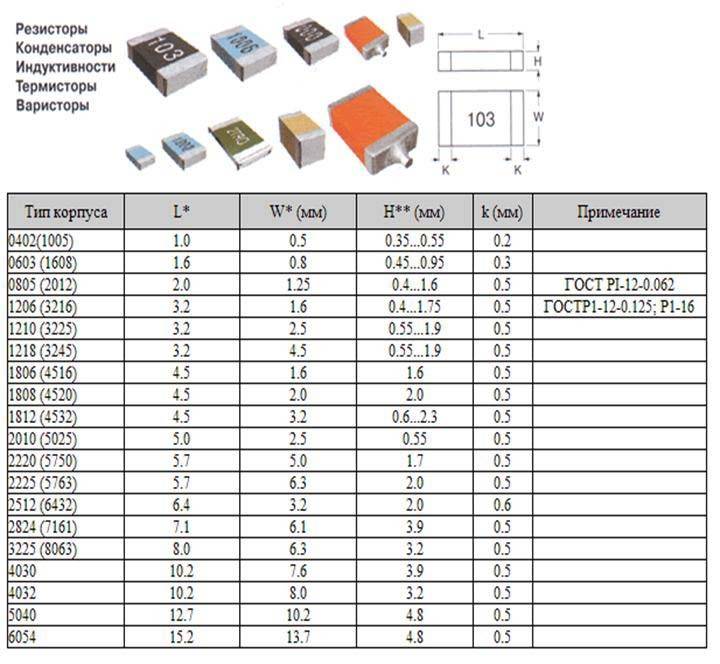
Пайка SMD 1206, 0805, MELF, MINIMELF
Эти корпуса включают резисторы, конденсаторы и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, приспособленных для автоматической сборки. Ленты наматываются на катушки и обычно содержат 5000 штук, хотя на одной катушке может быть до 20 000 штук. Они монтируются в сборочные машины, благодаря чему производственный процесс можно полностью автоматизировать. Роль человека в производстве электроники заключается только в установке новых катушек и контроле качества готовой продукции.
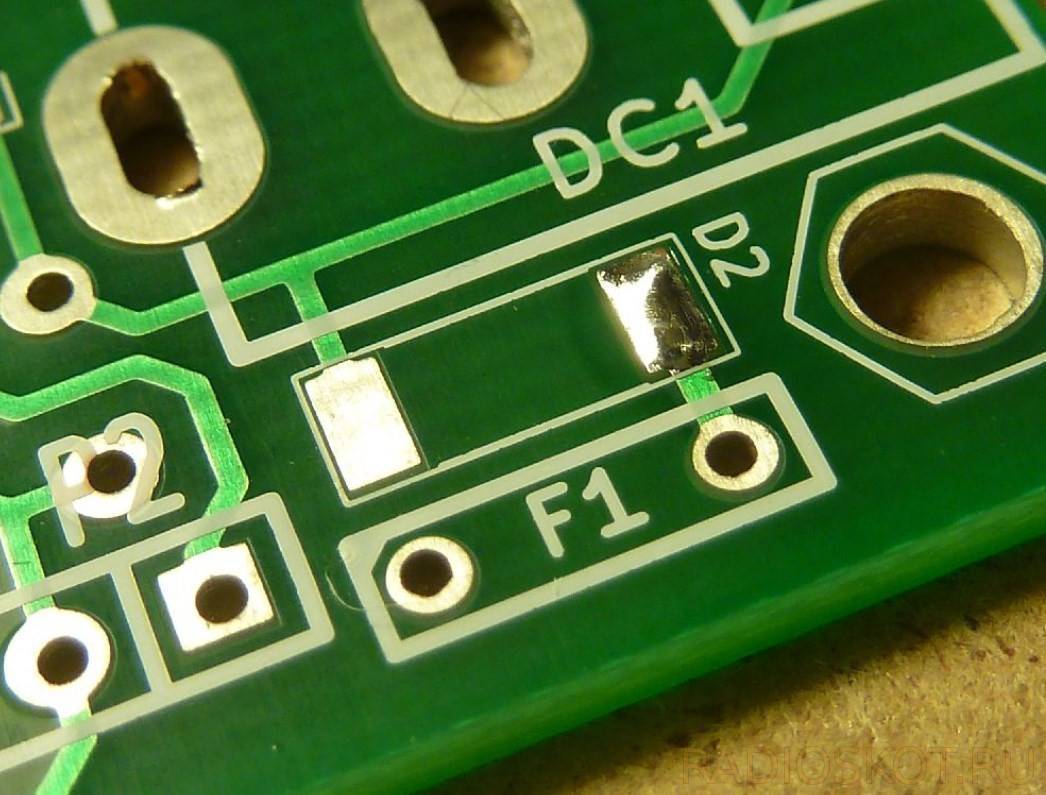
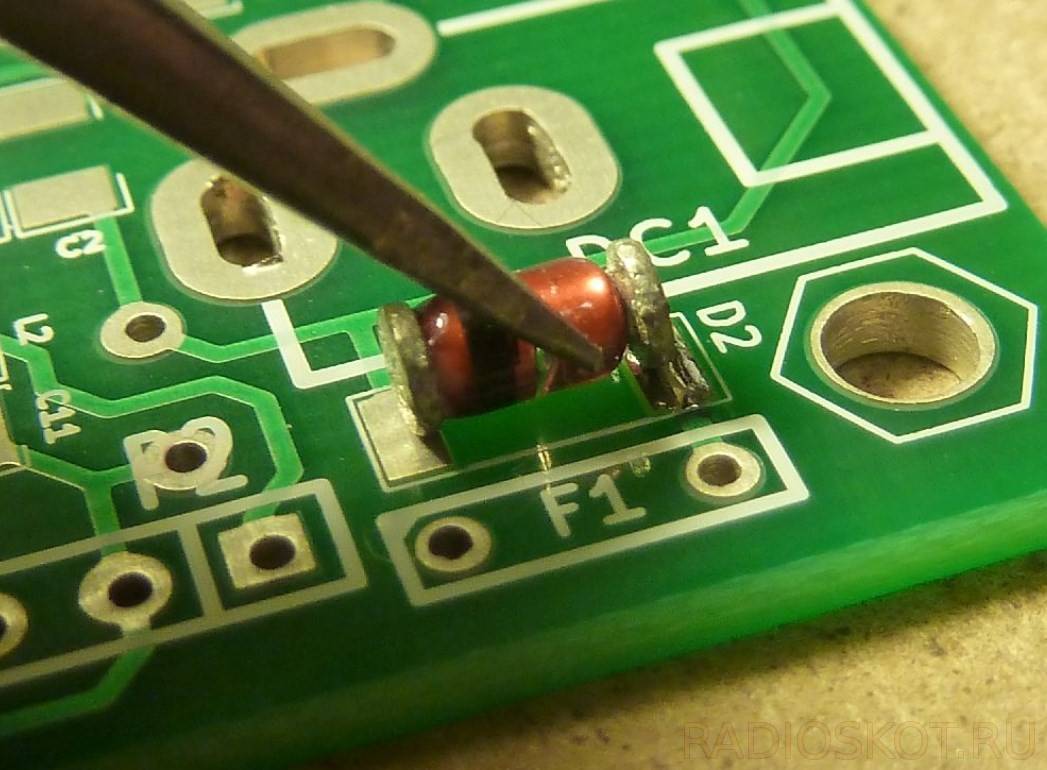
Размер корпуса закодирован в названии. Например, 1206 означает, что длина элемента составляет 120 мил, а ширина – 60 мил. Мил – это единица измерения наших западных коллег, которая не подлежит преобразованию и не перейдет на метрическую систему – мил составляет 1/1000 дюйма или 0,0254 мм. Чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. 1206 лучше всего подходят для ручной сборки, но даже 0402 можно припаять вручную, хотя это уже довольно хлопотно. Элементы MELF имеют цилиндрическую форму и чаще всего представляют собой диоды или резисторы. Далее припаиваем диод в корпусе MELF:
Сначала нужно залудить одну из площадок для пайки. Трогаем их паяльником и через некоторое время кладем туда олово. Оно должно немедленно растечься и равномерно покрыть всё. Достаточно сделать небольшой слой олова – лучше, чтобы его было мало, чем слишком много. Выбор времени для этих дел важен, чтобы предотвратить испарение флюса, находящегося в олове. Нанесение не должно занимать более 5 секунд, оптимальное время – 1-2 секунды.
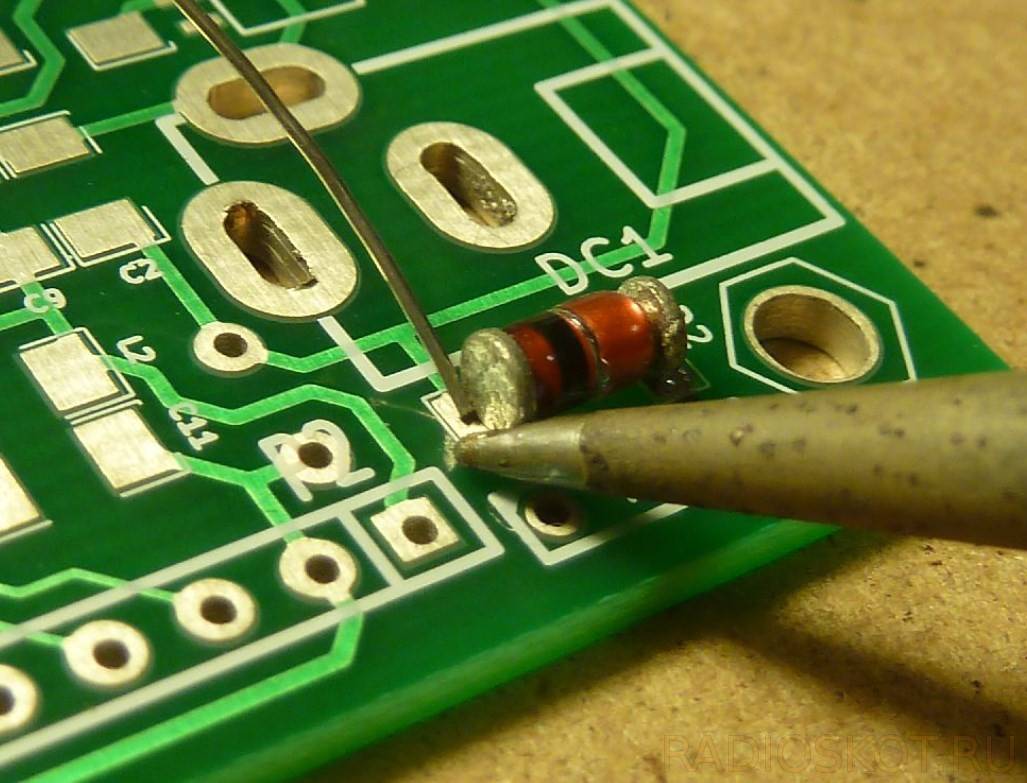
Захватываем радиоэлемент пинцетом за боковые стороны и кладем на место пайки. Снова прогреваем луженое поле, а затем вдавливаем в него элемент.




Олово должно равномерно заливать свинец элемента. Хорошо когда поверхность вогнутая. Когда образуется выпуклый пузырь, значит олова слишком много. Затем следует соскрести паяльником излишки припоя. Отложите паяльник в сторону, все время придерживая элемент, пока спайка не остынет и не затвердеет. Самое главное, чтобы элемент прилипал к пластине. Если выходит плохо, ничего страшного. Исправим это позже, после того как припаяем вторую сторону. Ждем еще несколько секунд.
Последний шаг – припаять второй вывод элемента. Тоже касаемся элемента и поля паяльником, затем добавляем ко всему этому оловянную проволоку, которая сразу же плавится и красиво покрывает площадку припоем.
Если первый вывод детали оказался плохо припаян, то можете исправить это сейчас.
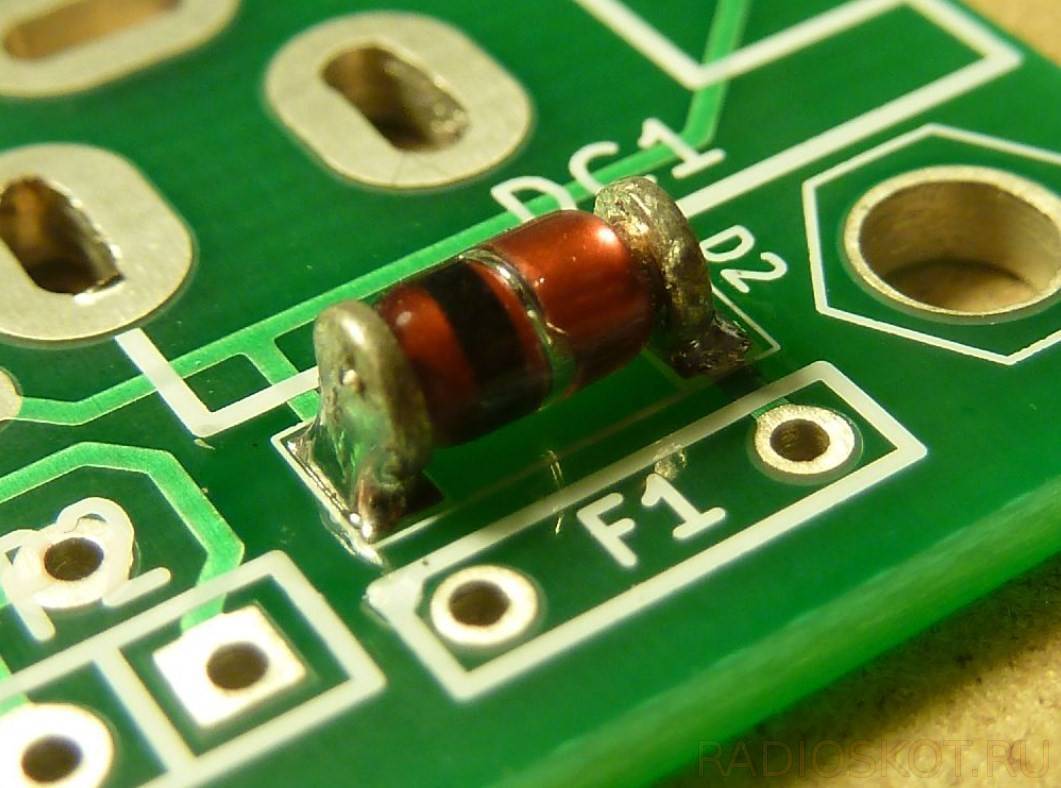
На рисунках показано, как впаивается диод в корпусе 1206. Последовательность шагов с другими деталями такая же, как и выше.
Плюсы SMD компонентов
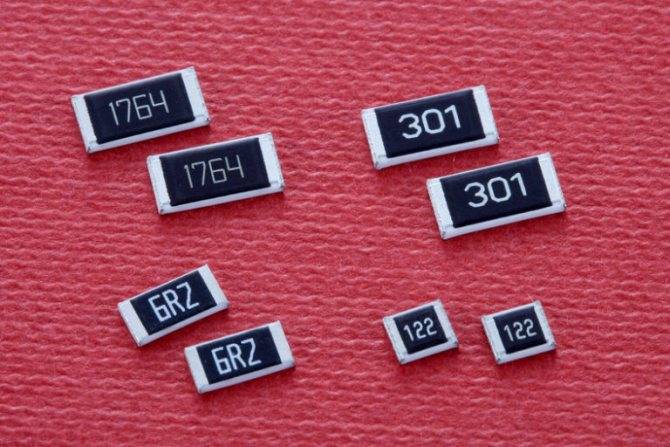
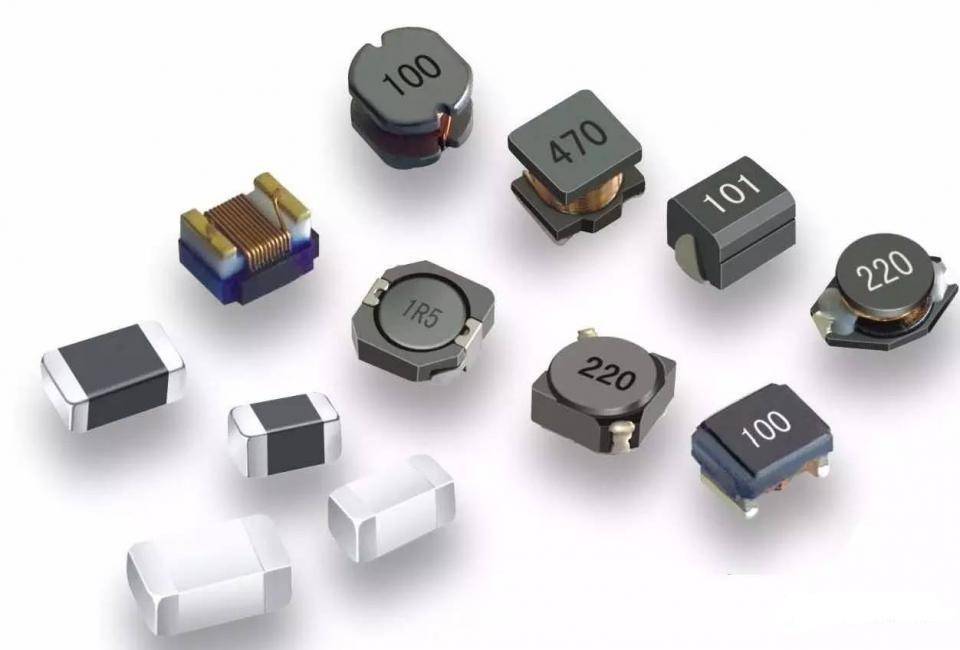
Самыми большим плюсом SMD компонентов являются их маленькие габариты. На фото ниже простые резисторы и SMD резисторы:
Благодаря малым габаритам SMD компонентов, у разработчиков появляется возможность размещать большее количество компонентов на единицу площади, чем простых выводных радиоэлементов. Следовательно, возрастает плотность монтажа и в результате этого уменьшаются габариты электронных устройств. Так как вес SMD компонента в разы легче, чем вес того же самого простого выводного радиоэлемента, то и масса радиоаппаратуры будет также во много раз легче.
У простых радиоэлементов всегда есть паразитные параметры. Это может быть паразитная индуктивность или емкость. Вот, например, эквивалентная схема простого конденсатора, где сопротивление диэлектрика между обкладками, R — сопротивление выводов, L — индуктивность между выводами.
В SMD компонентах эти параметры минимизированы, потому как их габариты очень малы. Вследствие этого улучшается качество передачи слабых сигналов, а также возникают меньшие помехи в высокочастотных схемах, благодаря меньшим значениям паразитных параметров.
SMD компоненты намного проще выпаивать. Для этого нам потребуется паяльная станция с феном. Как выпаивать и запаивать SMD компоненты, можете прочитать в статье как правильно паять SMD. Запаивать их намного труднее. На заводах их располагают на печатной плате специальные роботы. Вручную на производстве их никто не запаивает, кроме радиолюбителей и ремонтников радиоаппаратуры.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Паяльная паста для SMD
SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы. При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны. Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.





- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как определить маркировку SMD
Для определения маркировки используются специальные справочники-определители. С их помощью можно прочитать символьную или цветовую кодировку большинства пассивных и активных элементов импортного или российского производства. Поиск производится по типу корпуса детали, а далее по виду кодировки – цветовой или кодовой.
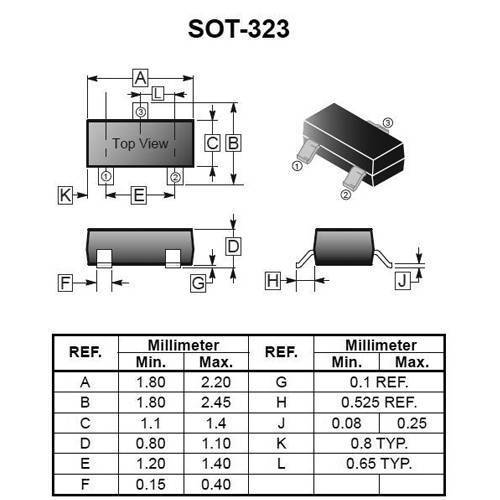
В справочниках содержится более 15 тыс. кодовых кодировок диодов, компараторов, стабилитронов, транзисторов, динисторов, усилителей, ключей, преобразователей и т.д., размещенных в корпусах SOD, SOT, MSOP, TQFN, UCSP. Расшифровка позволяет получить сведения о назначении чипов, изготовителе, основных показателях, а также о цоколевке выводов.

Сложности в расшифровке
Размер и тип корпуса – ключевые параметры маркировки, поскольку многие разновидности изделий имеют практически аналогичный внешний вид. В некоторых случаях и этих параметров недостаточно для идентификации компонента. Например, диаметр корпуса SOD-80 у компании Philips — 1,6 мм. Тогда диаметр детали с аналогичной маркировкой у других производителей – 1,4 мм. Корпус SOD-15 SGS-Thomson сильно похож на модели 7043 и SMC, но не совпадает с ними по заводским параметрам.
Нередко возникают ситуации, когда изготовители в корпусах с идентичной маркировкой выпускают разные детали. Например, Philips производит транзистор BC818W в корпусе SOT-323, маркируя его кодом 6H, а Motorola, в аналогичный компонент с идентичной кодировкой, устанавливает транзистор MUN5131T1.
Проблемы возникают и с цоколевкой поверхностей. Например, SOT-89 у Siemens, Toshiba, Rohm имеет цоколевку 1-2-3, а у Philips в SOT-89 она другая – 2-3-1 и 3-2-1. Аналогичная ситуация и с пассивными деталями. Например, обозначение 103 на чипе, определяет его как резистор, номиналом 10 кОм, конденсатор, емкостью 10 нФ или индуктивность 10 мГн.
В корпусах с идентичным цветовым кодом может производиться серия чипов с неодинаковыми параметрами. Например, Motorola в корпусе SOD-80, маркируемым единым цветным кольцом, производит стабилизаторы с напряжением – от 1.8 до 100 Вт и током – от 0.1 до 1.7 А. Тогда как Philips под аналогичной кодировкой выпускает группу диодов.
Нужно грамотно определять и цвет маркировки. Возникают проблемы с различием некоторых схожих оттенков (бежевый – серый, желтый – оранжевый и т.д.). Кроме этого, многие компании внедряют собственную корпоративную разметку наряду с маркировкой, отраженной в публикациях IEC.
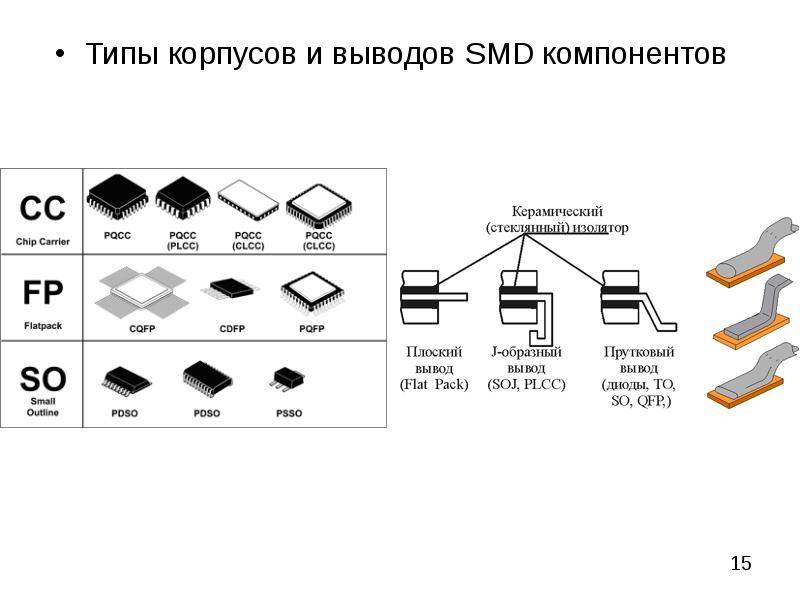
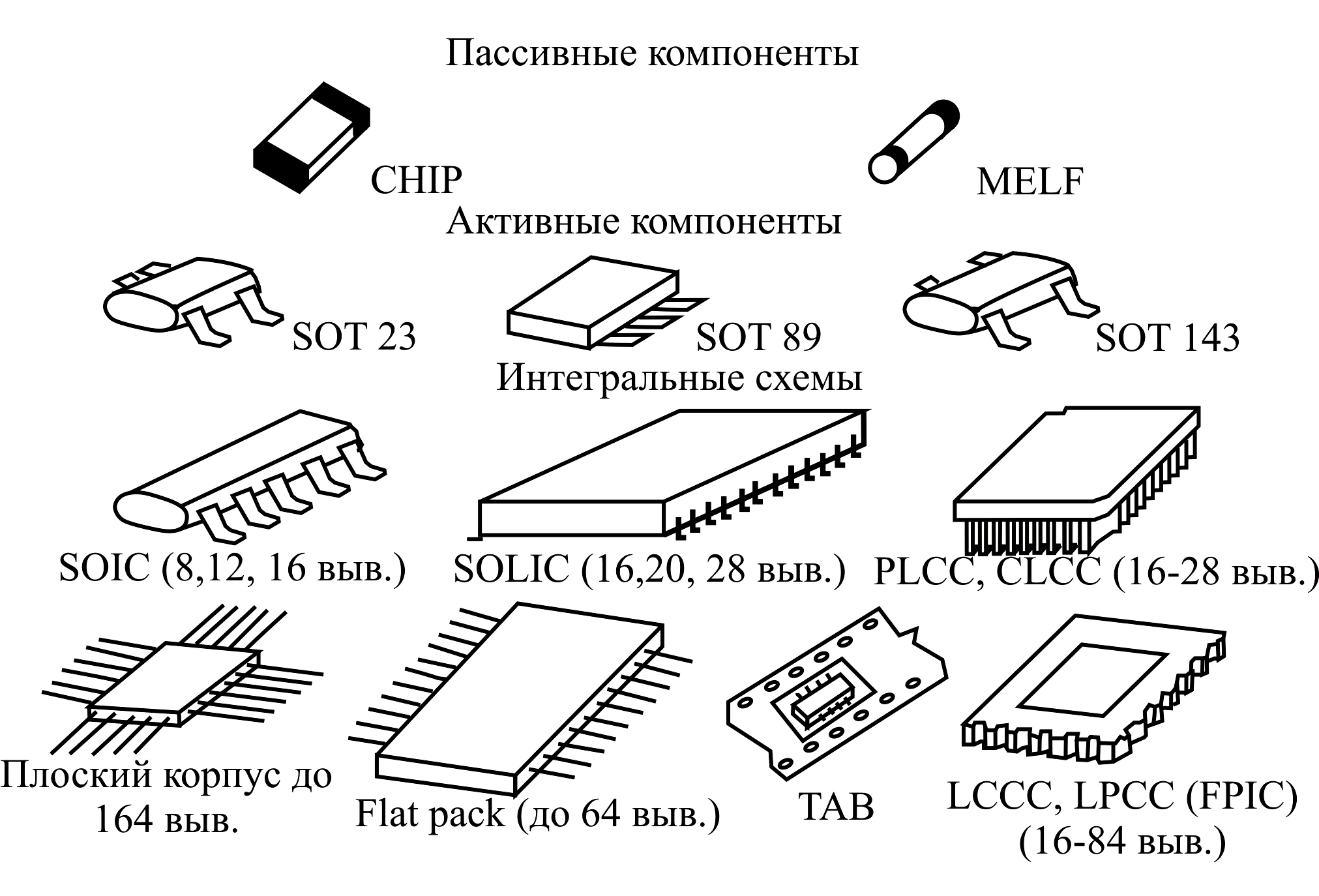
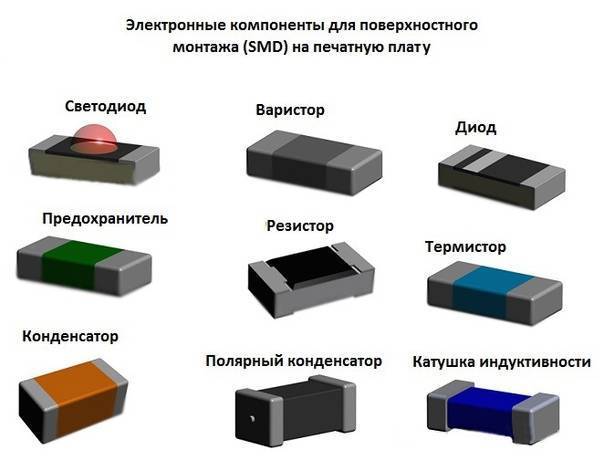
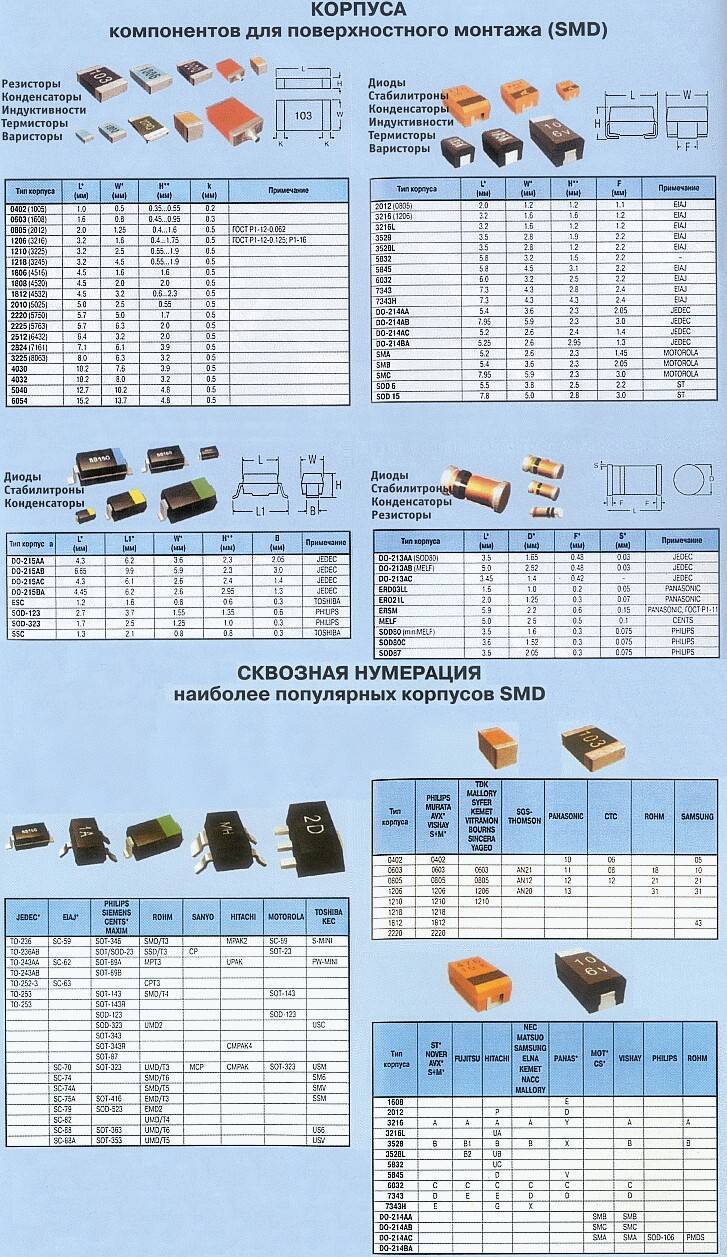
Современные электронные компоненты
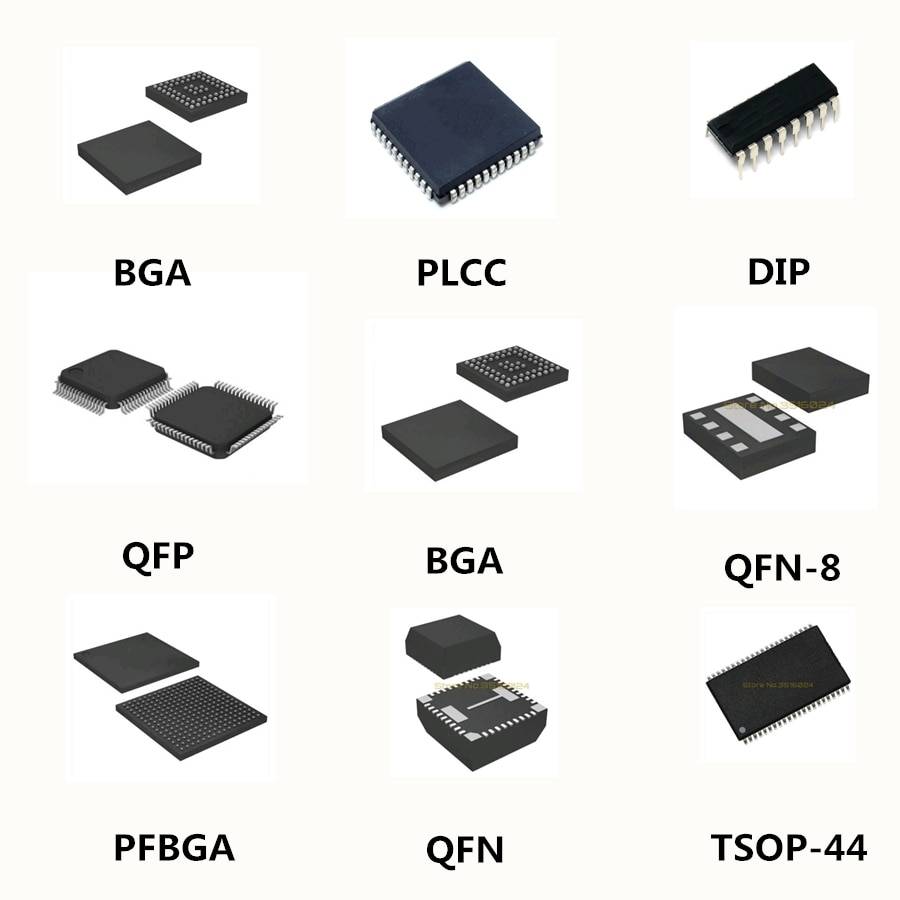
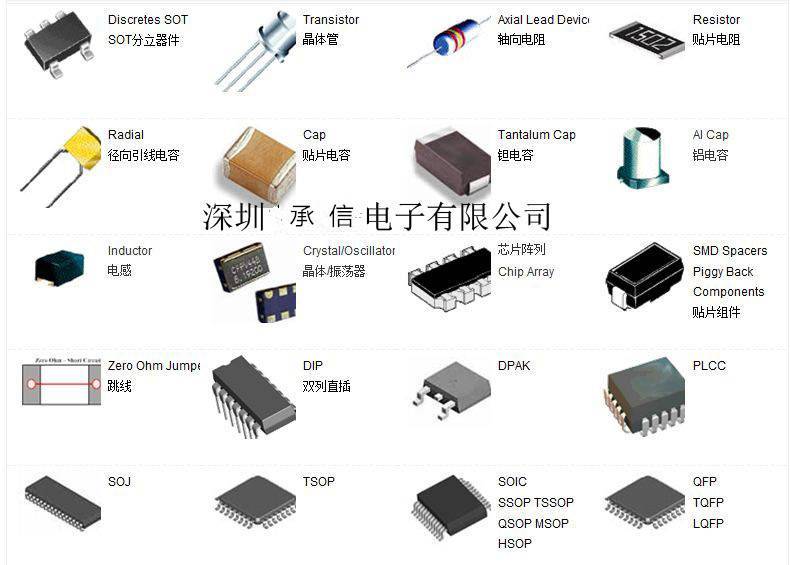
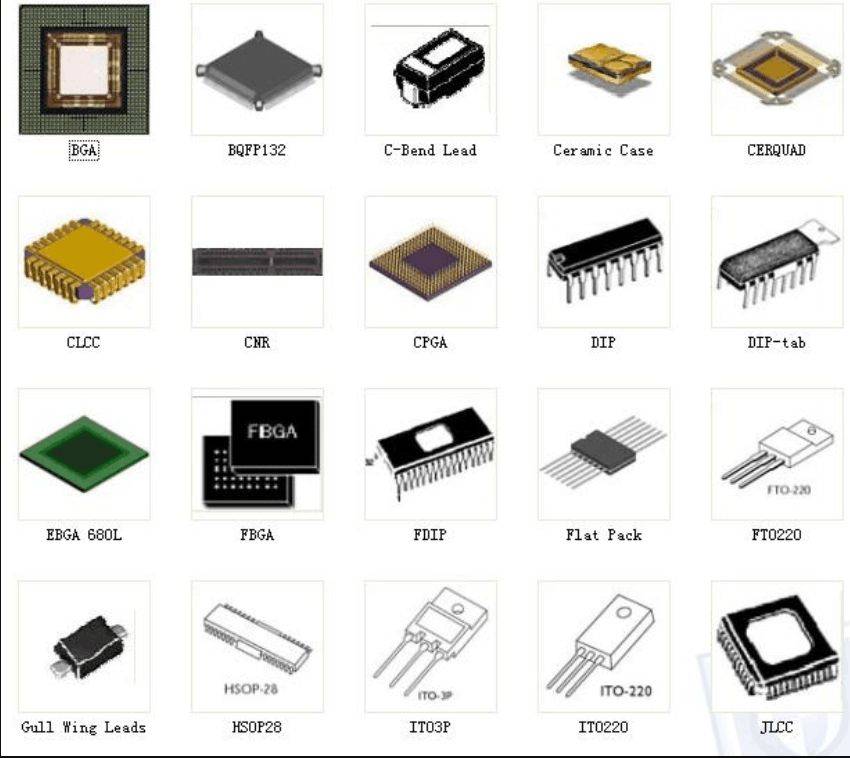
Тип монтажа электронных модулей определяется в первую очередь количеством сторон, на которые осуществляется монтаж (одно- или двусторонний), и номенклатурой используемых компонентов. Поэтому описание типов монтажа логично предварить кратким обзором компонентов и корпусов.Основным, наиболее важным для технолога критерием разделения электронных компонентов на группы является метод их монтирования на печатную плату — в отверстия или на поверхность. Именно он в основном и определяет технологические процессы, которые необходимо использовать при монтаже.
В таблице приведена информация по наиболее распространенным корпусам компонентов: названия, изображения, габариты, шаг выводов. Все размеры, за исключением особо оговоренных, приведены в милах (1 mil = 0,0254 мм).
 |
| Рис. 1. ТНТ-компоненты |
 |
| Рис. 2. SMD-компоненты |
Таблица
| Компоненты, монтируемые в отверстия | ||||
| Группа | Типы корпусов в группе | Габариты корпусов | Шаг выводов | Рис. |
| С одним рядом выводов — SIL | TO-92TO-202, TO-220 и др. | 380×190, 1120×135,420×185… | 100 мил | Рис. 1, а |
| С двумя рядами выводов — DIL | MDIP, CerDIP | 250×381…577×2050 | 100 мил | Рис. 1, б |
| С радиальными выводами | TO-3, TO-5, TO-18 | — | — | Рис. 1, в |
| С осевыми выводами | — | — | Рис. 1, г | |
| Решетки — Grid | CPGA, PPGA | 286×286…2180×2180 мил | 20…100 мил | Рис. 1, д |
| Компоненты, монтируемые на поверхность | ||||
| С двумя рядами выводов — DIL | «SOT-23, SSOP, TSOP, SOIC» | 55×120…724×315 мил | 25…30 мил | Рис. 2, а-б |
| С выводами по сторонам квадратного корпуса — Quad Package | LCC, CQJB, CQFP, CerQuad, PLCC, PQFP | 350х350 мил …20×20 мм | 50 мил…0,5 мм | Рис. 2, в |
| Решетки — Grid | BGA, uBGA | — | 0,75 мм (uBGA) | Рис. 3, а-б |
Наиболее интересны с практической точки зрения, по мнению автора, корпуса BGA, а точнее mBGA, которые имеют 672 вывода с шагом 0,75 мм. Верхняя часть корпуса BGA не представляет особого интереса, более примечательными являются его нижняя часть и внутреннее устройство этой упаковки компонентов. На рис. 3, а изображена нижняя поверхность корпуса BGA, на которой видны шариковые выводы, а на рис. 3, б — вид этого корпуса в разрезе.
Рис. 3. Корпус BGA
Приведенный выше краткий обзор современных компонентов дает представление о том, насколько велико число возможных вариантов реализации монтажа электронных модулей при различном расположении их на печатной плате. Кроме того, в обзоре не была представлена еще одна группа — группа нестандартных компонентов (odd form components).
Виды монтажа можно разделять по различным параметрам: по количеству используемых для монтажа сторон печатной платы (одно- или двусторонний), по типам используемых компонентов (поверхностный, выводной или смешанный), по их расположению на двустороннем электронном модуле (смешанно-разнесенный или смешанный). Рассмотрим наиболее распространенные из них, а также последовательность технологических операций для каждого вида монтажа.