Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
 Инструменты, необходимые для пайки медных труб своими руками Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
Инструменты, необходимые для пайки медных труб своими руками Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
 Процесс пайки медной водопроводной трубы
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии. Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды
Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.
 Внешний вид правильно спаянной медной трубы
Внешний вид правильно спаянной медной трубы
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображенийФото из Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить Перчатки и очки – соблюдение техники безопасностиСпециальный инструмент для качественной пайкиЭлектроинструмент для увеличения скоростиТряпки и ветошь для обтиркиТиски в качестве держателя трубыГазовая горелка с регулировкойПрипой для низкотемпературной пайкиПрочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или отопления из медных труб обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Виды портативных горелок
Газовыми горелками называют устройства, различные по конструкции и назначению, но их объединяет общая черта – функционирование производится от газа.
Портативные устройства, предназначенные для работы от маленькой тубы, наполненной пропан-бутаном или другим газом, не нужно путать с духовками или мощными агрегатами для сварки, которые работают от природного газа или большого баллона.
Предлагаем краткий обзор основных элементов конструкции недорогой горелки для газового баллончика, которая служит прекрасным образцом домашнего устройства. Оно может пригодится для ремонта на даче или для барбекю.
С помощью компактного прибора можно быстро разжечь мангал, нагреть болты или гайки на морозе, расплавить пластиковые детали, обработать термоусадки. Температуры пламени (до +1300°С) хватает для пайки металлических труб.









Это пример горелки популярного среди пользователей типа, но ассортимент приборов намного шире. Рассмотрим наиболее востребованные виды.
Различие по сфере использования
Открытое пламя может потребоваться и в быту, и на отдыхе, и во время выполнения монтажных работ. Одна из сфер применения – туристическая. В походных условиях с помощью простого прибора разжигают костер, разогревают консервы.
Устройства для разогрева пищи имеют особую конструкцию – вместо дула-сопла – длинный тонкий шланг подачи газа к выносной горелке с подставкой
Горелки с направленным факелом «пистолетного» типа часто применяют в монтажных работах при пайке медных труб, для сгибания пластиковых элементов.
Пламя, разогретое до нужной температуры, направляется на зону сопряжения медных деталей, результатом чего является прочное неразъемное соединение трубы с трубой или с фитингом
Высокотемпературными мощными лампами можно обрабатывать и стальные детали, но для этого требуется твердый припой и немного измененная техника пайки.
Также газовые портативные горелки применяются для следующих работ:
- обработка деревянных деталей;
- розжиг мангала, костра на даче без использования химических средств;
- прокаливание и резка металлических заготовок;
- опаливание туш животных при разделке;
- оттаивание замерзших трубопроводов.
Полезный прибор всегда под рукой у мастеров-умельцев, которые самостоятельно любят благоустраивать дом и облагораживать приусадебный участок. Горелка может пригодиться в автомастерской, при строительстве теплицы или других сооружений.
Деление по способу присоединения баллончика
Картридж с горючим является расходным материалом. Как только топливо заканчивается, он отсоединяется от горелки, а на его место устанавливается новый баллончик.
Существует несколько видов присоединения картриджа к устройству:
- резьбовые – фиксируются с помощью резьбы, проще говоря – накручиваются;
- цанговые – надеваются и слегка поворачиваются в одну из сторон;
- клапанные – закрепляются фиксатором;
- прокалываемые – соединяются с помощью легкого нажатия.
Резьбовые модели встречаются чаще остальных. Они образуют прочное соединение двух элементов, которые можно в любой момент разъединить. Прокалываемые, напротив, нельзя отключать, пока газ в баллончике не закончится.
Приборы с цанговой фиксацией быстро устанавливаются. Чтобы их закрепить на баллоне, нужно просто надеть и повернуть на 25-30 градусов в сторону
Слабая сторона цанговых устройств – быстрое разбалтывание фиксатора, вследствие чего происходит потеря газа.
Более надежными считаются клапанные горелки, которые обычно предназначены для разогрева пищи.
Различие газовых горелок по типу топлива
Производители используют различное горючее для наполнения расходных картриджей. Выбор сжиженного газа основывается на назначении горелок, требуемой температуры пламени, мощности. Чтобы улучшить характеристики состава, иногда смешивают несколько различных видов топлива.
Чаще остальных применяются следующие комбинации веществ:
- смесь пропана и бутана (70:30) – в основном, для летнего применения, но с устройством нагрева используется и зимой;
- комбинация пропана, бутана и изобутана в различных пропорциях;
- смесь MAPP – метилацетилен-пропадиен-пропан, чаще используется для сварки при температуре 1600-2500°С.
Но бывают баллончики, заполненные каким-то одним газом, например, бутаном.
Образец недорогих газовых баллончиков – «Следопыт». Цена – 90 рублей. Наполнение – универсальное газовое топливо, подходящее для портативных горелок, резаков, плит, обогревателей
Выбор топлива важен, когда предстоят работы в жестких условиях – на морозе или на большой высоте. А летом для розжига мангала или костра подойдет любой универсальный газ.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек
Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты
[stextbox пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.
Особенности и советы
Не важно, какая труба будет расширяться. Понятно, что при разных диаметрах под расширение идет труба, которая имеет больший диаметр. Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Это делает процесс менее трудоемким, а сам металл подвергается меньшему деформированию, что позитивно сказывается на его характеристиках
Это важно для всех металлов, в том числе для меди, пластичной и податливой
Лучше выбирать конусные насадки, которые при вращении постепенно проникают в отводок, расширяя его.
Нужна ли калибровка? Все зависит от того, насколько аккуратно пользовались расширителем. При некачественных действиях калибровка потребуется.
Специалисты советуют нанести припой не менее двух раз, исключая неверное убеждение, что и так будет хорошо держаться. При пайке нужно следить за температурой. При сильном нагреве или наоборот охлаждении, первыми будут реагировать стенки трубы, делая уже расширенный диаметр большим или меньшим. Соответственно нарушается весь процесс с применением расширителя.
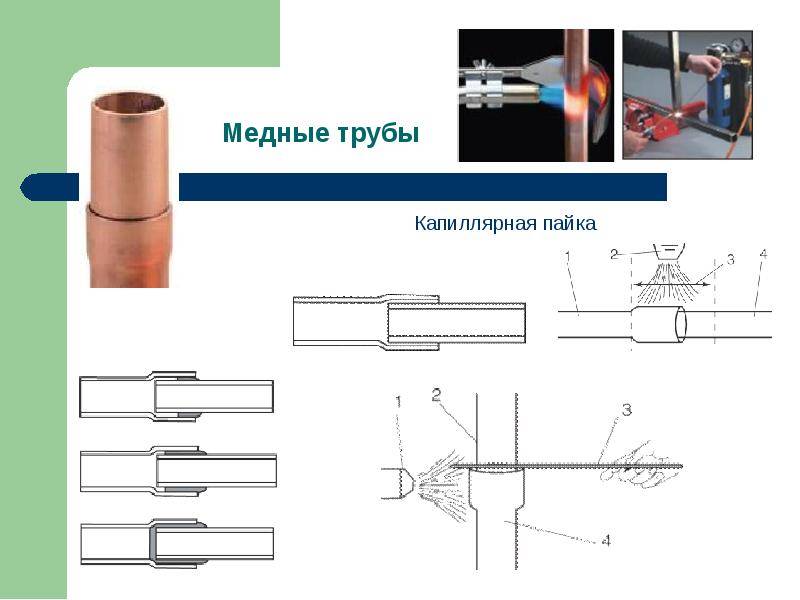
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.

Процесс пайки медных трубок при монтаже водонагревательного оборудования. Нагревание выполняется ручной газовой горелкой, в качестве припоя – оловянная проволока
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от газовой горелки не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.










Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Разница между пайкой медни и латуни
Пайка – удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем
со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие
, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Как правильно выбрать припой?
Правильно подобранная сварка поможет легко организовать систему связи любой сложности. Когда дело доходит до работы дома, следует использовать материал, плавящийся при низких температурах.
Применение жаропрочных литейных элементов в быту проблематично, так как требует нагрева рабочего сплава до 600-900 градусов. Без специального оборудования добиться этого довольно сложно.
Пайка пищевой меди может производиться специальными припоями, не содержащими токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторыми рисками. Во время обработки они могут повредить или даже прожечь тонкостенную медную трубку.
Чтобы этого не происходило, есть смысл взять прочный, но легкоплавкий мягкий припой, а сложный вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, нет необходимости использовать огнеупорные сварные швы, если не требуется иное. В крупных бытовых комплексах достаточно сварных швов из легких сплавов для создания надежного соединения
Для соединения медных труб в газовых сетях стоит выбирать припои, содержащие серебро. Они обеспечивают максимальную прочность шва, виброустойчивость и высокую устойчивость к внешним и внутренним нагрузкам.
За серебро придется заплатить немного больше, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
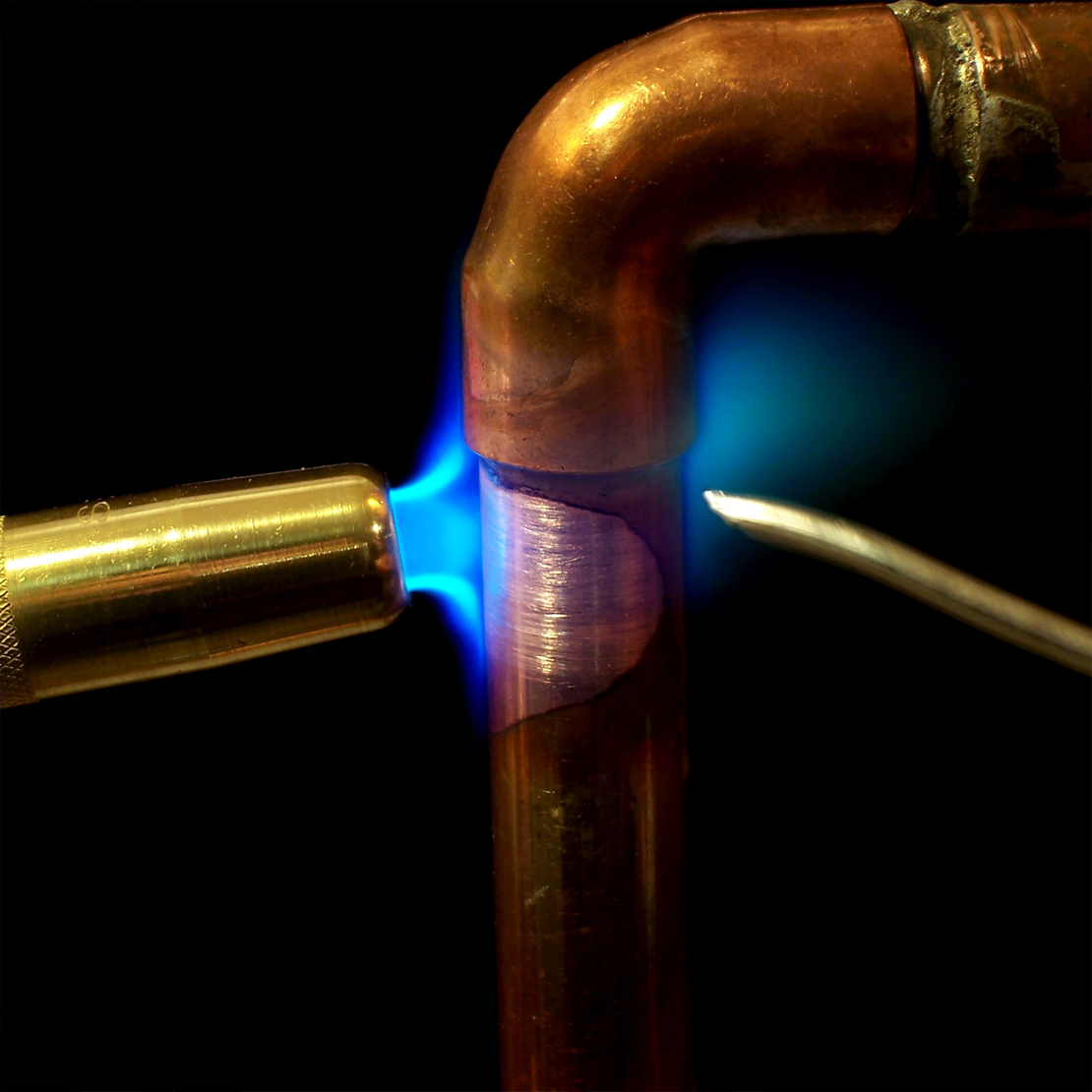
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек
Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты
[stextbox пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.








Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации. Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается
Такие же действия выполняются со вторым сегментом
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.