Особенности разных видов профиля
По форме сечения профильные трубы делятся на:
- квадратные;
- прямоугольные;
- овальные и круглые.
Разные виды труб (Фото: Instagram/marinavolkovaalmaty)
Квадратные
Профиль такой формы наиболее прочный, способен выдерживать максимальные нагрузки на конструкцию. Облегчается монтаж и перевозка труб. Применяется в строительной промышленности при изготовлении стеновых каркасов, перекрытий.
Прямоугольные
Не уступают по техническим характеристикам квадратным. Применяется при изготовлении легких конструкций высокой прочности.
Овальные и круглые
Применяются как элементы декорирования при оформлении лестниц и балконов, а также при изготовлении навесных конструкций и беседок. При соблюдении технологии можно без деформации согнуть профтрубу.
Круглые трубы (Фото: Instagram/orbitweld)
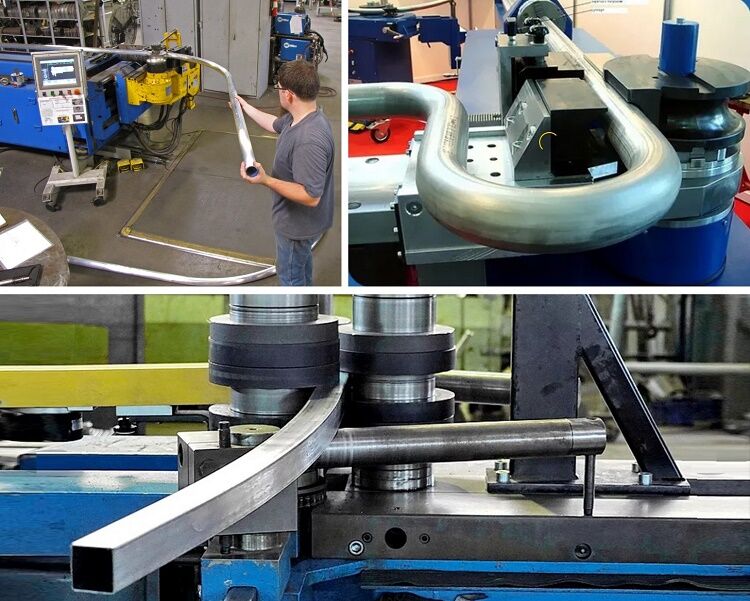
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
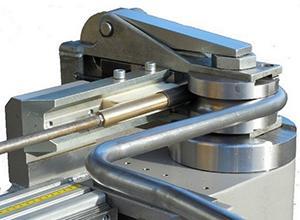
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .

Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.

Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.

Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Изменение конфигурации труб из цветных металлов
У цветных металлов есть очень полезное свойство – высокая пластичность. Однако им не хватает силы. Во время процесса изгиба в результате приложения сжимающих и растягивающих усилий может наблюдаться сжатие или разрыв трубы. Чтобы этого не произошло, нужно точно соблюдать технологию.










Как гнуть медные и латунные трубы?
Для гибки медных и латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, вторым – расплавленную канифоль. Технология гибки такая же, как у стальных труб.
Перед холодной гибкой трубчатые изделия из меди и латуни подвергаются отжигу с последующим охлаждением. Температурный диапазон для обоих материалов одинаковый: от 600 до 700. Отличие заключается в охлаждающей среде: медь помещается в воду, а латунь охлаждается на воздухе.
По окончании процесса канифоль удаляется путем ее плавления. Во избежание разрыва трубки процесс ни в коем случае не должен начинаться с центра трубки, а только с концов. В качестве складных устройств используются как простые инструменты, так и сложное оборудование.
Ручные гибочные станки работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие снабжены сменными насадками для возможности выбора нужного диаметра.

с медными и латунными трубами работать намного проще, чем со стальными, но деформация металла при гибке происходит по одним и тем же законам физики. В сложенном срезе внешняя поверхность подвергается растяжению, из-за чего стенки становятся тоньше.
Внутри трубы происходят обратные процессы – стенка сжимается и становится толще. Есть риск превратить круглое сечение в овал и уменьшить номинальное отверстие, поэтому без принятия мер по предотвращению этих явлений начинать сгибание невозможно.
Гибка алюминиевых труб
Основные способы гибки алюминиевых труб такие же, как для латунных или медных труб:
- проталкивание между роликами;
- прокатка;
- откат;
- давление.
Прежде чем решать, как и чем гнуть алюминиевые трубы, необходимо ознакомиться с каждой из них. Первый метод используется для тонкостенных труб с максимальным диаметром 10 см, когда необходимо получить плавный изгиб с низкими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его размер составляет 5-6 диаметров трубы.
Кривизна секции определяется положением натяжного ролика. Таким способом часто делают декоративные элементы интерьера. Второй метод используется для гибки материала для труб большого диаметра, для чего используются трехвалковые трубогибы. Трубка протягивается между ведущими роликами, ориентация которых определяет радиус изгиба.

Точность этого метода даже ниже, чем у предыдущего, но деталь можно заново сложить и повторять до получения нужной геометрии.
Гибку тонкостенных алюминиевых труб можно производить вручную, правильно подготовив:
Галерея изображенийФотографии из Перед выполнением фигурной деформации алюминиевой трубы необходимо определиться, можно ли ее гнуть вручную или лучше запастись ручным гибочным станком. Вы можете просто согнуть трубки до 1/4 дюйма вручную. Перед заполнением тубы песком необходимо подготовить две крышки. Их можно позаимствовать из бутылок с бытовой химией или вырезать из резины. Лучше заранее рассчитать радиус изгиба трубы и сделать модель на основе расчетов картона. Для многоразового использования рекомендуется изготовить шаблон из фанеры, сгибая вручную тонкую алюминиевую трубку, наполненную песком, периодически проверяя шаблон. Если вам нужно сделать несколько зазоров или согнуть толстостенную трубу, лучше использовать трубогиб. Шаг 1: Выберите метод гибки алюминиевой трубы. Шаг 2: Заполните трубу песком. Шаг 3: Рассчитайте радиус изгиба трубы трубка Шаг 5: вручную согните алюминиевую трубку
Метод прокатки не предполагает наличия внутреннего наполнителя, поэтому его не используют для получения малых радиусов. При выборе этого метода не получится соответствовать жестким требованиям овальности сечения к кривой.
Для деформации алюминиевой трубы под давлением используются прессы с установленными на них формами с матрицей заданной формы. Заданная геометрия получена в результате воздействия внешнего давления.
В некоторых случаях давление может быть внутренним, когда трубка вставляется в форму и внутрь подается жидкость с достаточным давлением, чтобы прижать ее к стенкам.
Гнуть дюралюминиевые трубы непросто, ведь этот материал достаточно твердый и эластичный. Для облегчения процесса их обжигают непосредственно перед сгибанием при температуре от 350 до 400 ° C, после чего ожидается, что трубы естественным образом остынут на воздухе.
Сгибаем полипропиленовую трубу
Полипропиленовые трубы приходится сгибать очень часто. Они применяются в системах водопровода, канализации, а еще чаще – в отоплении. В некоторых случаях приходится так изогнуть трубу, чтобы удалось обойти какое-либо препятствие, например, другую трубу в системе.
Полипропилен считается твердым материалом, однако, до некоторых пор. Сгибание холодной трубы не принесет желаемого результата, а вот если нагреть трубу – другое дело. Для этого можно использовать строительный фен. Как только полипропилен нагревается, он становится мягким и пластичным. Тут его и нужно сгибать до нужной формы. Но нельзя переусердствовать, ведь полипропилен может совсем расплавиться
Кроме того, работу нужно проводить осторожно, так как существует риск получения термического ожога. Потому применяются перчатки
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Холодная гибка труб
Технология гибки металлических труб холодным способом обладает существенными преимуществами по сравнению с горячим. Этот метод более технологичен и в несколько раз производительнее, что ведет к снижению себестоимости. Холодным способом производится и операция по сгибанию труб из цветных пластичных металлов. Медь и алюминий отличаются высокой ковкостью, что позволяет согнуть изделия без разогрева.
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Читайте так же: Фортуна сколько проложила трубы сегодня
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.

Рис. 6 Рычажные гибы в ручных приспособлениях
Что можно гнуть, а что нет
Многие соотечественники задаются вопросом можно ли гнуть полипропиленовые трубы и как это сделать правильно ().
Рассмотрим то, какие материалы подлежат механической деформации без ущерба для последующей эксплуатации, а какие нет.
Можно гнуть практически весь металлопрокат, включая алюминиевые, медные и стальные трубы различного диаметра. Сложнее изменить конфигурацию изделий из нержавейки и аналогичных жестких сплавов.
Для правильной деформации всех без исключения металлов необходим специальный станок для гнутья труб. Использование специального станка не только обеспечит оптимальное качество сгиба, но и позволит выполнить поставленную задачу с минимальными физическими усилиями.
Некоторые сантехники из экономии фитингов разогревают полипропилен промышленным феном и гнут до требуемой формы. Делать это нецелесообразно, так как из-за деформации в сочетании с нагреванием изогнутая труба из пластика будет иметь неравномерную толщину стенок на внешнем и внутреннем радиусе.
В итоге эксплуатация построенного водопровода будет непродолжительной, так как под давлением жидкой среды, в тонкой стенке со временем появятся трещины.
Выбираем подходящий инструмент
Пружина — эффективный инструмент для работы с металлопластом. Пружины, представленные на рынке, бывают двух типов: внешние и внутренние. И тот и другой тип инструмента отличает доступная цена. Инструмент должен подбираться в соответствии с внешним или внутренним диаметром трубы.


![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://svet-mr.ru/wp-content/uploads/c/d/4/cd47196f41de8f4817ada5e5c0eb56a1.jpeg)






Приспособление производится из полированной стали. Гладкая поверхность витков позволяет снять пружину с согнутой трубы. Применение пружины позволяет обеспечить одинаковый диаметр поперечного сечения на всем протяжении сгиба.
Трубогиб — это широкий ассортимент станков или приспособлений, предназначенных для деформации металлопроката с учетом требуемого угла и радиуса сгиба. Устройства активно применяются при строительстве трубопроводов различного назначения различной конфигурации и типоразмеров.
Классификация трубогибов
Все современные трубогибы соответствуют следующим требованиям:
- возможность сгиба на угол до 180 градусов;
- возможность работы с трубами, изготовленными из различных материалов, включая алюминий, медь, сталь и полимерные композиции.
Такое оборудование в соответствии с типом используемого привода подразделяется на следующие категории:
- Ручные модификации
, как правило, применяются для работы с трубами малого диаметра. Устройство приводится в действие воротом, к которому прикладывается существенное мускульное усилие. - Гидравлические модификации
– это оптимальный выбор для работы с трубами, диаметр которых не превышает 3-х дюймов. Эксплуатация гидравлических устройств позволяет работать с трубами без чрезмерных физических усилий. На рынке представлены мобильные и стационарные гидравлические трубогибы. - Электромеханические модификации
представлены на рынке универсальными устройствами, предназначенными для выполнения высокоточного сгиба. Основным преимуществом таких трубогибов является возможность работы с тонкостенным металлопрокатом без угрозы повреждения.
В соответствии со способом гибки и конфигурацией рабочей части, инструмент может быть:
Арбалетным
, где в качестве деформирующего элемента применяется сменная металлическая направляющая форма, которая подбирается под определенный диаметр труб.
Сегментным
, где металлопрокат вытягивается специальным сегментом, оборачивающим трубу вокруг себя.
На фото — дорновый станок
Дорновым
, где работа с металлопрокатом ведется как с внешней, так и с внутренней стороны трубы. Такая особенность позволяет применять устройство для изменения конфигурации тонкостенных труб без угрозы разрыва металла или образования складок по внутреннему диаметру.
Технология сгибания труб
Инструкция изменения конфигурации труб посредством внешней пружины следующая:
- Пружина одевается на металлопластовую ;
- Затем труба захватывается обеими руками на расстоянии 20 см от пружины и гнётся до получения нужного угла;
- После того как получен нужный угол, пружина проворачивается вокруг своей оси и снимается.
Применение внутренней пружины отличается тем, что устройство вставляется с краю трубы, где его потом можно будет вытащить.
Согнутый конец трубы можно получить, используя трубогиб. В этом случае устройство, в соответствии с его модификацией, настраивается под требуемые параметры. Затем труба вставляется в приемный зазор и устройство приводится в действие посредством того или иного привода.
Основные методы сгибания изделий из ПВХ
Использование трубогиба необходимо лишь в тех случаях, когда согнуть пластиковую трубу самостоятельно не получается. Это касается изделий большого диаметра, которые предназначены для обустройства канализации.

Вот, что может случиться, если действовать не по правилам: такой материал нельзя использовать для трубопровода
Современные мастера успешно пользуются методом нагрева с помощью фена, применяют песок, проволоку и оправу для создания необходимых поворотов в конструкции трубопровода.
Использование фена
Температура плавления изделий из ПВХ стартует от 140 градусов Цельсия, однако такие показатели могут полностью расплавить элемент, лишив его целостности и основных технических характеристик. Чтобы этого не произошло, рекомендуется использовать строительный фен для постепенного нагрева изделия из ПВХ. Полипропиленовые трубы также подвергаются плавлению при высоких температурах, следовательно, их можно согнуть аналогичным методом:
- Создание шаблона для изгиба. Перед тем как осуществить ответственную процедуру, рекомендуется создать шаблон для изгиба: его лучше делать из прочного материала. Можно приобрести готовые уголки, с их помощью делать повороты.
- Наполнение сыпучим материалом. Чтобы отрезок не расплавился и принял правильную форму, мастера советуют предварительно наполнить его солью или речным песком. Сделать это можно с помощью воронки: на 3 метра трубы диаметром 20 мм потребуется меньше одного ведра песка.
- Нагрев участка феном. Для разогрева материала используют технический фен. Сначала выбирается участок нагрева, после этого выставляется температура на приборе и осуществляется разогрев.
- Изгиб изделия. Как только элемент прогреется до состояния, когда он может спокойно гнуться – его необходимо переложить на шаблон и аккуратно обогнуть по форме.

Нагревание до определенной температуры делает материал пластичным и податливым
Важно не допустить сильного плавления и нагрева до температуры 170 градусов. В таком случае пластик станет расплавленным и непригодным для дальнейшего использования. После остывания трубы на шаблоне ее монтируют в трубопровод
После остывания трубы на шаблоне ее монтируют в трубопровод.
Применение песка для сгиба трубы
При использовании песка не потребуется применять строительный фен. Суть методики заключается в разогреве соли или речного песка на противне. Происходит разогрев до нужной температуры, с помощью черпака состав засыпают в трубу. Вся процедура выглядит так:
- разогретый песок с помощью черпака насыпают в пластиковую трубу через воронку;
- с обратной стороны устанавливается металлическая заглушка, чтобы тепло не выходило;
- минимальная температура нагрева песка или соли в противне должна составлять не менее 140 градусов и не более 170 градусов.

Использование заглушки – обязательный пункт при гибке с помощью песка
Когда сыпучее вещество, разогретое до необходимой температуры, поместили внутрь, оно начинает воздействовать на жесткость пластика. Постепенно происходит плавление, поэтому сгибание происходит легко. Здесь также желательно применять специальный шаблон для изгиба, чтобы поворот получился ровным. Если результат не соответствует требованиям, использовать такой элемент нельзя по безопасности.
Сгибаем пластиковую трубу с помощью проволоки
Изгибать трубопроводы можно с помощью металлической проволоки. В данном случае используется два варианта работы:
- применение кусочков проволоки;
- применение металлической пружины.
Применение гидравлики – преимущества
Во многих ручных и практически во всех промышленных трубогибочных агрегатах используется гидравлический привод, имеющий следующие преимущества перед винтовым механическим:
- бесступенчатая подача привода к сгибаемому изделию;
- возможность развивать большие статические усилия при возвратно-поступательном движении, недостижимые при использовании только одних электроприводов;
- малые габариты основных узлов;
- высокое быстродействие;
- надежность и долговечность;
- отсутствие трущихся узлов и хорошая смазываемость.

Рис. 10 Способ гибки стальной металлической заготовки
Условия для сгиба Трубы ПВХ
Пластик прекрасно гнется, если на него влиять конкретными температурными показателями
Важно исполнить несколько условий для изгиба:
- разогревание участка до 75 градусов в том месте, где будет выполнен изгиб;
- влияние на компонент при помощи парообразных веществ.
Чтобы не приобретать массу лишних соединителей, которые просят внимательности во время установки, мастера очень часто применяют разные методики изгиба. Во время работы с нагретым воздухом, который станет влиять на пластик, следует выражать предостороженность: возможно не только полностью сжечь место нагрева, но и обжечь руки
В этом деле важно делать действия бережно и поэтапно

Полипропилен и поливинилхлорид прекрасно поддаются сгибанию
Бывает сложновато достичь замечательного изгиба, благодаря этому перед началом работы, рекомендуется тщательно рассчитать все будущие повороты трубопровода. Заблаговременно стоит потренироваться сгибать изделие на небольшом отрезке.










Выбор оптимальной температуры
Для успешной гибки металлических труб необходимо правильно выбрать оптимальную температуру нагрева. Это важный шаг, который оказывает прямое влияние на качество и точность гибки.
Оптимальная температура зависит от типа материала и диаметра трубы. Избыточный нагрев может привести к деформации материала, а недостаточный — к ошибкам в гибке и возникновению трещин.
При выборе оптимальной температуры необходимо учитывать следующие факторы:
- Тип материала. Различные материалы требуют разных значений температуры нагрева. Например, для стали обычно используется температура от 400 до 600 градусов Цельсия.
- Диаметр трубы. Большие диаметры требуют большей температуры, чтобы достичь нужной пластичности материала. Небольшие диаметры, наоборот, требуют более низкой температуры.
- Требования к гибке. Некоторые задачи требуют более точной и аккуратной гибки, поэтому необходимо использовать более низкую температуру нагрева.
При оценке оптимальной температуры необходимо также учитывать опыт предыдущих работ и рекомендации производителя оборудования. Оптимальная температура может быть определена путем проведения испытаний на небольших образцах трубы перед основным процессом гибки.
Тщательный выбор оптимальной температуры позволяет достичь лучшего качества гибки и повысить производительность работы
Поэтому этот этап следует уделить должное внимание и не спешить с выбором
Список инструментов, важных для изгиба: советы профессионалов
Производители полипропиленовых и пластиковых труб настойчиво не советуют собственными силами сгибать изделия в бытовых условиях. Но порой данная процедура нужна: для этого необходимо запастись специализированными инструментами. Для работы понадобится фен строительный с хорошей мощностью и возможностью температурные регулировки. Также будет необходима формовочная машинка, если было решено выгибать материал при помощи оправы.

Фен строительный в первую очередь обязан иметь температурную регулировку
При условиях отсутствия строительного фена, может понадобиться атмосферная горелка, но работать с ней необходимо бережно, не позволяя переплавления трубы. Если компонент будет сгибаться при помощи проволки, нужно приготовить кусачки для ее нарезки.

Подогревать изделие нужно только в месте изгиба
Несколько советов от специалистов справяться с задачей:
- при эксплуатации технического фена следует внимательно прогреть собственно верхнюю часть того участка, где будет осуществлен изгиб;
- для производства похожих изгибов лучше приготовить рукодельный шаблон;
- применяя песок, его необходимо засыпать до полного наполнения просвета, однако заталкивать сыпучее вещество сильно не надо;
- для заглушки удобней использовать изделия из металла;
- сгибание должно выполняться неторопливо, от рывков необходимо отказаться.
Указанные способы сгибания ПВХ считаются наиболее проверенными и очень часто применяются мастерами, у которых нет трубогиба. Правильные, ровные повороты трубопровода предупредят применение соединителей, следователь, риск протечек будет небольшим.
Металлопластиковые изделия
Согнуть трубу из мягкого металла или пластика в домашних условиях можно благодаря использованию специальной пружины, предварительно навитой на брусок квадратного сечения. Вставив пружину в медный профиль, гнут его на трафарете до получения нужного угла.
Металлопластиковые трубопроводы требуется гнуть под большим радиусом, поскольку используются они для водного подогрева пола и заполняют всю территорию поверхности.
Действовать, чтобы согнуть пластиковую трубу, нужно очень осторожно, поскольку приложение больших усилий может привести к нарушению алюминиевого слоя и утрате герметичности. При отсутствии трубогиба можно воспользоваться нескольким советами:

- Изгибать ручным способом. На первом этапе изделие следует согнуть, руками до угла равного 20 градусов. Затем серией сгибаний в количестве 15 раз вывести угол до 180 градусов. Недостатки этого метода в том, что диаметр изделия не должен превышать 20 мм. При необходимости, выравнивание проводится в обратном порядке.
- Изгиб с применением пружины. Пружина вставляется в полость и изделие аккуратно изгибается. Затем пружину следует извлечь.
- Загиб с применением фена, который создает поток теплого воздуха, нагревающего трубопровод. Гнуть металлопластик следует одним быстрым движением.
- Метод с применением песка. При этом одно отверстие трубопровода следует заглушить, а через второе засыпать песок. После этого гнуть до нужного угла.
Важно помнить, что в зависимости от диаметра некоторые методы неприменимы, тогда изделие требуется предварительно разогреть