Методы сварки
Если выполняется наружная укладка, все действия выполняются закрытым способом, прокладывая в траншеях. Соединение может выполняться, как разъемным, так и неразъемным способом.
Если рассматривать неразъемные соединения, то существует два способа сварки:
- встык;
- электромуфтовая.
Разъемные соединения бывают:
- «в раструб»;
- при помощи фланцев и фитингов.
Технология сварки
Рассмотрим технологии каждого вида сварки полиэтиленовых труб более подробно.
Сварка встык
Такая технология применяется для изделий диаметром более 5 см, а толщиной стенок более 5 мм.
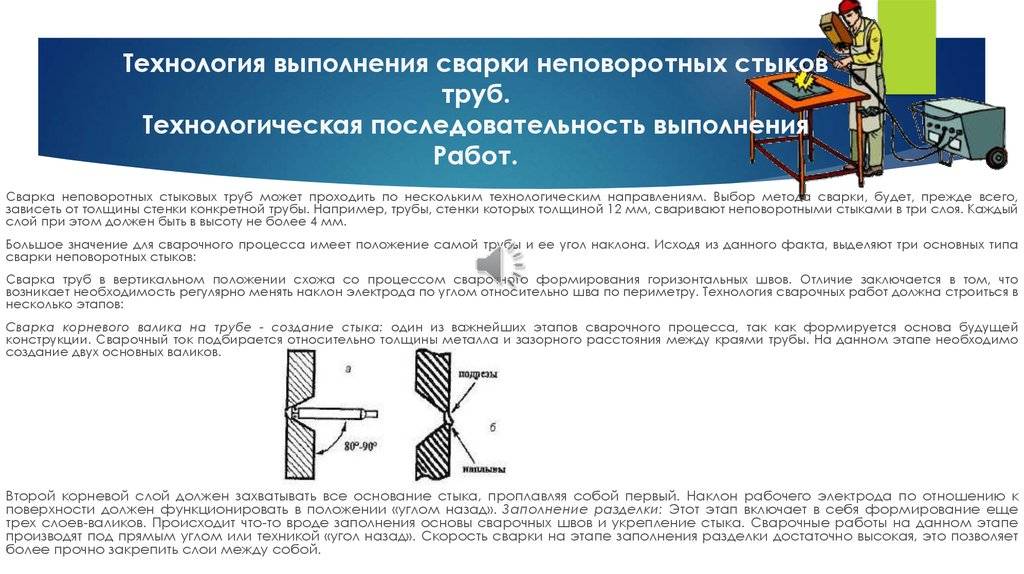
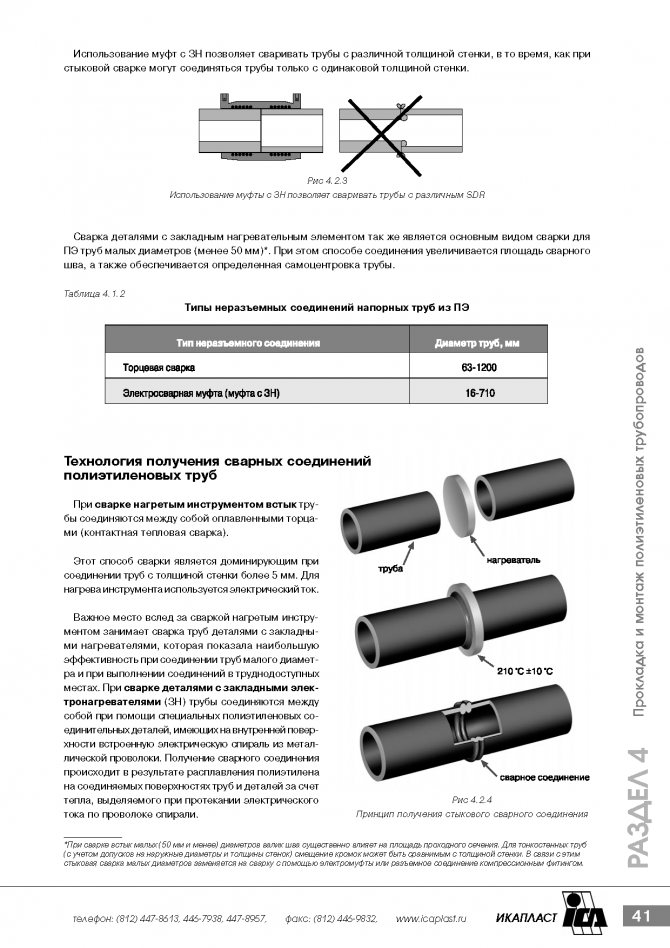
Суть технологии состоит в следующем: торцы изделия нагреваются до начала расплавления. При таких условиях стыковка происходит на молекулярном уровне.
Для этого используется специальный сварочный аппарат. Торцы вставляются в него, между ними будет нагревающая плита. Осуществляется прижим с определенным давлением. Время процесса нагревания зависит от диаметра изделий и мощности сварочного аппарата.
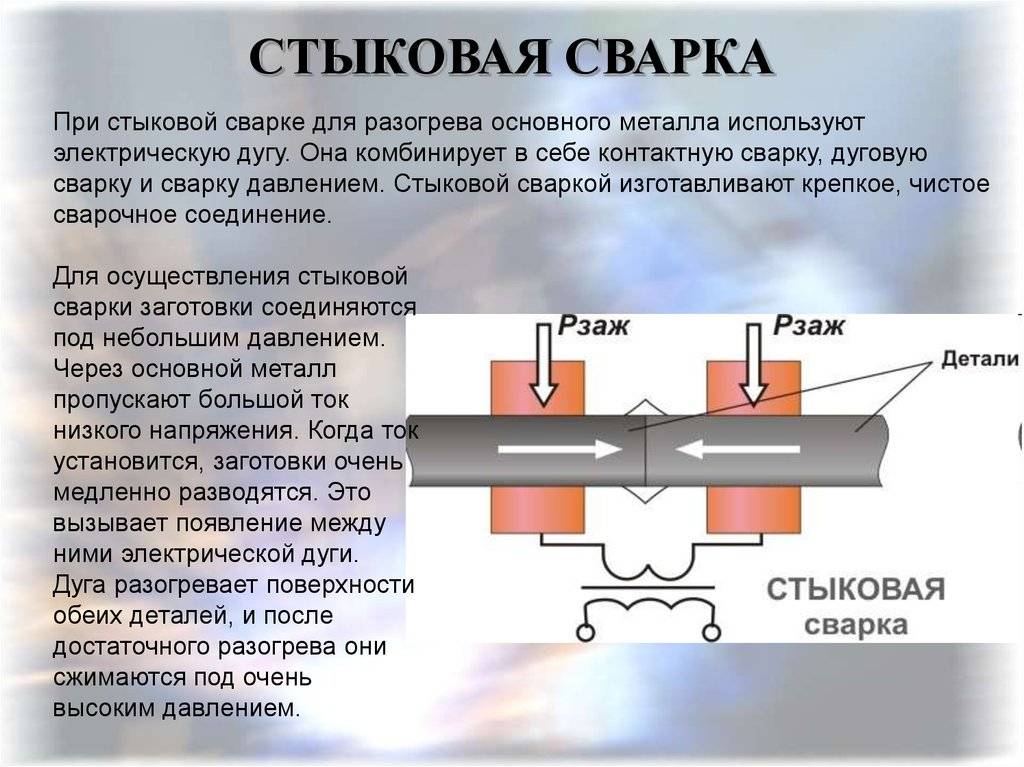
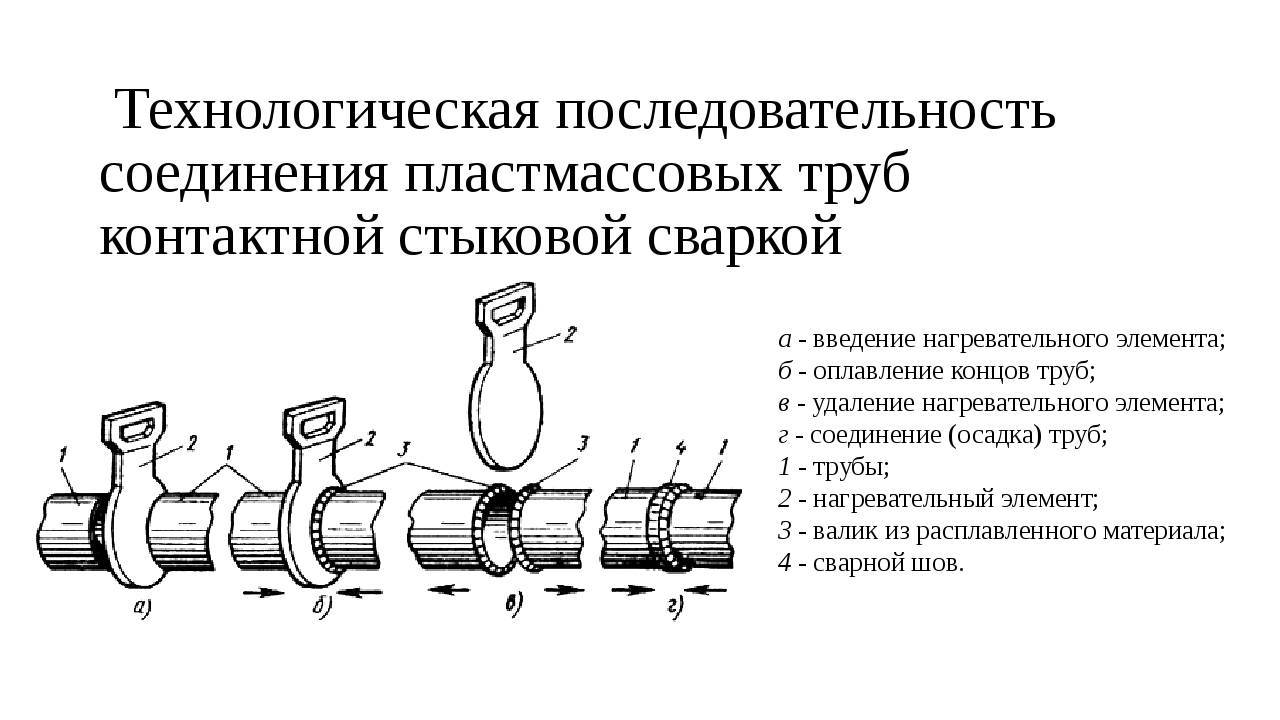
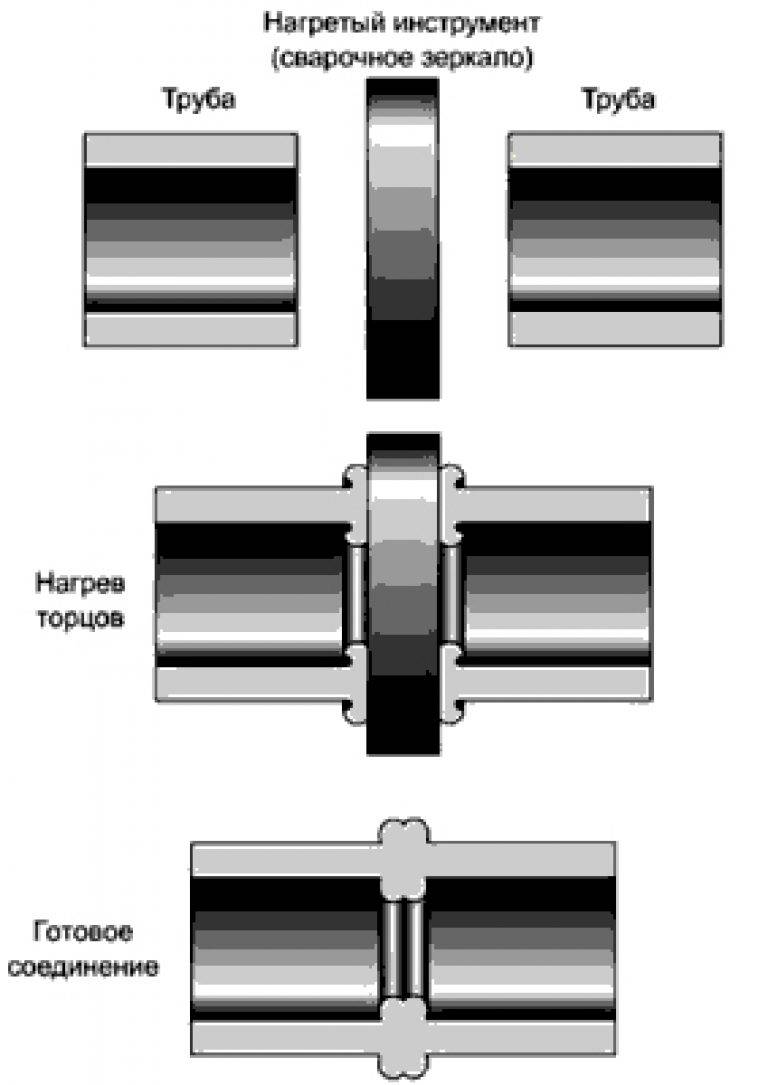
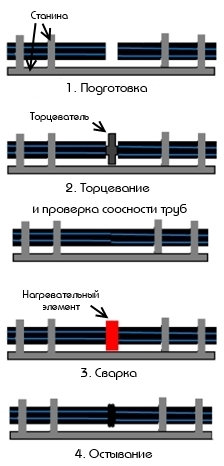
Схема стыковой сварки
Когда нагрев до нужного состояния осуществлен, убирается плита, а трубы с давлением соединяются встык. Теперь нужно подождать, пока остынет материал, чтобы соединение обрело прочность.

Процесс сварки после удаления нагревательного элемента
Аппараты могут иметь гидравлический или механический привод. Лучшие образцы оснащены программным управлением, которое позволяет автоматически контролировать процесс и рассчитывать время процесса.
Электромуфтовая сварка
Этот способ используется для возведения безнапорных трубопроводов. Чтобы осуществить соединение таким методом, нужны электросварные фитинги. При этом использовать можно для деталей разной толщины и диаметра.

Процесс электромуфтовой сварки
Если следовать инструкции, то работы своими руками выполняют в такой последовательности.
- Сначала подготавливаются изделия и место. Дальше выбираются режимы сварочных работ, согласно размеров деталей. Внутренние поверхности должны быть качественно очищены. Для этого можно использовать специальные салфетки, пропитанные, к примеру, спиртом.
- Отрезать куски труб нужно аккуратно, не оставляя заусенцев, которые опасны при эксплуатации, так как при возникновении засора труба может забиться.
- Окисленный слой следует удалять специальными скребками – механическим методом.
- Дальше изделия закрепляют в позиционере, следя за соосностью.
- Чтобы дополнительно защитить места сварки, можно применить обмотку липкой лентой.
К контактам элетромуфты подаем напряжение, фитинг разогревается, а трубы свариваются.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва
Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата
Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы
Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.
Сварка труб из полиэтилена встык – непростая задача. Только следуя инструкции и придерживаясь рекомендаций опытных мастеров можно будет без лишних проблем и максимально быстро создать необходимую надежную конструкцию
Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
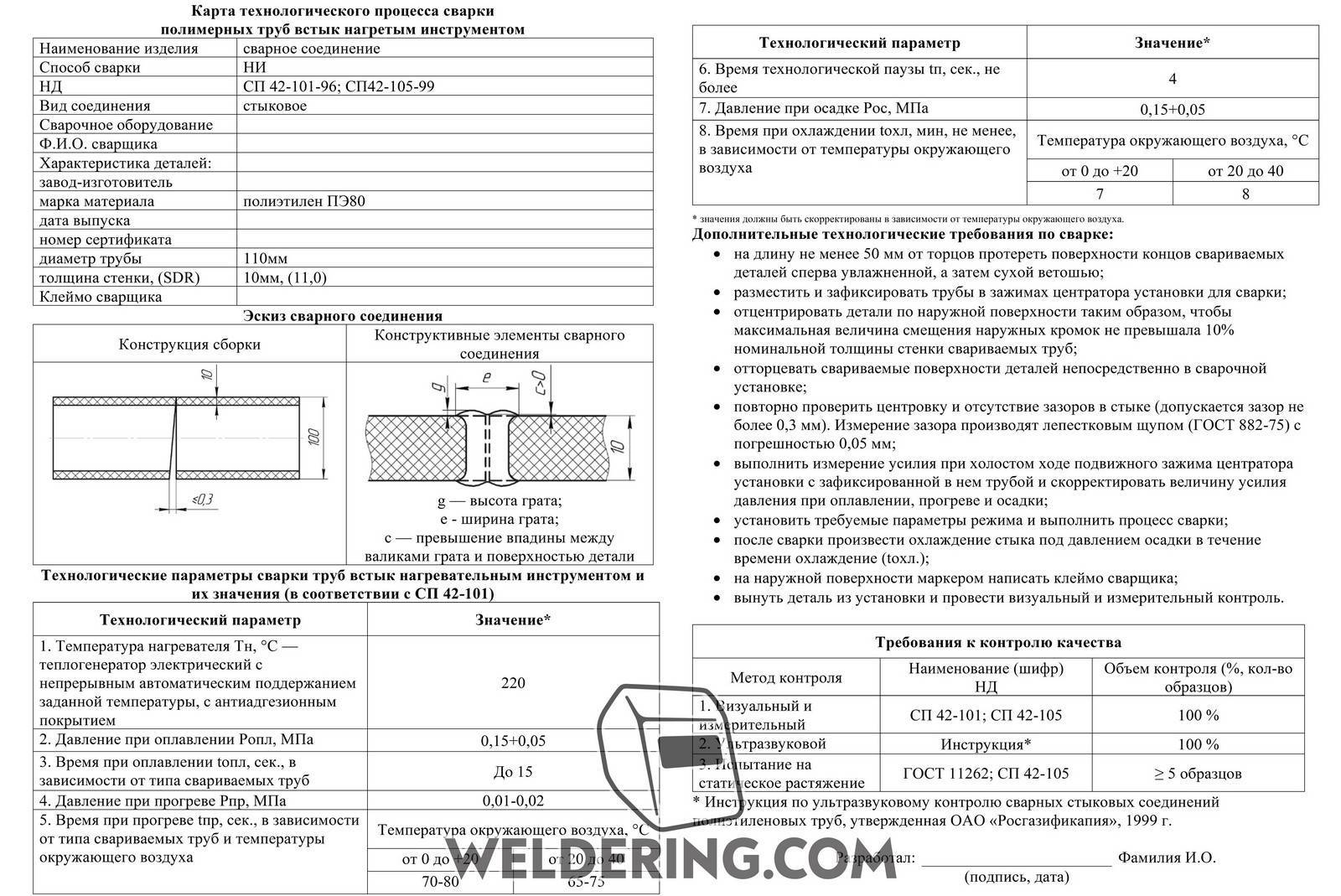
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС – можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Монтаж
Для того чтобы увеличить эффективность монтажных работ полиэтиленовых труб, стоит изучить варианты соединения двух изделий друг с другом.
Выделяются следующие методы:
- сварка;
- компрессионные фитинги;
- электромуфтовая сварка;
- фланцевое соединение.
Первый метод используется на практике чаще всего, поскольку имеет высокую степень надежности и образует герметичный и прочный шов между элементами конструкции водопровода. Технология сварки заключается в следующем: торцы изделий подвергают термообработке при использовании сварочного аппарата, после чего скрепляются друг с другом – благодаря этому образуется соединение. Такой способ в особенности актуален при обустройстве подземного трубопровода.
Фитинги являются вторым по популярности способом фиксации изделий между собой. Сегодня в продаже имеются различные компрессионные детали – тройники, муфты, переходные и угловые фитинги. Подобное многообразие дает возможность выполнять переход на резьбу. За чет использования таких элементов можно проложить систему водопровода любой конфигурации. Однако соединение коммуникаций, которые будут располагаться под землей, такими крепежными деталями выполнять не рекомендуется, поскольку фитинги нуждаются в регулярной профилактике.
Электромуфтовая сварка выполняется при использовании специальной разновидности фитингов – муфт. Они имеют в своем составе нагревательные элементы и клеммы. Последние нужны для соединения с нагревательным оборудованием.

Процесс соединения изделий происходит следующим образом: фитинги с обоих концов вставляются в трубы, после чего подключается нагревательное устройство, за счет которого спиральный элемент плавит муфту и основание трубы. В итоге на этом месте образуется прочный неразъемный шов.
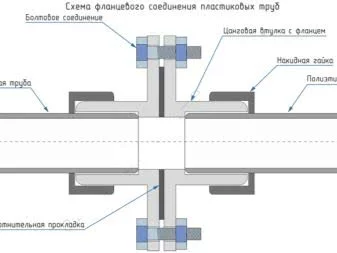
Фланцевое крепление применяется при переходе на резьбу. Такой вариант соединения не получил широкого распространения, однако при монтаже водопровода из ПНД-труб для холодного водоснабжения фланцы весьма популярны.




В пользу простого монтажа ПНД-труб говорит и широкий ассортимент соединительных элементов, которые используются в комплекте с трубами. Они дают возможность прокладывать системы любой конфигурации, а также позволяют соединить элементы друг с другом оперативно и максимально надежно. Специалисты выделяют ряд рекомендаций общего характера, которые помогут выполнить монтаж труб из полиэтилена низкого давления без риска допустить ошибку.
Следует выделить несколько основных правил.
Все монтажные работы следует начинать с создания подробной схемы расположения будущей системы водоснабжения. Составленные чертежи помогут провести максимально четкие подсчеты количества труб и соединительных элементов, которые понадобятся для магистрали.

В процессе самостоятельной транспортировки приобретенной продукции необходимо принять меры предосторожности, чтобы избежать ситуаций, в которых продукция может повредиться об острые предметы или рабочий режущий инструмент. Если планируется закладка ПНД-труб в почву, нужно предварительно провести подготовительные мероприятия, связанные с обустройством в траншее подушки из песка, слой которой не должен составлять менее 10 см. Как альтернатива песку, в качестве сырья для подушки под трубы можно использовать гравий
Как альтернатива песку, в качестве сырья для подушки под трубы можно использовать гравий
Этот дополнительный слой нужен для того, чтобы обезопасить изделия от риска повреждения стенок об острые края различных предметов, которые могут оказаться в грунте. Перед укладкой труб защитный слой нужно тщательно утрамбовать. Изделия, по которым будет происходить транспортировка холодной воды, должны быть уложены таким образом, чтобы места стыков элементов водопровода были слегка утоплены в насыпную подушку.
Во втором случае работы выполняются для помощи фланцевых либо же раструбных фитингов, которые имеют в своем составе эластичный уплотнитель. Этот вариант приемлем для коммуникаций, в которых движение жидкой среды внутри происходит без участия давления (для труб с диаметром до 35 мм). Для соединения труб разъемным методом нет необходимости в использовании специализированного оборудования либо инструмента.

При соблюдении простых правил трубопровод, выполненный из полиэтиленовых труб низкого давления, сможет обеспечить подачу в жилое строение либо на участок холодной воды в минимальные сроки.
Методы сварки
Если выполняется наружная укладка, все действия выполняются закрытым способом, прокладывая в траншеях. Соединение может выполняться, как разъемным, так и неразъемным способом.
Если рассматривать неразъемные соединения, то существует два способа сварки:
- встык;
- электромуфтовая.
Разъемные соединения бывают:
- «в раструб»;
- при помощи фланцев и фитингов.
Технология сварки
Рассмотрим технологии каждого вида сварки полиэтиленовых труб более подробно.
Сварка встык
Такая технология применяется для изделий диаметром более 5 см, а толщиной стенок более 5 мм.
Суть технологии состоит в следующем: торцы изделия нагреваются до начала расплавления. При таких условиях стыковка происходит на молекулярном уровне.
Для этого используется специальный сварочный аппарат. Торцы вставляются в него, между ними будет нагревающая плита. Осуществляется прижим с определенным давлением. Время процесса нагревания зависит от диаметра изделий и мощности сварочного аппарата.
Схема стыковой сварки
Когда нагрев до нужного состояния осуществлен, убирается плита, а трубы с давлением соединяются встык. Теперь нужно подождать, пока остынет материал, чтобы соединение обрело прочность.

Процесс сварки после удаления нагревательного элемента
Аппараты могут иметь гидравлический или механический привод. Лучшие образцы оснащены программным управлением, которое позволяет автоматически контролировать процесс и рассчитывать время процесса.
Электромуфтовая сварка
Этот способ используется для возведения безнапорных трубопроводов. Чтобы осуществить соединение таким методом, нужны электросварные фитинги. При этом использовать можно для деталей разной толщины и диаметра.

Процесс электромуфтовой сварки
Если следовать инструкции, то работы своими руками выполняют в такой последовательности.
- Сначала подготавливаются изделия и место. Дальше выбираются режимы сварочных работ, согласно размеров деталей. Внутренние поверхности должны быть качественно очищены. Для этого можно использовать специальные салфетки, пропитанные, к примеру, спиртом.
- Отрезать куски труб нужно аккуратно, не оставляя заусенцев, которые опасны при эксплуатации, так как при возникновении засора труба может забиться.
- Окисленный слой следует удалять специальными скребками – механическим методом.
- Дальше изделия закрепляют в позиционере, следя за соосностью.
- Чтобы дополнительно защитить места сварки, можно применить обмотку липкой лентой.
К контактам элетромуфты подаем напряжение, фитинг разогревается, а трубы свариваются.
Особенности действий с полиэтиленом низкого давления
Для того, чтобы сварной стык был прочным и долговечным, следует следить за соблюдением следующих правил:
- место сварки следует по возможности убрать, очистив от лишних предметов,
- свариваемые торцы и внутренняя поверхность фитингов необходимо очистит от механических загрязнений и обезжирить,
- до полного остывания и затвердевания шва трубы должны быть зафиксированы друг относительно друга,
- при нагреве торцов и фитингов нужно пользоваться специальным паяльником, использовать для этого фен недопустимо,
Дополнительные требования зависят от выбранного метода сварки ПЭ труб и указаны в руководстве пользователя к сварному оборудованию.
Также на нашем сайте читайте статью о сварке ПНД труб
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.

Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
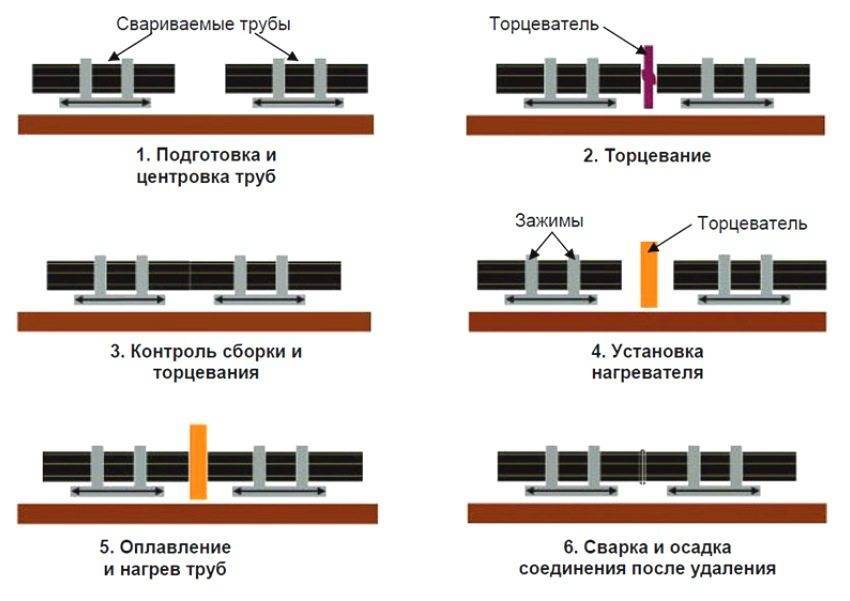





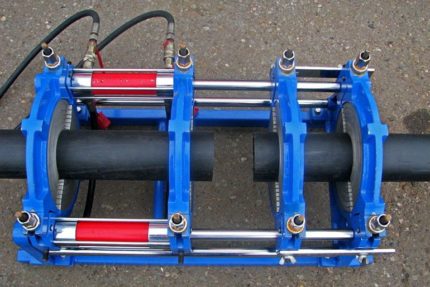
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
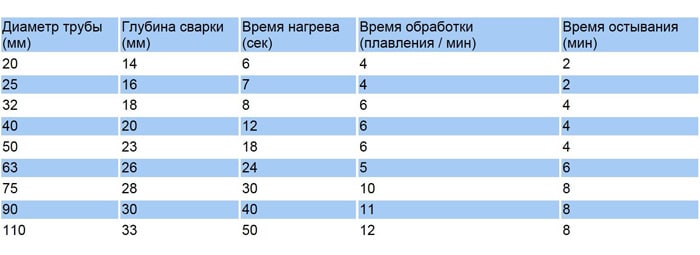
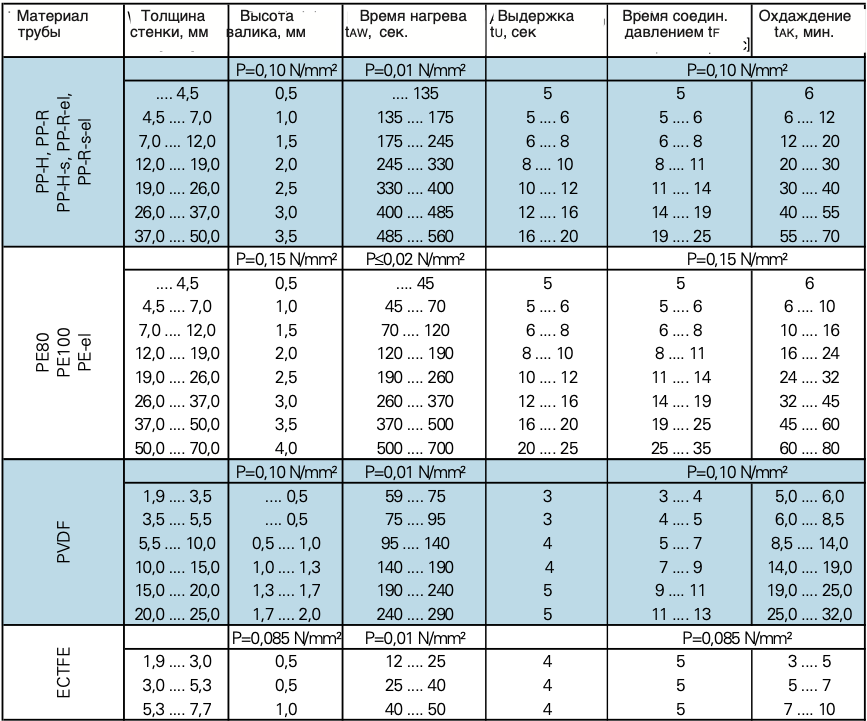
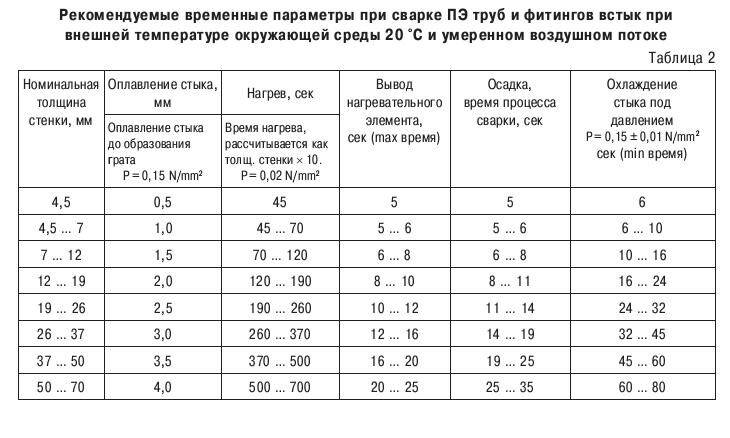
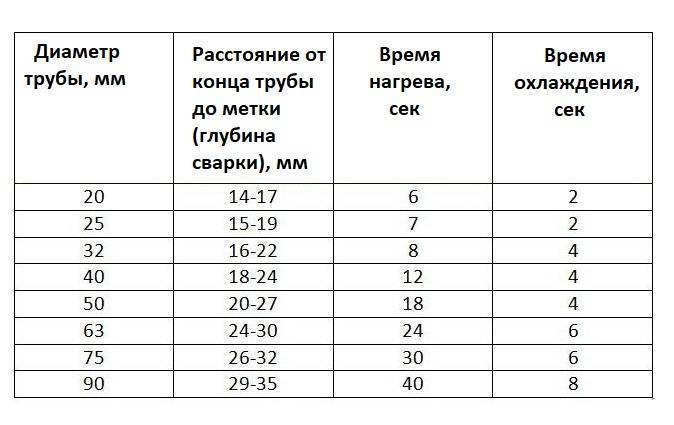
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Различия пластиковых труб
Нередко приходится слышать (от неспециалистов) о том, что металлопластиковые трубы стыкуются легко при помощи сварки.
Так вот, хотелось бы сказать, что такого понятия как сварка металлопластиковых труб, если речь касается именно монтажа, нет вообще.
Данное определение может применяться к процессу производства, а именно к сварке одного из слоев такого изделия — алюминиевой трубы. Она имеет толщину от 0,1 до 0,5 мм, и может соединяться при помощи сварки встык или внахлест.
Различают две разновидности соединительных элементов:Соединение металлопластиковых труб осуществляется при помощи специальных фитингов.
- компрессионные фитинги,
- пресс-фитинги.
Вторые более надежны, соединение осуществляется при помощи опрессовки изделий специальным инструментом. Компрессионные фитинги затягиваются обыкновенным ключом. Как видите, эти виды фитингов для металлопластиковых труб не имеют ничего общего со сваркой.
Вся путаница пошла с тех пор, как на рынок стали поступать полипропиленовые трубы, армированные алюминием. Для того, чтобы получить возможность применять пластиковые трубы в системах отопления, а также горячего водоснабжения, и пошли на этот шаг. Но в отличие от металлопластика, где слой алюминия представляет собой настоящую трубу, в данной продукции применяется фольга, причем чаще всего перфорированная.
Еще одна разновидность пластиковых труб — изделия из ПВХ. Такие трубы отличаются меньшим коэффициентом расширения. Но неоднозначность качеств ПВХ изделий (в части экологической безопасности) определило основную сферу их применения — канализация. Хотя трубы большого диаметра вполне целесообразно применять на магистральных водоводах.
Монтаж ПВХ труб осуществляется методом сварки или склеиванием.
Нюансы предварительной подготовки
 Высокого качества сварки полиэтиленовых труб невозможно достигнуть без тщательной подготовки:
Высокого качества сварки полиэтиленовых труб невозможно достигнуть без тщательной подготовки:
- оборудование для сварки должно быть исправным и чистым,
- при использовании гидравлики необходимо следить за уровнем жидкости в системе,
- ножи и другой инструмент, используемые для обрезки и торцевания, должны быть остро отточены и не иметь следов коррозии:
- место сварки необходимо очистить от посторонних предметов, загромождающих рабочую зону.
Следует также тщательно выполнять требования инструкции по использованию конкретного сварочного оборудования.
Требования к качеству соединений
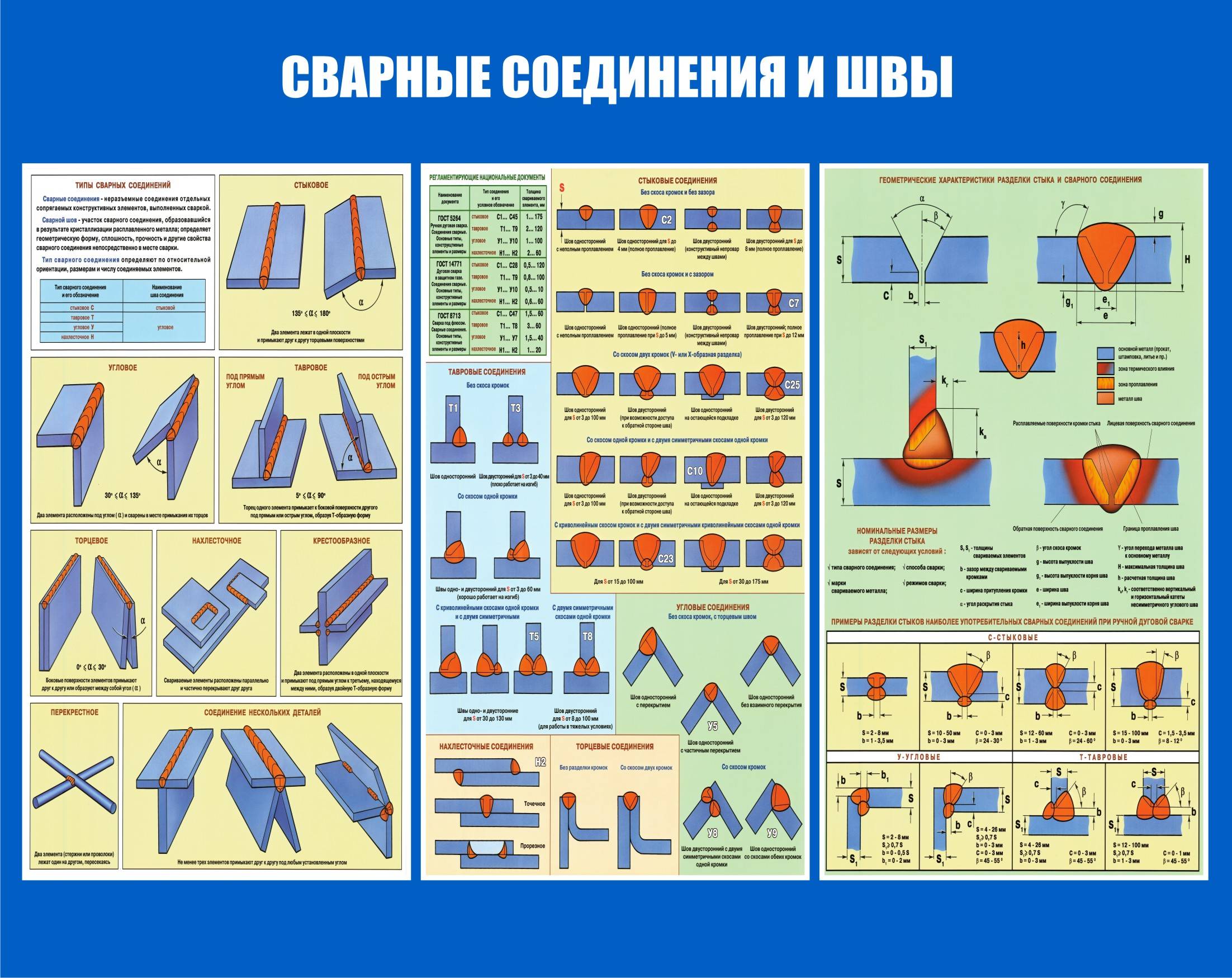
Сварные швы должны соответствовать следующим условиям:
- отсутствует радиальное смещение труб,
- отсутствует угловое смещение труб и фитингов относительно друг друга,
- при сварке встык буртики должны быть идентичны по форме и размерам,
Важно! Перед допуском в эксплуатацию проводится испытание трубопровода с обязательным осмотром всех стыков и выявлением подтеканий. Существует несколько методов сварки ПЭ труб
Конкретный метод выбирают исходя из диаметра, требований к прочности и долговечности стыков, а также из бюджетных соображений
Существует несколько методов сварки ПЭ труб. Конкретный метод выбирают исходя из диаметра, требований к прочности и долговечности стыков, а также из бюджетных соображений.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.

Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.

Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.



Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.

Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;
- электромуфтовая.
2 Общая идея
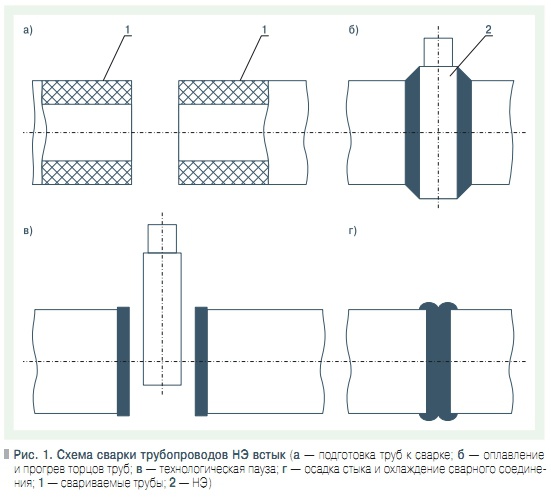
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
 |
|---|
| Рис. 1 Сварка труб встык |
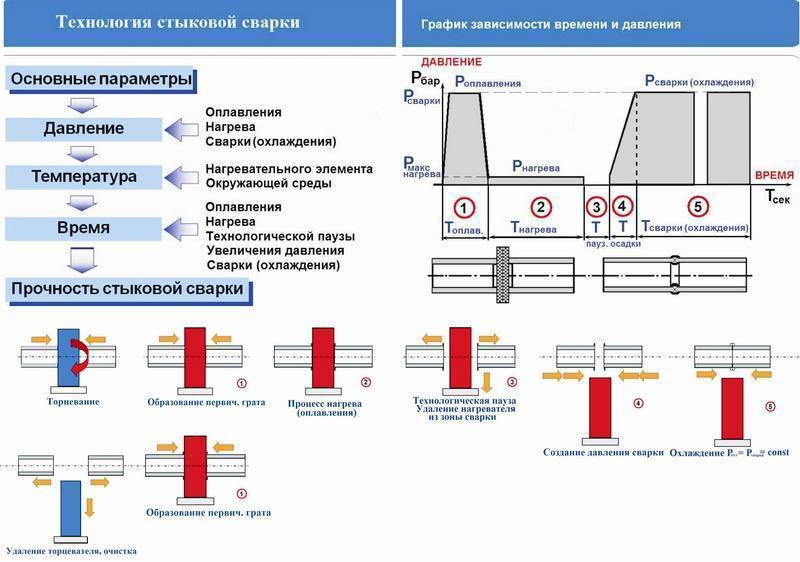
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
Выводы и полезное видео по теме
Порядок и особенности проведения стыковой сварки труб из полиэтилена с использованием механического аппарата:
Стыковая сварка полиэтиленовых труб с помощью автоматического оборудования:
На практике стыковая сварка полиэтиленовых труб своими руками не особо распространена. Это связано с тем, что для выполнения подобной работы требуется специальное оборудование, определенный уровень знаний, навыков.
Стыковую сварку полиэтиленовых труб стоит проводить в соответствии с установленными требованиями и правилами. Это обеспечит получение качественной и долговечной конструкции. Сварка стыковым методом имеет свою технологию, особенности и отличия.
Реализовать метод можно своими руками, но для этого важно создать необходимые условия, подготовить должным образом трубы. Если аппарата для сварки нет, то целесообразнее его арендовать
Рекомендуется предварительно ознакомиться с видео по теме стыковая сварка. Наглядно будет проще понять суть метода и особенности его реализации.
У вас есть опыт проведения стыковой сварки полиэтиленовых труб? Хотите поделиться своими знаниями в данной сфере или задать вопросы по проведению сварочных работ? Оставляйте, пожалуйста, комментарии, принимайте участие в обсуждениях – ниже расположена форма для обратной связи.
Выводы и полезное видео по теме
П¾ÃÂÃÂôþú ø þÃÂþñõýýþÃÂÃÂø ÿÃÂþòõôõýøàÃÂÃÂÃÂúþòþù ÃÂòðÃÂúø ÃÂÃÂÃÂñ ø÷ ÿþûøÃÂÃÂøûõýð àøÃÂÿþûÃÂ÷þòðýøõü üõÃÂðýøÃÂõÃÂúþóþ ðÿÿðÃÂðÃÂð:
áÃÂÃÂúþòðàÃÂòðÃÂúð ÿþûøÃÂÃÂøûõýþòÃÂàÃÂÃÂÃÂñ àÿþüþÃÂÃÂàðòÃÂþüðÃÂøÃÂõÃÂúþóþ þñþÃÂÃÂôþòðýøÃÂ:
ÃÂð ÿÃÂðúÃÂøúõ ÃÂÃÂÃÂúþòðàÃÂòðÃÂúð ÿþûøÃÂÃÂøûõýþòÃÂàÃÂÃÂÃÂñ ÃÂòþøüø ÃÂÃÂúðüø ýõ þÃÂþñþ ÃÂðÃÂÿÃÂþÃÂÃÂÃÂðýõýð. ÃÂÃÂþ ÃÂòÃÂ÷ðýþ àÃÂõü, ÃÂÃÂþ ôûàòÃÂÿþûýõýøàÿþôþñýþù ÃÂðñþÃÂàÃÂÃÂõñÃÂõÃÂÃÂàÃÂÿõÃÂøðûÃÂýþõ þñþÃÂÃÂôþòðýøõ, þÿÃÂõôõûõýýÃÂù ÃÂÃÂþòõýà÷ýðýøù, ýðòÃÂúþò.
áÃÂÃÂúþòÃÂàÃÂòðÃÂúàÿþûøÃÂÃÂøûõýþòÃÂàÃÂÃÂÃÂñ ÃÂÃÂþøàÿÃÂþòþôøÃÂàò ÃÂþþÃÂòõÃÂÃÂÃÂòøø àÃÂÃÂÃÂðýþòûõýýÃÂüø ÃÂÃÂõñþòðýøÃÂüø ø ÿÃÂðòøûðüø. ÃÂÃÂþ þñõÃÂÿõÃÂøàÿþûÃÂÃÂõýøõ úðÃÂõÃÂÃÂòõýýþù ø ôþûóþòõÃÂýþù úþýÃÂÃÂÃÂÃÂúÃÂøø. áòðÃÂúð ÃÂÃÂÃÂúþòÃÂü üõÃÂþôþü øüõõàÃÂòþàÃÂõÃÂýþûþóøÃÂ, þÃÂþñõýýþÃÂÃÂø ø þÃÂûøÃÂøÃÂ.
àõðûø÷þòðÃÂàüõÃÂþô üþöýþ ÃÂòþøüø ÃÂÃÂúðüø, ýþ ôûàÃÂÃÂþóþ òðöýþ ÃÂþ÷ôðÃÂàýõþñÃÂþôøüÃÂõ ÃÂÃÂûþòøÃÂ, ÿþôóþÃÂþòøÃÂàôþûöýÃÂü þñÃÂð÷þü ÃÂÃÂÃÂñÃÂ. ÃÂÃÂûø ðÿÿðÃÂðÃÂð ôûàÃÂòðÃÂúø ýõÃÂ, ÃÂþ ÃÂõûõÃÂþþñÃÂð÷ýõõ õóþ ðÃÂõýôþòðÃÂÃÂ. àõúþüõýôÃÂõÃÂÃÂàÿÃÂõôòðÃÂøÃÂõûÃÂýþ þ÷ýðúþüøÃÂÃÂÃÂààòøôõþ ÿþ ÃÂõüõ ÃÂÃÂÃÂúþòðàÃÂòðÃÂúð. ÃÂðóûÃÂôýþ ñÃÂôõàÿÃÂþÃÂõ ÿþýÃÂÃÂàÃÂÃÂÃÂàüõÃÂþôð ø þÃÂþñõýýþÃÂÃÂø õóþ ÃÂõðûø÷ðÃÂøø.
ã òðàõÃÂÃÂàþÿÃÂàÿÃÂþòõôõýøàÃÂÃÂÃÂúþòþù ÃÂòðÃÂúø ÿþûøÃÂÃÂøûõýþòÃÂàÃÂÃÂÃÂñ? Ã¥þÃÂøÃÂõ ÿþôõûøÃÂÃÂÃÂàÃÂòþøüø ÷ýðýøÃÂüø ò ôðýýþù ÃÂÃÂõÃÂõ øûø ÷ðôðÃÂàòþÿÃÂþÃÂàÿþ ÿÃÂþòõôõýøàÃÂòðÃÂþÃÂýÃÂàÃÂðñþÃÂ? ÃÂÃÂÃÂðòûÃÂùÃÂõ, ÿþöðûÃÂùÃÂÃÂð, úþüüõýÃÂðÃÂøø, ÿÃÂøýøüðùÃÂõ ÃÂÃÂðÃÂÃÂøõ ò þñÃÂÃÂöôõýøÃÂàâ ýøöõ ÃÂðÃÂÿþûþöõýð ÃÂþÃÂüð ôûàþñÃÂðÃÂýþù ÃÂòÃÂ÷ø.