Сварка вертикальных, горизонтальных и потолочных швов
Сварка швов в вертикальном, горизонтальном и потолочном положении
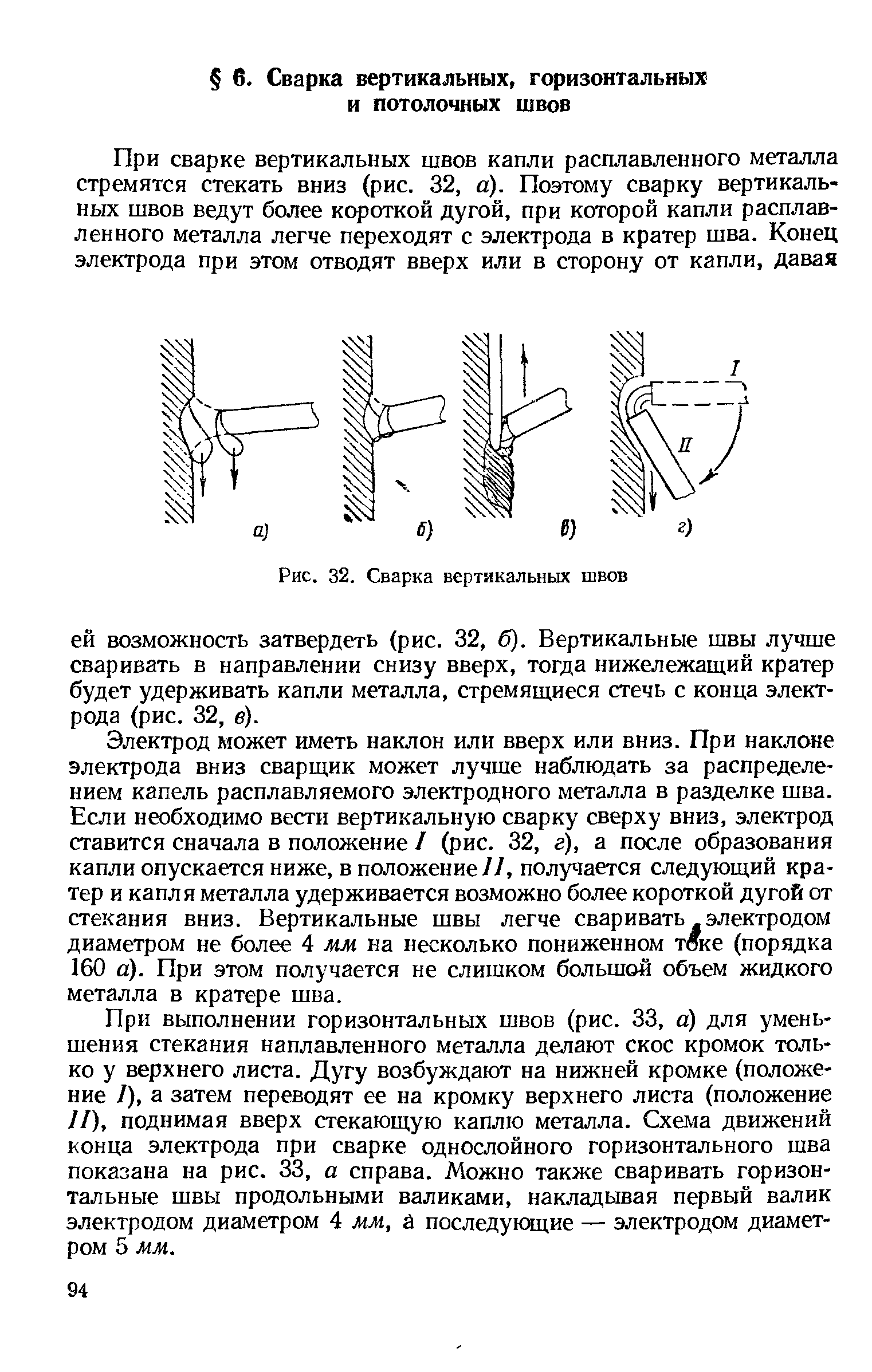
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от сварки швов в нижнем положении, сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, сварку металлов стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
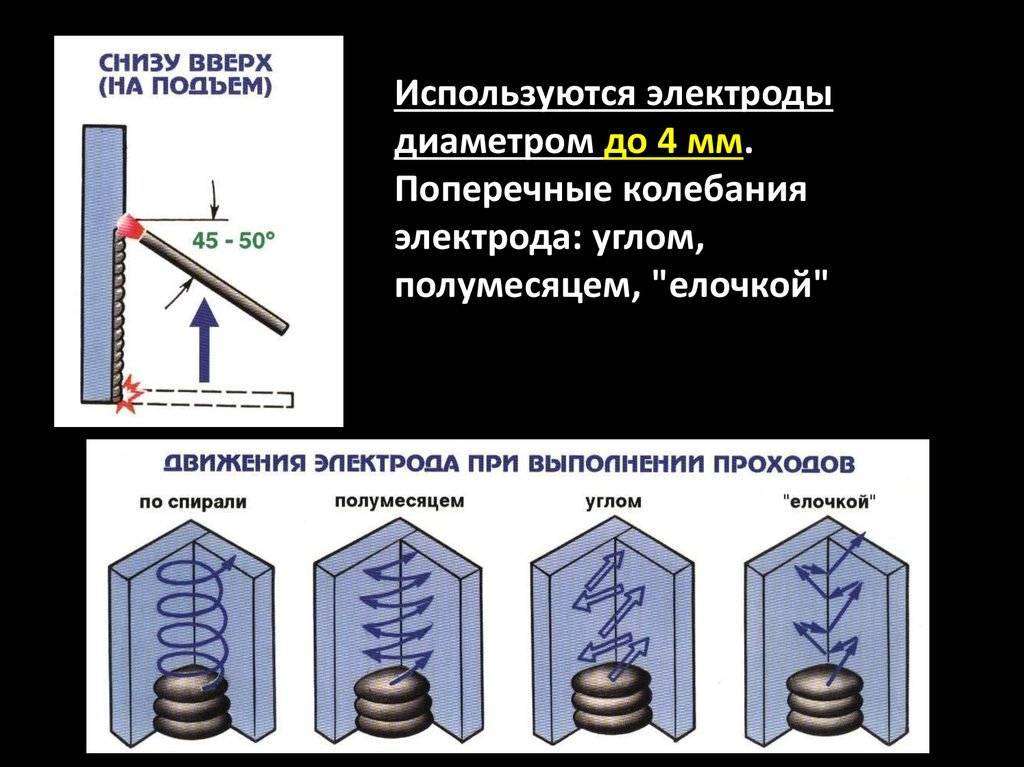
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при выборе режимов ручной дуговой сварки, силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. Электроды для ручной дуговой сварки в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
Сварка вертикальных швов
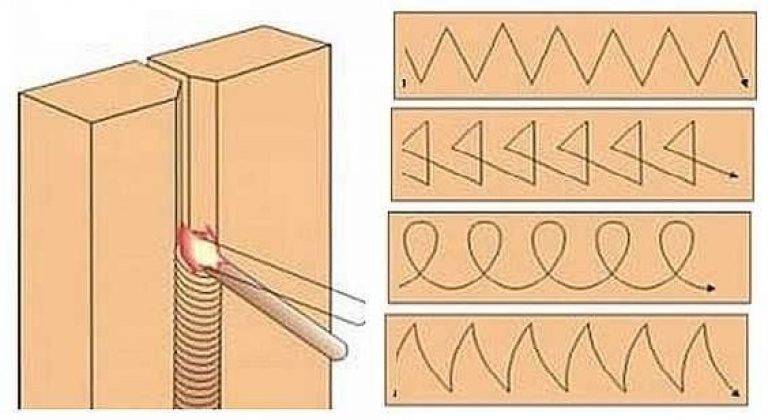
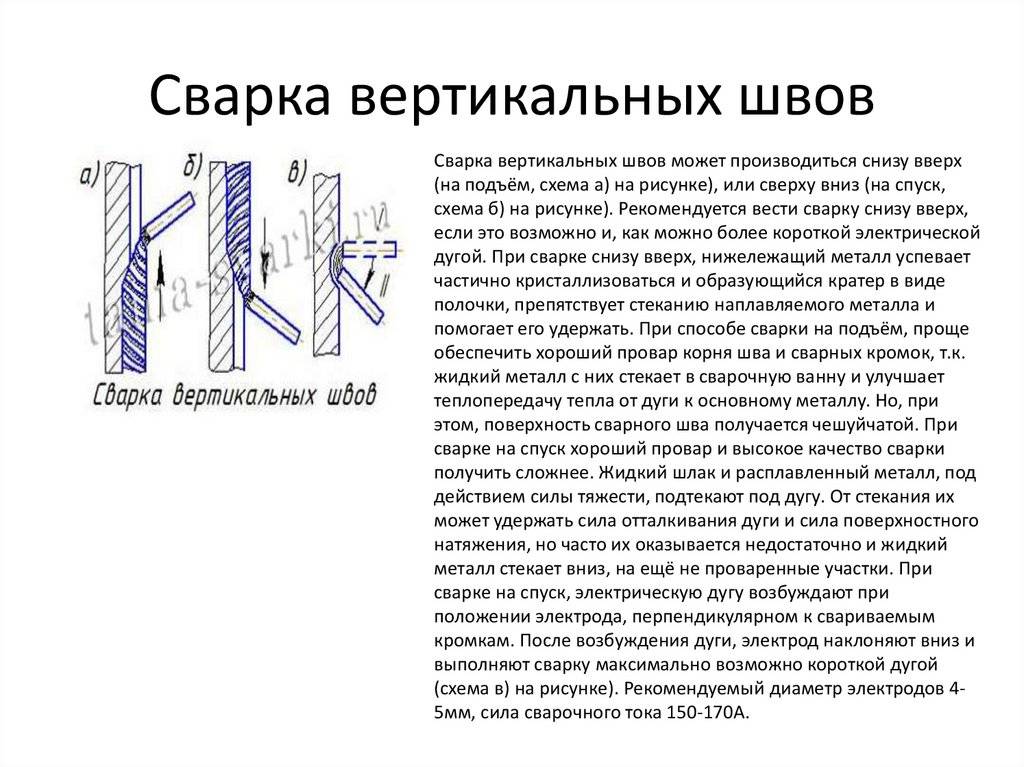
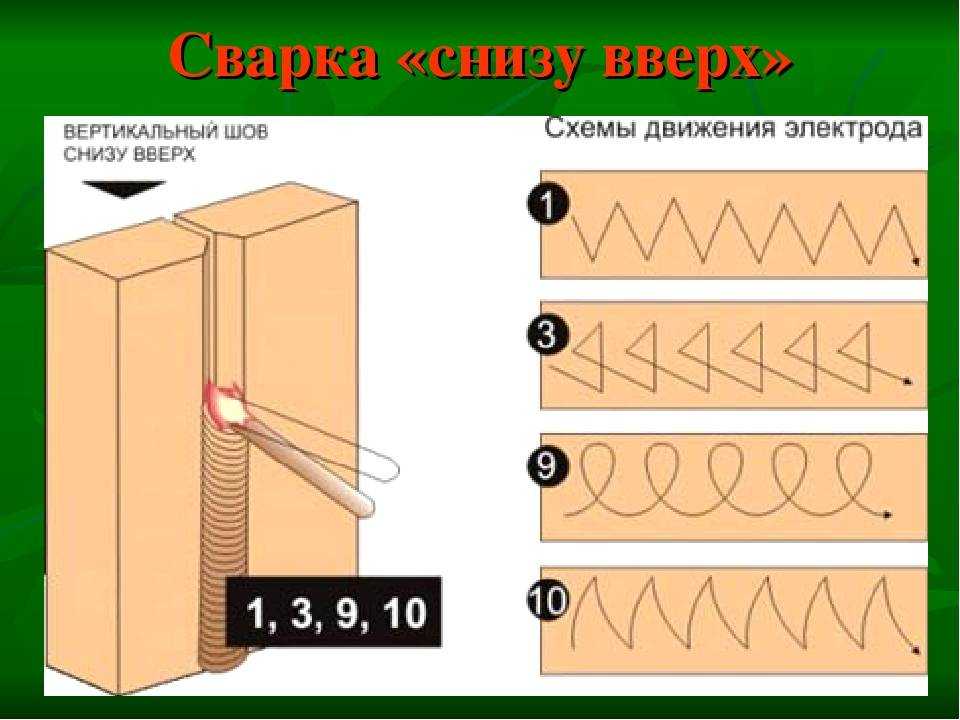
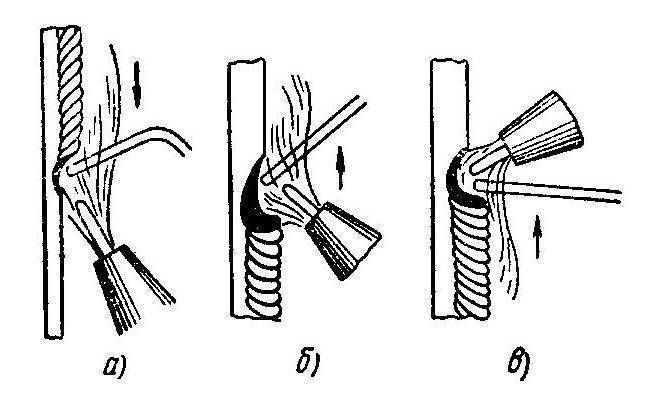
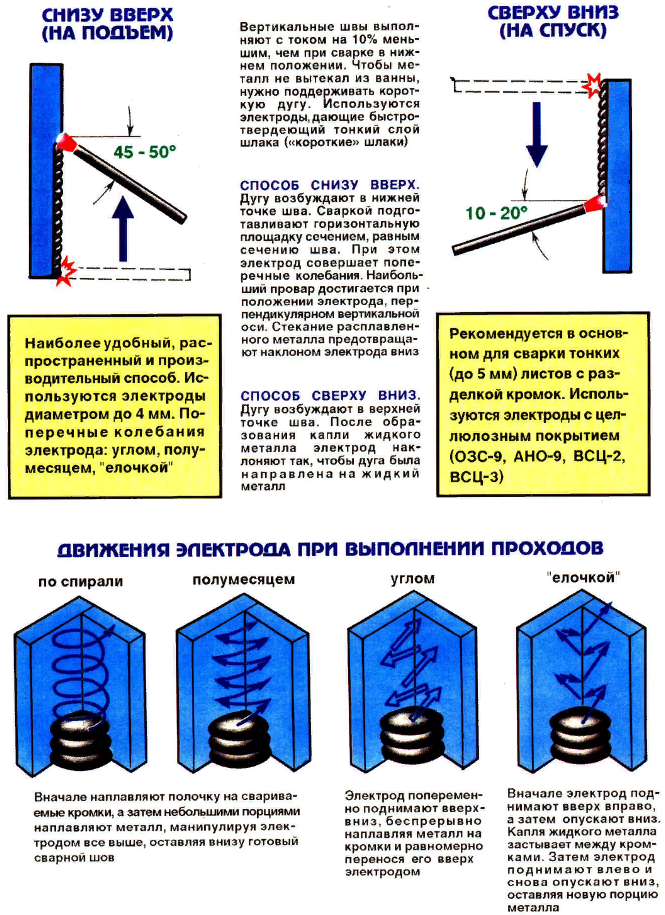
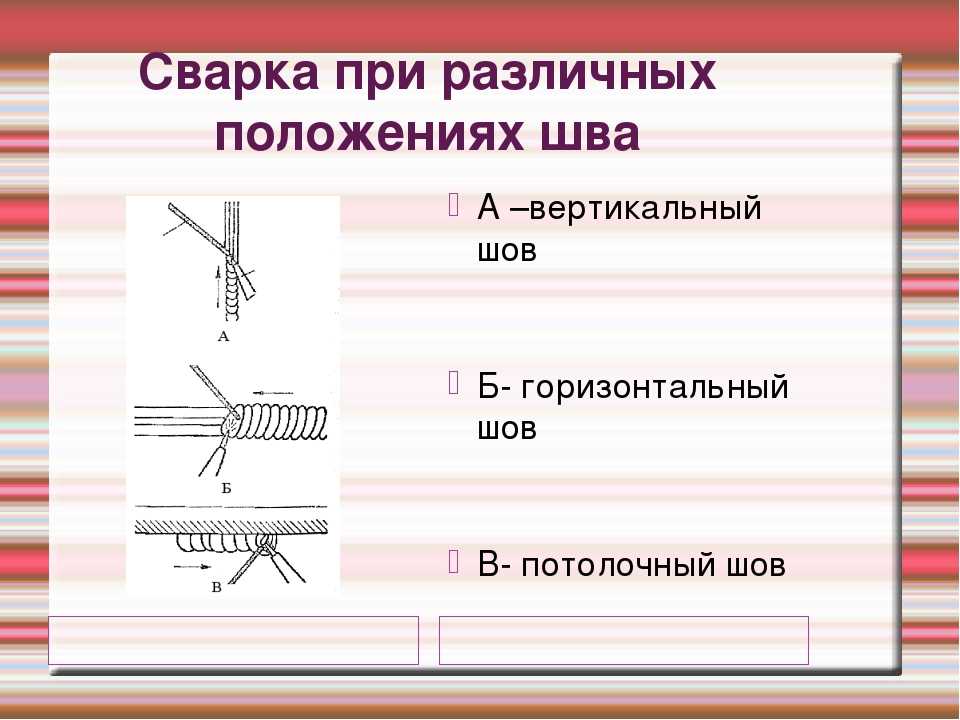
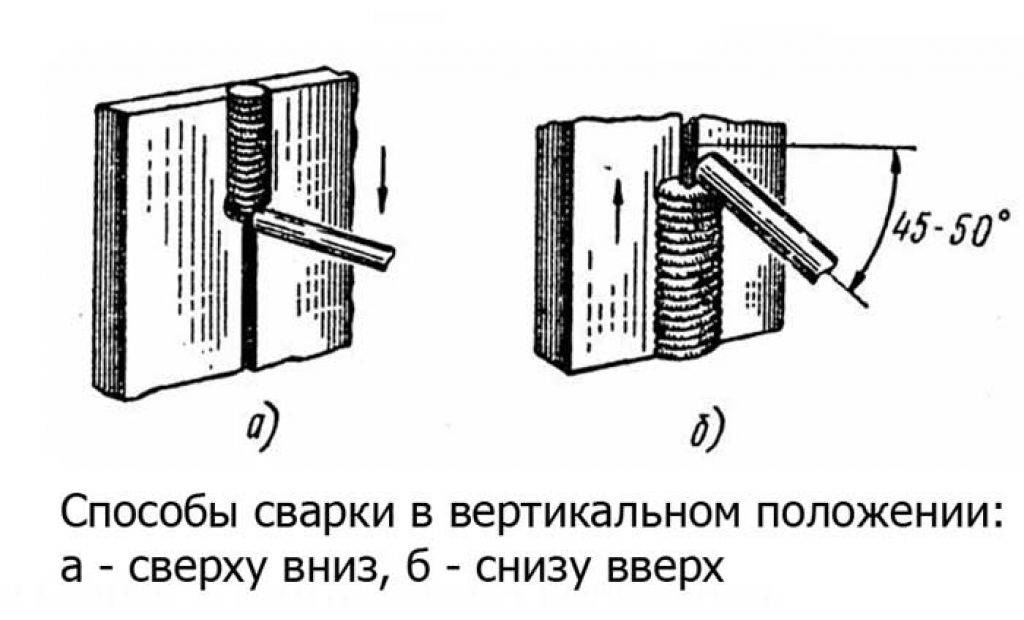
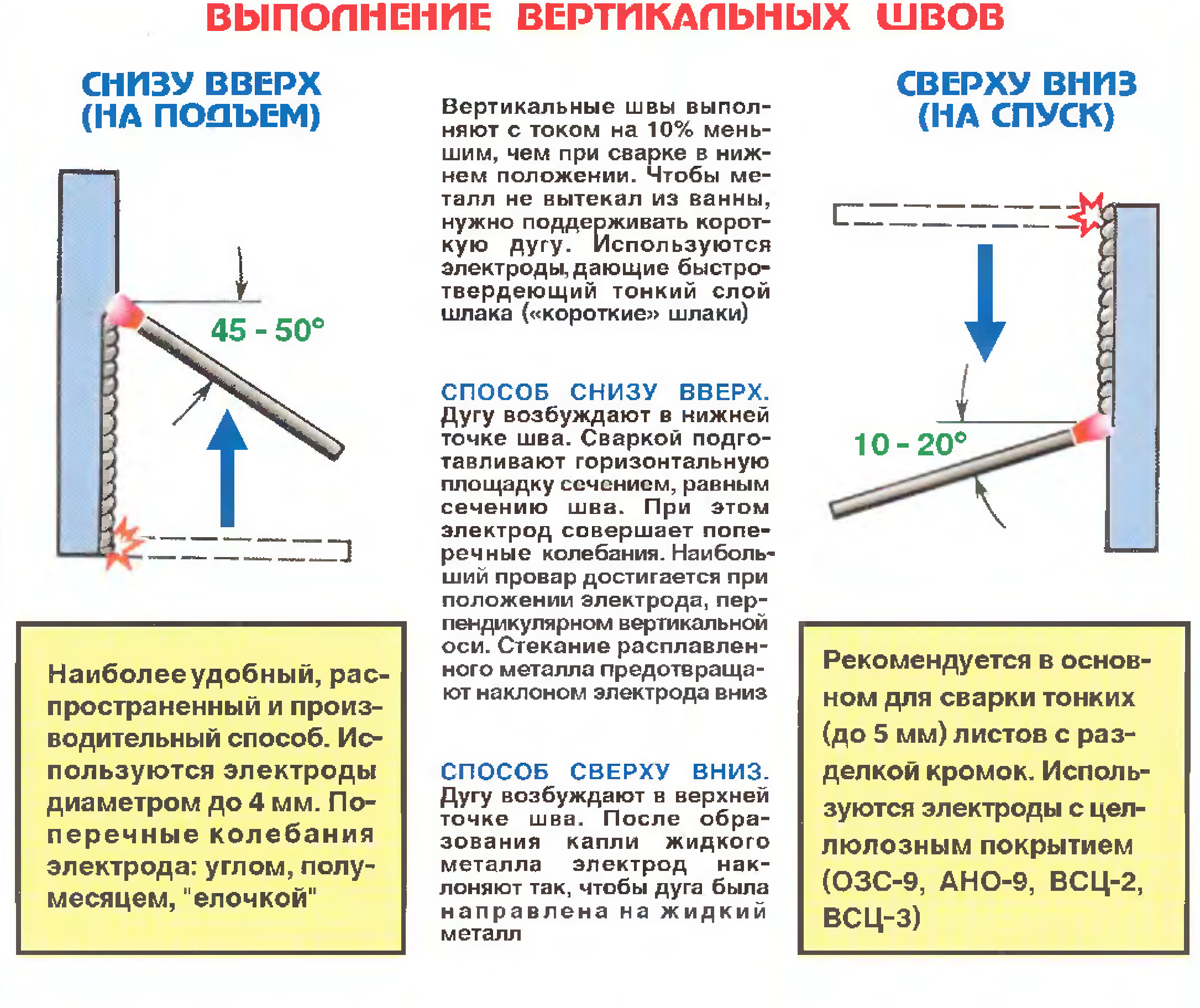
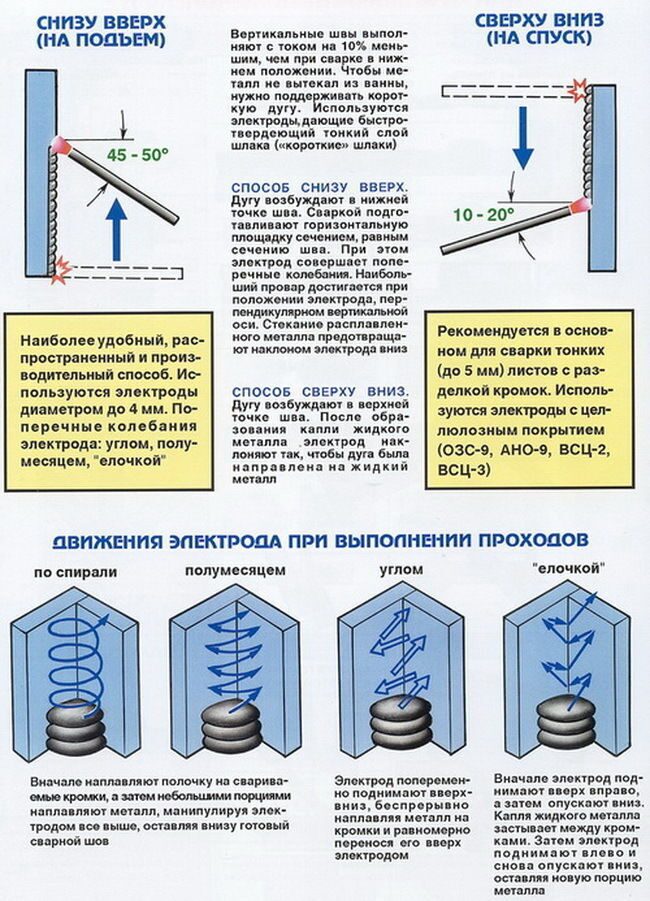
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать. При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Сварка горизонтальных швов
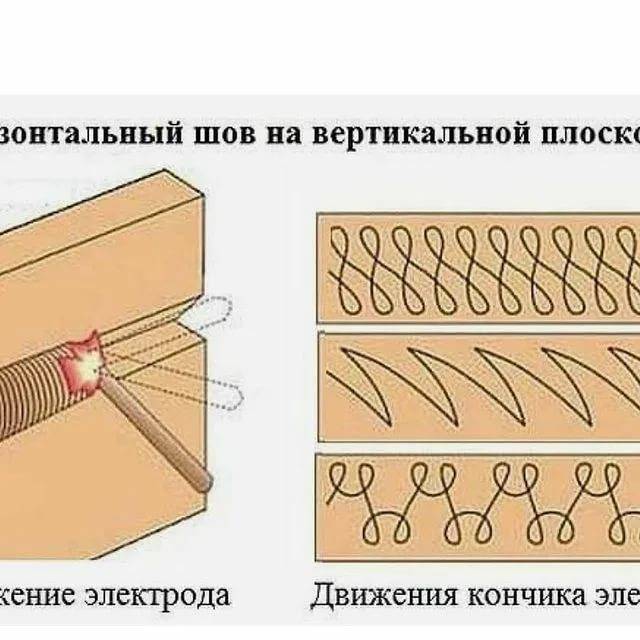
Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит это из-за того, что при сварке стыковых швов, находящихся в горизонтальном положении, расплавленный металл из сварочной ванны перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания металла, могут образоваться дефекты в сварном шве в виде подрезов. При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Сварка угловых швов в горизонтальном положении (в соединениях внахлёст, см. схему б) на рисунке) , по технике исполнения близка к сварке в нижнем положении и сложностей при такой схеме не возникает. Сварку горизонтальных швов выполняют, обычно, электродами диаметром 4-5мм.
Сварка потолочных швов
Сварка потолочных швов требует от сварщика высокой квалификации т.к. сварка в потолочном положении является наиболее сложной для исполнения. Её рекомендуется выполнять, периодически замыкая электрод на свариваемый металл. В промежутках между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет уменьшить объём сварочной ванны.
Особенности вертикальных швов
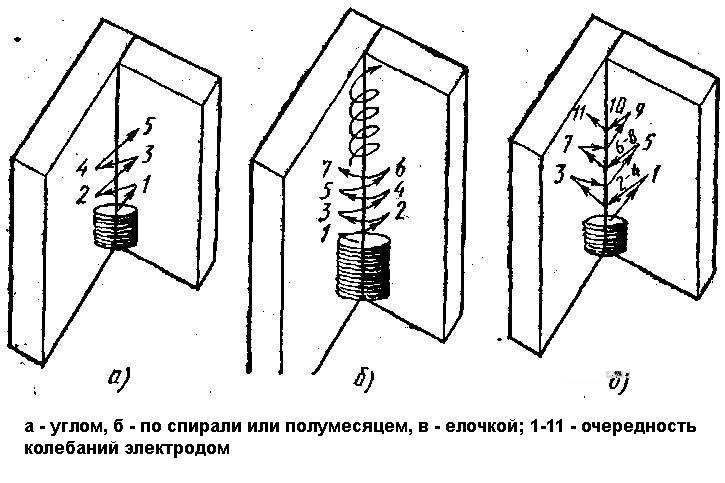
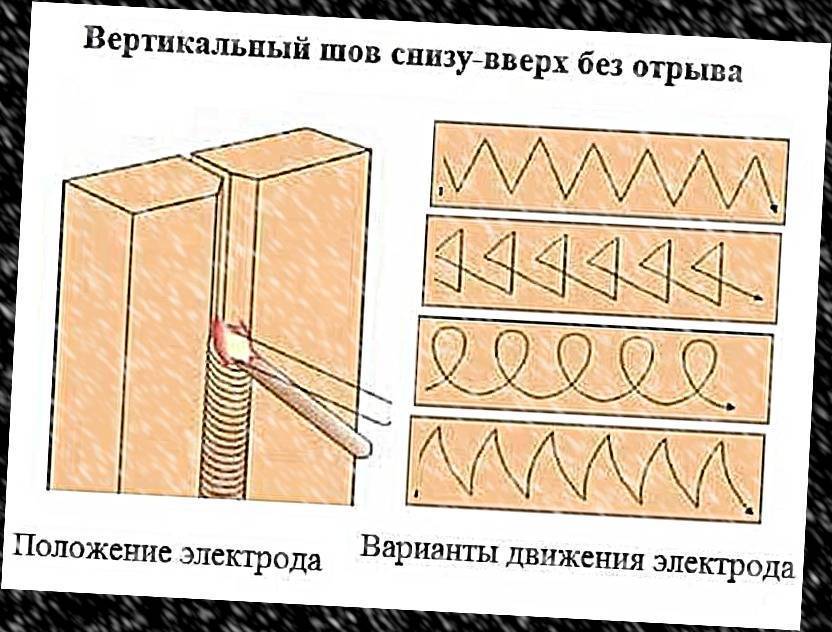
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Инвертор или полуавтомат
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» — небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
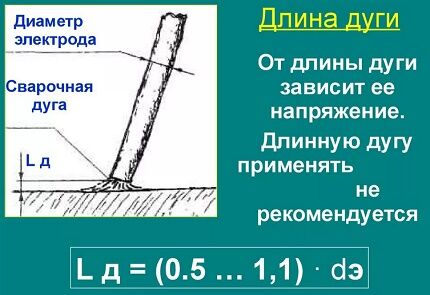
Особое значение для техники сварки имеет длина электрической дуги. Именно за счёт этого параметра выстраивается правильная или неправильная структура сварного шва
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.





Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
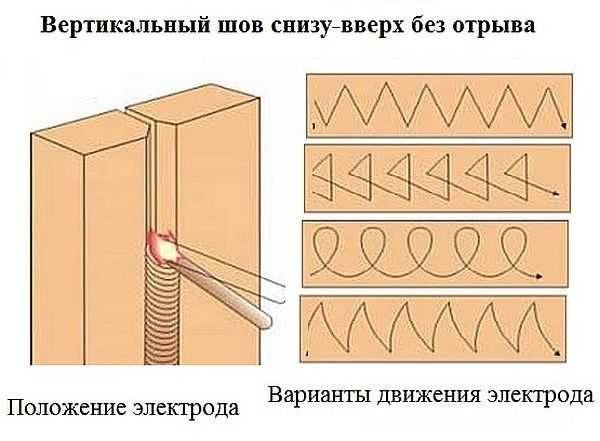
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
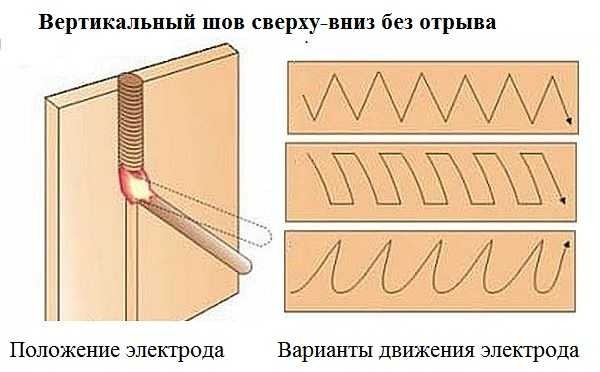
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Орудия для работ
Соединение шва при горизонтальных работах будет прочным в случае использования всех необходимых инструментов.
Поговорим о популярных устройствах, используемых в 21 веке:
- Преобразователь. Он необходим для того, чтобы получать статичный ток. Не стоит экономить на трансформаторе. Недорогие экземпляры не работают на полной мощности и могут не подойти для сварочных работ. Если выбирать этот тип оборудования, тогда стоит потратить на него много денег. Несмотря на высокую производительность преобразователя, он отличается высоким весом детали. При активной работе и постоянных перемещениях этот аппарат вам не подойдёт.
- Выпрямительный агрегат. Устройство необходимо, чтобы изменять активный ток, который используется в быту, на статичной. От преобразователя это устройство отличается тем, что арка работает без сбоев и скачков электричества. Можно получить швы высокого качества. Но только при том, что вы будете придерживаться всех рабочих технологий.
- Обращатель. Эти механизмы появились всего 10-15 лет назад. Но среди сварщиков они очень актуальны. Аппараты считаются многофункциональными, способными работать с любым типом тока. Преимущества инверторов привлекают многих мастеров: он небольшой в весе, с ним справится даже новичок, а также он обладает высокой эффективностью.
Это интересно: Сварка потолочных швов, последовательность выполнения работ
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Все о сварке вертикальных швов

С появлением электросварки стало возможным соединение любых металлов. Процесс включает в себя соединение металлических конструкций путем нагрева и плавления электрической дугой. Электрическая сварка широко используется в различных областях. Однако эта технология требует определенных знаний, навыков и умений. Существуют различные методы сварки, типы электродов, скорости и амплитуды, в зависимости от типа металлов и возможностей соединения.
Характеристики
Сварка вертикальных швов имеет несколько особенностей. Например, При нагревании сплава образуются капли металла, которые постоянно стремятся скатиться. Этот процесс вполне естественен, но он также создает много трудностей. Например, эти капли не обеспечивают качественного облучения обрабатываемой области. Для вертикальных соединений, по мнению экспертов, лучшим решением является меньшая длина дуги. Это способствует тому, что силы поверхностного натяжения облегчают прохождение электрода к суставу. Для затвердевания капли непосредственно во время сварки слегка сдвиньте стержень в одну сторону. После отвода тепла металл очень быстро затвердевает.
Важно учитывать, что верхняя зона ускоряет плавление металла. Более быстрая кристаллизация также наблюдается в местах соединений и различных сварных швов
Одним из важных параметров является сила тока. Как правило, выбирается более низкое значение, чем обычно.
Также не стоит забывать о технике точечной сварки, которая позволяет соединить два компонента в единое целое.
На долговечность сварных металлических конструкций влияет качество и надежность соединения. В любой конструкции шов может стать одним из самых уязвимых мест. Именно по шву можно увидеть, насколько хорошо выполнена сварка. Для мастера с небольшим опытом вертикальная сварка является очень сложной техникой. Тем не менее, его стоит выучить, так как он используется довольно часто






При соединении металлических конструкций таким способом важно соблюдать несколько правил, иначе можно получить некачественный результат. Для вертикальных швов рекомендуется использовать короткую дугу
В противном случае затирка может потечь из-за таяния.

При прямом обжиге старайтесь располагать рабочую часть перпендикулярно обрабатываемым поверхностям. Это позволяет получить затирку высокого качества. Во время процесса лучше всего стараться держать электрод слегка наклоненным вниз. Именно соблюдение острого угла позволяет удерживать раскаленный металл так, чтобы он не стекал вниз. Следует отметить, что не всегда возможно предотвратить стекание капель металла вниз. Однако можно увеличить силу тока и перемещать заготовку быстрее.
Однако этот метод требует осторожности, чтобы дуга не увеличилась слишком сильно. Вы также можете перемещать электрод из стороны в сторону, чтобы увеличить ширину сварного шва
Другие виды сварки
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков
С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика
Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх
Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Ближе к конкретике …
Говоря о сварных швах, новичкам нужно определиться, каковы критерии хорошего и плохого шва. Поэтому вначале освойте немного теорию.
При сварке бытовых теплиц из уголков малого сечения, монтаже заборных секций, лестничных поручней, карнизов, навесов и других тому подобных вещей качество сварки не играет какой-то ведущей роли, поскольку нагрузки на такие изделия незначительные. И совсем другие требования к прочности шва предъявляются при сварке высоконагруженных конструкций: опор, перекрытий, несущих узлов автомобилей, прицепов, магистральных жидкостных, газовых и нефтяных трубопроводов под давлением, мостов. Швы таких конструкций уже проверяются неразрушающими методами контроля (НМК).
Однако, самый первый метод, по которому оценивается качество сварного шва — это визуальный осмотр. Если сварщик сам сможет оценить свои швы, значит его мастерство начнет быстро расти, он увидит свои ошибки и в дальнейшем не допустит их повторения.
Как научиться сварке? Неплохо было бы начать с изучения бумажной части…
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
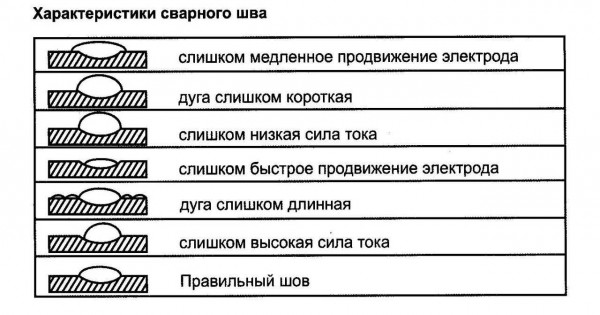
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
 Ошибки, которые могут возникнуть при сварке
Ошибки, которые могут возникнуть при сварке
Непровар
 Одна из ошибок, которые допускают начинающие сварщики: непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
О выборе инверторного сварочного аппарата для дома и дачи читайте тут.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.


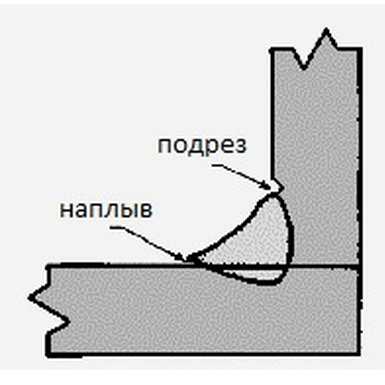 Подрез в угловом соединении
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
 Так выглядит прожог шва при сварке
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
 Основные дефекты сварных швов
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
 Холодные трещины ведут к разрушению изделия
Холодные трещины ведут к разрушению изделия
Техника сварки инверторным аппаратом описана тут.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.