Где используется трубогиб гидравлического типа?
Эта разновидность трубогиба имеет широкую область применения. Однако, наиболее популярен он при ремонтных работах. При монтаже трубопровода он является незаменимой вещью, так как выполняет гибку труб под разными углами и благодаря этому получаются нужные конфигурации конструкций.
Сгибание труб на таком устройстве позволяет получить надёжные изгибы и не испортить деталь (например, если попытаться согнуть трубу вручную — она может попросту лопнуть или деформироваться так, что её дальнейшее применение в системе будет невозможно).
При монтаже трубопроводной коммуникации из металла этот аппарат позволяет получить меньшее количество швов и соединений, которые, как правило, считаются проблемными местами и в будущем могут протечь. Кроме этого, сварочные работы для соединения прямых отрезков с поворотными деталями требуют наличия специального оборудования и навыков. Приспособления для гибки труб применяются при монтаже следующих систем:
- отопления;
- кондиционирования;
- водопроводов;
- газопроводов.
Помимо этого, гидравлический аппарат используется для получения различных каркасных конструкций, ограждений и прочих сооружений разного назначения и масштаба.

Трубогиб с гидроприводом можно использовать в производственных масштабах
Конструктивное исполнение трубогибов
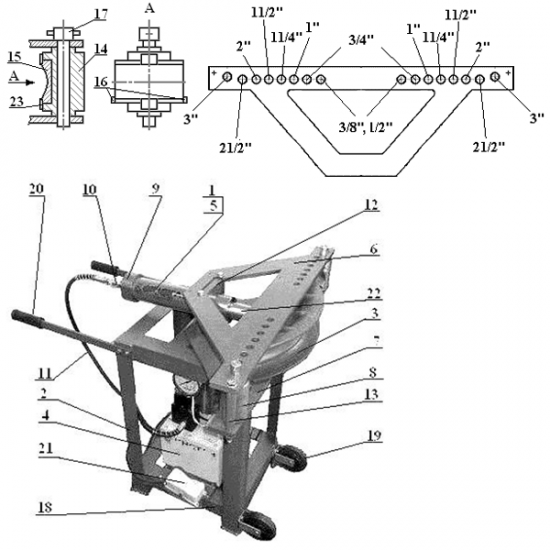
Инструменты с гидравлической силовой тягой по их конструктивному исполнению бывают горизонтальные и вертикальные. Первые конструкции отличаются размещением гидроцилиндра в горизонтальной плоскости. Соответственно, направление силового действия также осуществляется в горизонтальной плоскости. Для вторых конструкций отличительная черта – вертикальное расположение гидроцилиндра и вертикальное силовое направление.
Модели горизонтального и вертикального трубогибов с гидравлическим приводом, управляемым вручную. Также есть универсальные конструкции, действующие в обоих положениях
Если в данном случае судить о преимуществах и недостатках с учётом выбора инструмента, за основу следует брать:
- условия обработки труб;
- габаритные размеры труб;
- площадь рабочего помещения;
- удобства работы с точки зрения пользователя.
А сейчас более подробно о характеристиках.
Смазка для гидравлических устройств
Каждое приспособление, в состав которого входят подвижные элементы, нуждается в смазке. Для осуществления рабочего процесса гидравлического трубогиба нужно специальное масло. Такое масло должно обладать следующими характеристиками:
- Чистота масла при перепадах температур. Оно должно обладать достаточной прозрачностью и не иметь тенденции к образованию осадка при низких и высоких температурах.
- Гидролитическая стабильность. При попадании на гидравлический трубогиб воды, масло должно обеспечивать работоспособность механизма и оберегать его от ржавления.
- Фильтрационные качества. Масло должно иметь не слишком густую консистенцию, чтобы свободно проходить через очистительные фильтры.

Для обслуживания трубогиба нужно применять качественные средства
Соответствие вышеперечисленным требованиям позволяет защитить гидравлическое оборудование и продлить срок его эксплуатации. Гидравлическая смазка является необходимой частью любого подвижного механизма. Без него эксплуатация такого оборудования попросту невозможна. Кроме защитных свойств, смазка позволяет уменьшить физическую нагрузку при сгибании труб.
Гидравлические трубогибы рамные горизонтальные (арбалетные)
В общей массе, это мощное, профессиональное оборудование, которое позволяет гнуть трубы непосредственно на строительном объекте, в посменном режиме работы. В этой категории наиболее широко представлены модульные устройства. С универсальными возможностями в плане габаритов и профиля обрабатываемой заготовки.
3. Jet JHPB-2 — от 25 000 рублей

Переносной инструмент на собственном штативе, для работы с усиленными газо- и водопроводными трубами.
За счёт треноги прибор устойчив. Рама вращается в горизонтальной плоскости – можно выбрать удобное положение, не переставляя всю конструкцию. Верхняя часть рамы откидывается, что упрощает установку и извлечение оснастки и заготовок. Опоры 4-хсторонние – исключают излишний перекос прижатой заготовки. Они плотно трут по трубе, поэтому их рекомендовано смазывать, что может быть неприемлемо для труб в оболочке.
Пластиковая пробка с отверстием, из пакета с метизами, перед работой должна быть вкручена вместо глухой на гидроцилиндре. Как вариант – выкрутить на 0.5-1 оборота глухую пробку. Плотно вкручивать только для транспортировки.
| Характеристика | Значение |
|---|---|
| Габариты заготовки, дюйм | ½, ¾, 1, 1¼, 1½, 2 |
| Максимальный угол гиба, градусы | 90 |
| Усилие гидроцилиндра, кПа | 8.8 |
| Вес, кг | 52 |
| Комплектация | 6 гибочных шаблонов, комплект уплотнителей, разборный штатив |
Обзор Jet от дилера:
https://youtube.com/watch?v=rQzdKUuexnU
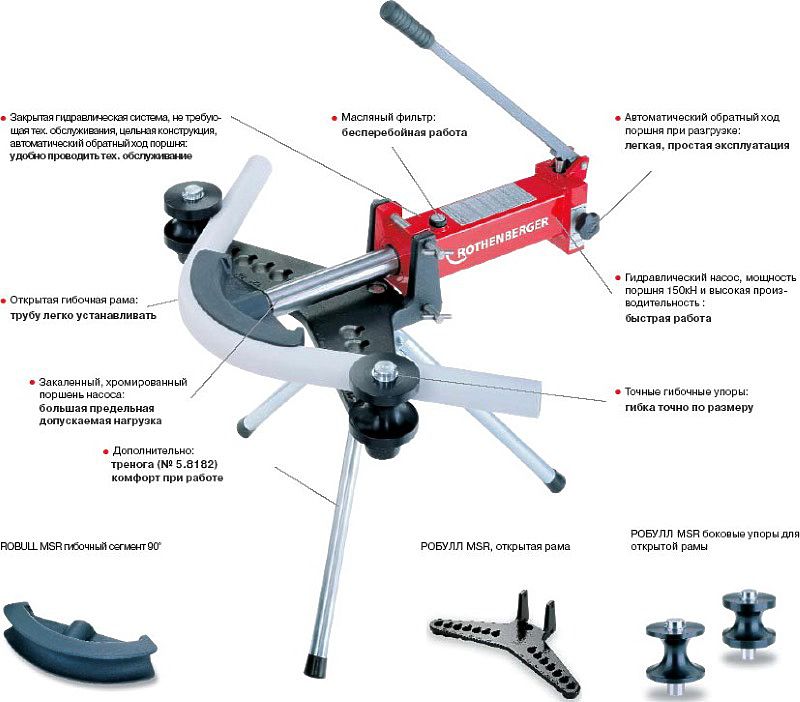
4. Rothenberger Robull e — от 138 890 рублей

Модульное оборудование с открытой рамой и гидросистемой на 15 кПа. Гнёт трубы до 900, без ограничения максимальной толщины стенки.
Закрытый узел гидравлики не требует техобслуживания. Допустима только замена гидравлической жидкости, по мере падения уровня. Открытая рама удобна при интенсивной работе. На один из 2-х 4-хсторонних упоров нанесена шкала транспортира, с делениями по 150. Тяжёлое устройство собирается из отдельных элементов, поэтому его можно переместить и без привлечения помощника. Мощность и комфорт в эксплуатации стоят дорого – покупка Robull e целесообразна только для ежедневного профессионального использования в строительной сфере.
Приятным бонусом оказалась политика производителя в отношении профинструмента: не обязательно приобретать базовый комплект и модернизировать его под конкретные условия. Можно сразу компоновать свой трубогиб из предлагаемых модулей.
| Характеристика | Значение |
|---|---|
| Габариты базового набора шаблонов, дюйм | ⅜, ½, ¾, 1, 1¼, 1½, 2 |
| Максимальный угол гиба, градусы | 90 |
| Усилие гидроцилиндра, кПа | 15 |
| Вес, кг | 60 |
| Комплектация | На усмотрение заказчика |
Видеодемонстрация Robull e:
5. VIRAX — от 145 608 рублей

Базовая версия гидравлического стнка с закрытой рамой. На её основе собирается оборудование для обработки разных труб.
В базе нет штатива и шкалы для точного гиба. По желанию заказчика, устройство может быть укомплектовано разными наборами шаблонов. Основной – 7 штук, до 2ʺ. Дополнительно производитель предлагает усиленные матрицы – для газовой трубы, со стенкой до 4 мм. Есть шаблоны для металлопластиковой заготовки – у них соотношение радиуса гиба к диаметру трубы не менее чем 5 к 1, что соответствует тех.регламенту от производителей многослойных труб. Мощности обслуживаемого гидроцилиндра достаточно для любого набора оснастки.
Обратите внимание – настраивать устройство под трубы лёгкой серии надо по таблице из мануала. Сочетания шаблонов и положения валов, приемлемые для других трубогибов, в случае с VIRAX приведут к непредсказуемому результату
| Характеристика | Значение |
|---|---|
| Габариты базового набора шаблонов, дюйм | ⅜, ½, ¾, 1, 1¼, 1½, 2 |
| Максимальный угол гиба, градусы | 90 |
| Усилие гидроцилиндра, кПа | 8 |
| Вес, кг | 77 |
| Комплектация | 7 шаблонов, рама с упорами, гидроцилиндр |
Видеообзор VIRAX на примере модели с электроприводом:
Технические характеристики и оснащение
Выбор приспособления для сгибания труб, конечно же, разумно делать ещё и с упором на технические возможности инструмента
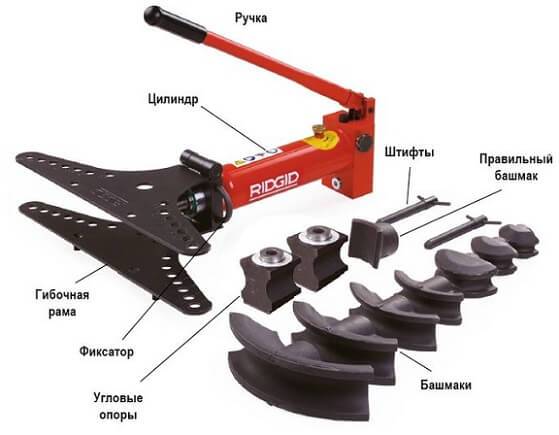
Немаловажное значение для выбора имеет оснащение дополнительными аксессуарами. Для всех гидравлических и прочих трубогибов главный аксессуар – это рабочие насадки, благодаря которым гнут трубы разного диаметра и профиля. Неотъемлемые рабочие элементы практически каждого трубогиба – башмаки
Их также часто называют шаблонами, определяющими радиус сгиба трубы

Неотъемлемые рабочие элементы практически каждого трубогиба – башмаки. Их также часто называют шаблонами, определяющими радиус сгиба трубы
В целом, выбирая трубогиб, рекомендуется обратить внимание на следующие характеристики:
- Усилие, прилагаемое к силовому штоку.
- Расстояние для хода силового штока.
- Допустимый угол изгиба.
- Число рабочих насадок.
- Радиус рабочих насадок.
Дополнительного внимания при выборе гидравлического трубогиба заслуживает также вес конструкции и габаритные размеры.
Усилие, прилагаемое к силовому штоку – это параметр, фактически определяющий несколько моментов, допускающих совершение качественной операции сгиба:
- жёсткость материала трубы;
- диаметр трубы;
- угол загиба.
Усилие (мощность), прилагаемая к силовому штоку трубогиба на гидравлике, измеряется в килоньютонах (в килограммах или в тоннах). В зависимости от конструктивного исполнения, гидравлические цилиндры трубогибов способны создавать давление от 5000 до 20000 кг. Это тоже следует иметь в виду, выбирая инструмент для работы трубами.









Двенадцатитонный трубогиб с гидравлическим приводом. Имеется в виду не масса конструкции, а усилие мощностью в 12 тонн, которое создаёт гидроцилиндр инструмента
Жёсткость трубы напрямую зависит от структуры материала и технологии производства. По сути, не обязательно вычислять степень жёсткости. Достаточно определить толщину стенки трубы, чтобы сопоставить степень жёсткости с рабочим давлением трубогиба. К примеру, инструмент, дающий усилие на силовом штоке в 10 тонн, рассчитан на сгиб стальных труб с толщиной стенки до 5 мм.
Большинство гидравлических приспособлений поддерживают обработку труб, имеющих условный диаметр прохода 1/2 – 2 дюйма (15 – 50 мм). Но есть также конструкции, сгибающие стальные круглые и профильные трубы больших диаметров. Возможности трубогиба сгибать изделия с большим проходным диаметром обычно определяются габаритными размерами инструмента и параметрами усилия на силовом штоке.

Уникальный инструмент от фирмы Stalex, при помощи которого возможен сгиб трубы на угол до 180º. Редкие конструкции обладают такими возможностями
Промышленные ручные и автоматизированные механизмы с гидравликой большинством моделей обеспечивают сгиб под углом от 0 до 90º. Этой величины вполне достаточно для многих вариаций монтажа при обустройстве водопроводов и прочих коммуникаций. Однако при необходимости есть возможность выбрать инструмент с углом сгиба до 180º. Наглядный пример (будет рассмотрен ниже) – разработка компании Stalex в образе модели HB-12.
Советы по эксплуатации трубогиба с гидравлическим приводом
Одной из самых частых проблем, возникающих при эксплуатации гидравлического оборудования, считается попадание воздуха в систему. При этом в конструкции происходит снижение развиваемого усилия, в результате чего рукоятка трубогиба начинает пружинить.
Ремонт гидравлических трубогибов в таком случае производится довольно просто. Для исправления этой проблемы советуют завинтить винт трубогиба до упора и вынуть ось, которая стыкует ручку с плунжером. Затем нужно вынуть плунжер и залить масло в специальное отверстие втулки. Далее конструкция собирается обратно и прокачивается ручка. Для прокачки достаточно 10 движений.
Довольно распространённая проблема при использовании гидравлических трубогибов — статичность штокового элемента. Если он не двигается в процессе работы устройства, то тогда нужно проверить, исправен ли всасывающий обратный клапан. Ремонт рекомендуется выполнять так: закрутить винт и приподнять рукоятку устройства до упора. Далее нужно ударить по ней, чтобы она опустилась. В случае необходимости можно повторить эту процедуру несколько раз.
И, наконец, очень часто возникают поломки электропривода в электрических трубогибах. В этом случае рекомендуется вызвать мастера, который разбирается в таких вопросах и сможет произвести качественный и грамотный ремонт гибочного устройства.
Для изготовления трубогиба своими руками подойдет обычный гидравлический домкрат
Лучшие ручные трубогибы
Модели разделены на несколько категорий, в соответствии с методом гибки. Этот включает модели, которые используются специалистом вручную. Ручные модели не позволят выболнить большой объем работ, в отличие от электрических. Они наиболее доступны в плане цены, однако для гибки требуют соответствующих навыков.
Stayer Мастер 2350-16
Модель с ручным приводом, имеющая рычажную конструкцию. Подходит для гибки труб, имеющих круглое сечение. Материалы, с которыми взаимодействует инструмент: сталь, медь, алюминий. Он подходит для большинства разновидностей труб, что позволяет использовать его в любых сферах. Минимальная толщина обрабатываемой трубы составляет 14 миллиметров, когда как максимальный ограничивается 16 миллиметрами. Радиус сгибания – 95 миллиметров. Сгибает под любым углом от 0 до 180 градусов.
Достоинства
- Хорошо взаимодействует с металлопластиком;
- Прочность;
- Удобство;
- Низкая цена.
Недостатки
Малоэффективен при неаккуратном использовании.
Модель рассчитана на использование в быту: она не подойдёт для регулярных профессиональных работ. Низкая цена делает её хорошей для непродолжительного использования с целью обработки в маленьких постройках.
Force 653180
Ручной трубогиб с длинной удобной рукояткой. Предназначен для сгибания небольших труб толщиной в 6, 8, 10 миллиметров. Корпус изготовлен из прочного металлического сплава, что обеспечивает надёжность и долговечность инструмента при гибке любых труб. Инструмент выдерживает большие нагрузки, ввиду чего может быть использован в профессиональной среде для регулярного сгибания труб. Последнее осуществляется под углом от 0 до 180 градусов. Взаимодействует со всеми популярными материалами.
Достоинства
- Универсальность;
- Высокая прочность;
- Удобство;
- Лёгкое сгибание тонких/средних труб.
Недостатки
Инструмент довольно громоздкий.
Большая, мощная модель, которая быстро справляется со сгибанием труб среднего размера, изготовленных из любых материалов.
TIM FB1632P
Ручной трубогиб арбалетного типа для гибки с металлополимерными и пластиковыми трубами из цветных металлов. Оптимален, когда при сгибе необходимо соблюдать рельеф на пути. Позволяет удобно сгибать трубы под любым углом, предавая им разные формы. Специфическое строение обеспечивает надёжную защиту от перегиба/деформации трубы. Инструмент портативен: благодаря небольшим габаритам его можно легко переносить. Оснащён несколькими сменными загибами, предназначенными для работы с трубами разного диметра (от 16 до 32 миллиметров).
Достоинства
- Компактность;
- Высокая эффективность;
- Удобство;
- Подходит для труб разного размера.
Недостатки
Высокая цена.
Дорогой, однако очень эффективный инструмент для гибкой обработки трубных конструкций из цветных металлов. Подходит для гибки со сложными конструкциями, так как имеет небольшой размер и удобен в использовании.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.



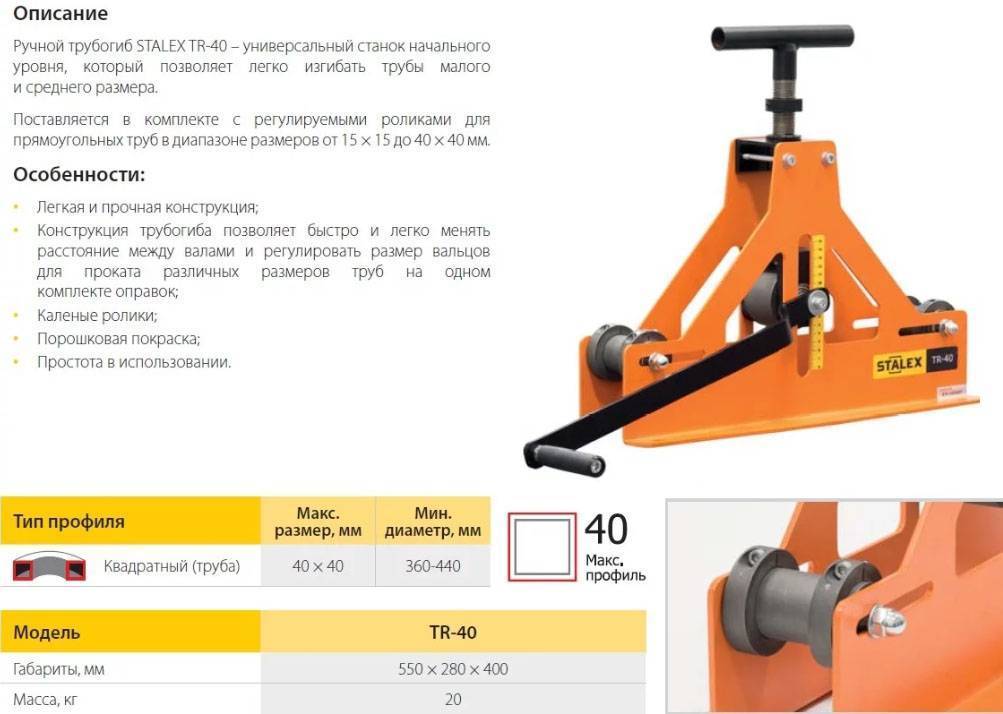



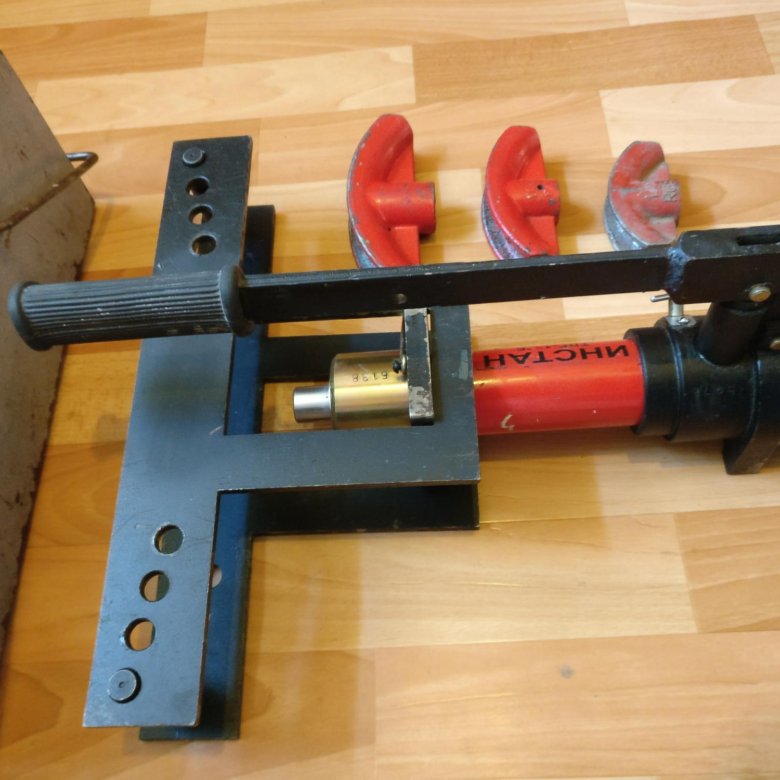


Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Варианты устройства
Есть проверенный дедовский способ, но его эффективность невысокая, а трудоемкость, напротив, значительная. Для этого берут полую трубу, засыпают ее песком, закрывают заглушками оба края. Затем необходимо взять газовую горелку и докрасна накалить участок. Чтобы не было непроизвольного сгибания, рекомендовано использовать трафарет, но большинство подобных процедур происходит просто с помощью любого стального крепкого бруска, о который можно упереть металл.
Но чтобы получить достаточно высокую точность, а также сделать весь процесс значительно проще, мастера используют трубогибы.
- Рычажные. Они работают по типу классического рычага, то есть нужно приложить усилие на одном конце, а второй установить в шаблоне.
- Ручные.
- Дроновые.
- Арбалетные.
Последние очень ценятся среди специалистов, поскольку в ними можно производить изгиб даже на очень коротких трубках, не применяя нагрев детали.
Метод гибки
Станок для гибки профильной трубы может работать следующим образом:
- Метод наматывания;
- Метод обкатки;
- Метод вальцовки;
- Метод выдавливания.

Роликовый трубогиб для профильной трубы
Наматывание
Принцип работы первого таков: специальным зажимом труба прижимается к гибочному ролику. Дальше ролик приводится во вращение, при этом наматывая на себя изделие. Ролик вращается до нужного момента, то есть до достижения необходимого угла.
Понятно, что радиус стальных дуг будет определяться только радиусом самого ролика. По этой причине есть возможность изменять его.
Поскольку данный профилегибочный станок оказывает сильное механическое воздействие на изделие, то в процессе работы оно может повредиться. Особенно это касается тонкостенных стальных, медных и других типов труб. Чтобы этого не случилось, в комплекте трубогибочный станок имеет специальный стальной стержень. Этот стержень имеет закрученный конец.
Его применение очень просто – он просто помещается внутрь трубы и не дает ей деформироваться. Кроме такого стержня может быть применен дорн, который состоит из шарниров, поэтому является довольно гибким. Принцип работы этого приспособления аналогичен принципу работы стержня.
На сегодняшний день станки, работающие по принципу наматывания, являются самыми распространенными. Наличие таких дополнительных приспособлений, как дорн, дает возможность получать очень точные изгибы с постоянным радиусом. Причем само закругление может иметь всего 1,5 диаметра самого изделия, или полторы единицы от длины диагонали.
Подобные агрегаты применяются и в авиации, и в автомобилестроении, и в других отраслях.

Электрический трубогиб
Обкатка
Профилегибочный станок для стальных материалов, работающий по принципу обкатки, имеет немного иную конструкцию. Профиль надежно зажимается между двумя роликами, один из которых полностью неподвижен. После установки изделия, второй ролик начинает движение вокруг статичного, сгибая тем самым профиль.
Радиус дуги будет зависеть в этом случае от размеров неподвижного ролика.
Профилегибочный станок такого плана не предусматривает наличие стальных стержней или дорнов. Поэтому минимальный радиус ограничен – равен минимум 3 диаметрам круглой продукции и 3 длинам диагонали для профиля прямоугольного сечения.
Вальцевание
Профилегибочный станок, который работает по принципу вальцевания, одинаково подходит и для прямоугольного сечения и для круглого.
Данные агрегаты, в большинстве своем, имеют целых три ролика. Все эти ролики лежат в одной плоскости, кроме того, двое из них расположены на одной линии.
Принцип работы таков: изделие зажимают между двумя роликами, которые лежат на одной линии. При этом третий ролик подводится к изделию, надавливая на него. Таким образом, создается некоторое давление. Дальше профиль приводится в движение, которое по средствам давления третьего ролика образует дугу.
Составные части трубогиба
Удобна такая конструкция тем, что радиус легко регулируется: чем сильнее третий ролик надавливает сверху на профиль, тем меньше радиус его изгиба.
Подобные конструкции используются для изготовления колец, сегментных дуг, трубных спиралей и многих других изделий. Кроме того, для получения более качественной и точной спирали, на данный профилегибочный агрегат может устанавливаться специальный механизм, который способен поднимать шаг витка.
Выдавливание
В данном случае изделие будет опираться на две опоры, расположенные по краям. При этом ролик, который называется гибочным, будет давить на трубу в центре. Это и вызывает деформацию. Часто именно такие станки называют арбалетными.
Особенности конструкции металлопластиковых конструкций
Изделия из металлопластика имеют многослойную структуру:
- Внутренний и наружный – высокопрочный сшитый полиэтилен;
- Средний слой – алюминий.
Для прочного соединения слоев между собой используется специальный клей, поэтому в некоторых описаниях можно встретить наличие не трех, а пяти слоев, но клеевые прослойки играют только скрепляющую роль и не являются основными.
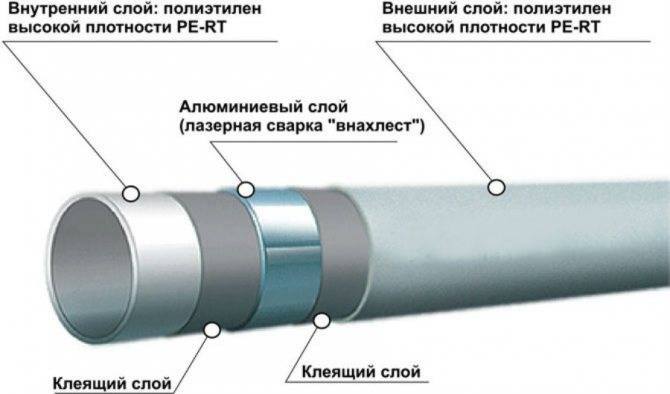 Рисунок 1. Строение металлопластиковой трубы
Рисунок 1. Строение металлопластиковой трубы
Преимущества полиэтилена в качестве материала:
- Высокая химическая и биологическая инертность, обеспечивающая безопасность эксплуатации и долговечность;
- Высокая гладкость поверхности, снижающая сопротивление потоку среды;
- Низкая адгезия, препятствующая накапливанию отложений солей и грязи;
- Стойкость к воздействию внешних условий.
Алюминиевая прослойка между слоями полиэтилена повышает механическую прочность и снижает коэффициент линейного расширения при изменении температуры протекающей жидкости.
Трубы из слоистых материалов изготавливаются в широком диапазоне диаметров. Наибольшее распространение получили трубы с диаметрами 16, 20 и 26 мм. Несколько реже применяются изделия с диаметрами 32, 40 и 63 мм. Материалы поставляются в магазины бухтами с длиной в бухте 50 – 200 м.




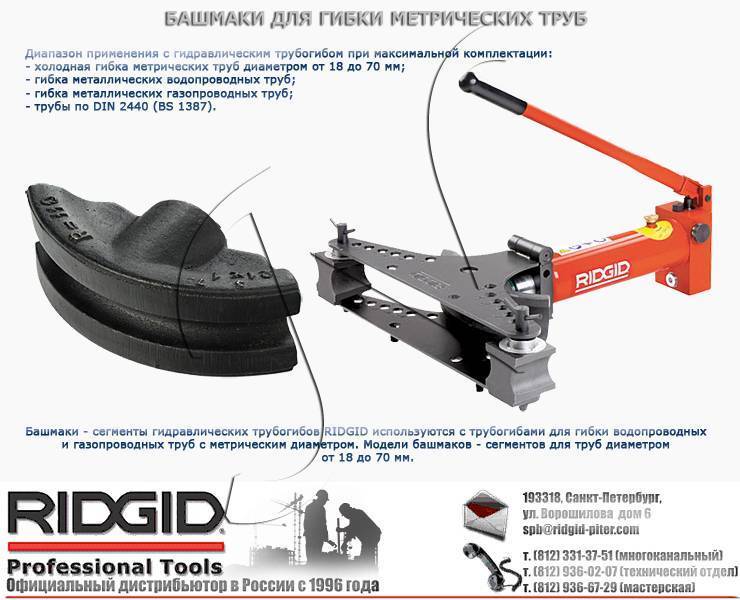




 Рисунок 2. Бухта изделия
Рисунок 2. Бухта изделия
Многослойная структура накладывает ограничения при работе с материалами из металлопластика. Что может случиться при неправильном изгибе:
- Расслоение. При чрезмерном снижении радиуса изгиба или в результате нескольких попыток сгибания клеевой шов нарушается, в результате чего слои полиэтилена и алюминия могут потерять сцепление между собой. Это приведет к снижению прочности и срока службы;
- Заломы. Стенка, которая находится внутри угла изгиба, может провалиться внутрь. В результате в месте залома уменьшается проходное сечение вплоть до полного перекрытия. Как правило, в местах залома происходит расслоение конструкции;
- Трещины наружного слоя. Также возможны при малом радиусе изгиба, но наиболее часто возникают при попытке изгибания материалов при низких температурах. В результате трещин оголяется участок алюминия, который имеет малую коррозионную стойкость.
Первый из перечисленных дефектов – расслоение, опасен тем, что его возникновение ничем нельзя определить внешним осмотром, поэтому при работе с металлопластиковыми трубами необходимо строго следовать приведенным рекомендациям.
 Рисунок 3. Заломы на трубе
Рисунок 3. Заломы на трубе
Возникновения большинства дефектов можно избежать, если следовать основному правилу — радиус изгиба металлопластиковой трубы не должен быть менее пяти диаметров, что составляет:
- Для трубы 16 мм – не менее 80 мм;
- Для 20 мм – не менее 100 мм;
- Для 32 мм – не менее 160 мм.
Вывод
В статье выделены основные типы трубогибов для более удобного выбора подходящего. Большинство из них не выходят из разряда средней категории, исходя из цены, и прекрасно оправдывают свою стоимость. Также все инструменты подобраны таким образом, что вы легко можете определиться с материалом изделия, размерами и специализацией. Выбирайте наиболее удобный для себя вариант.
На каждую строчку рейтинга выделен абсолютно уникальный в своем роде инструмент, они считаются лучшими. Каждый, кто хотя бы раз пользовался подобным инструментом, отмечает высокое качество и удобство в использовании, даже если трубогиб большой и весит много. Покупку стоит делать с учетом индивидуальных потребностей. Может, он вам нужен в личную мастерскую, а может на большое производство.