Пайка паяльником
 Пайка скрутки паяльником
Пайка скрутки паяльником
Метод очень схож со сваркой, только в данном случае провода соединяются при помощи припоя. Для этих работ понадобится паяльник. Для работы вам понадобятся:
- паяльник;
- мелкая наждачная бумага;
- канифоль (флюс);
- кисточка для нанесения канифоли на;
- оловянно-свинцовый припой.
Порядок работы такой же, как при сварке:
- Снятие изоляции и зачистка наждачной бумагой.
- Скрутка.
- Нанесение флюса.
- Непосредственно пайка. Паяльником расплавляется припой, который должен затекать в саму скрутку, надежно соединяя провода между собой.
 Спаянная проводка в распредкоробке паяльником
Спаянная проводка в распредкоробке паяльником
Зачастую таким методом спаивают медные провода, но если приобрести специальный припой для пайки алюминия, то можно и паять и медь с алюминия.
Как самому сделать аппарата для сварки проводов?
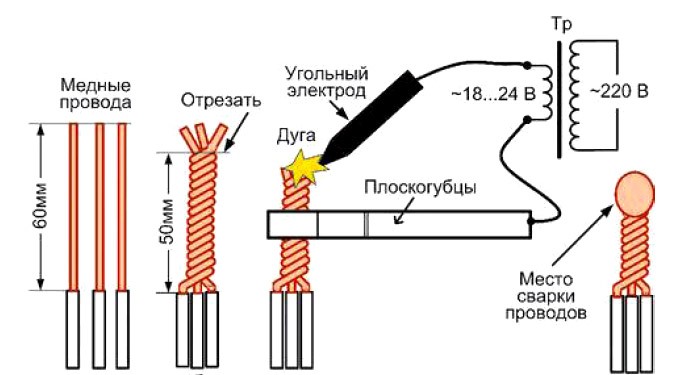
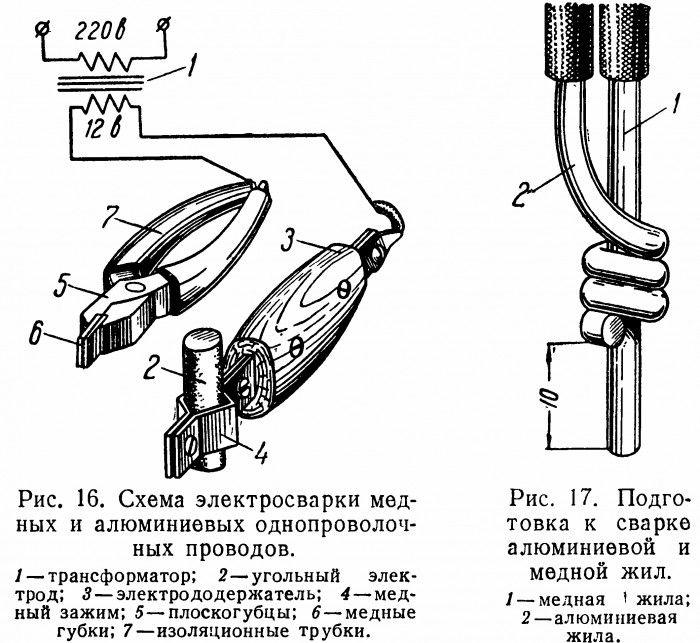
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий – это способность понижать входящее напряжение до 12-48 V,
выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
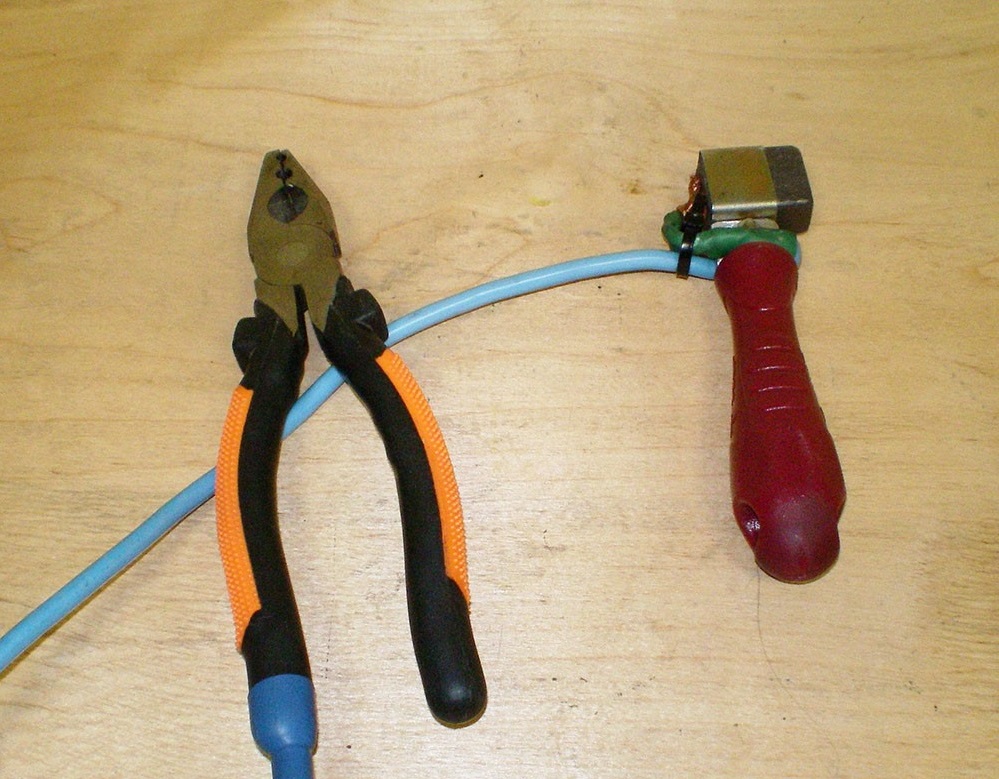
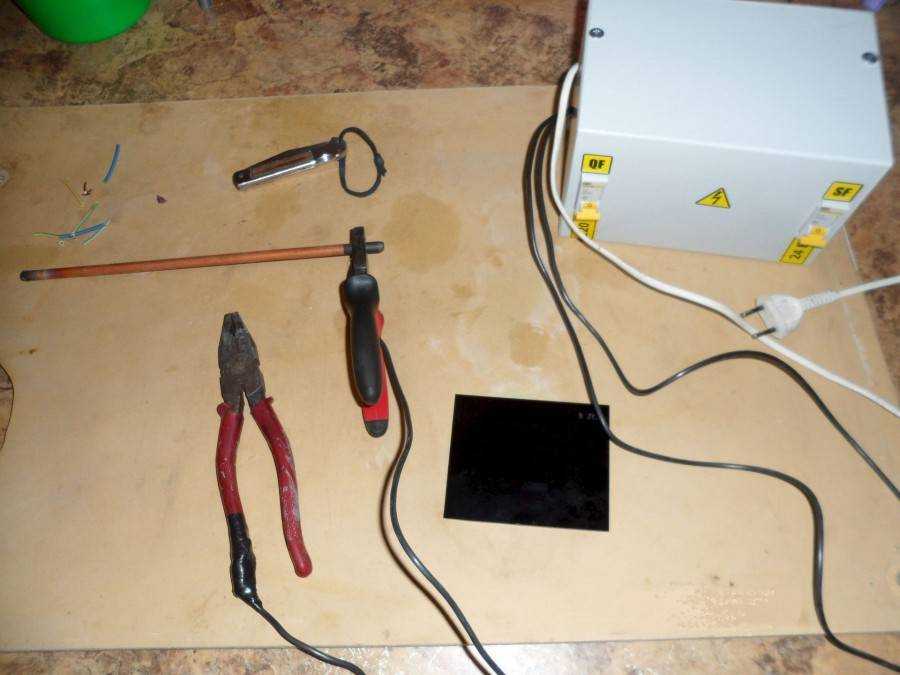
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
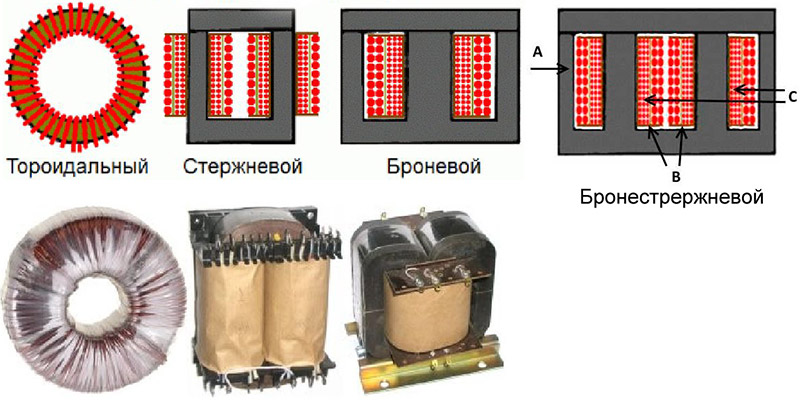 Виды магнитопроводов
Виды магнитопроводов
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
где
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью
При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Как сделать своими руками
После того, как все материалы будут подготовлены, можно приступать непосредственно к процессу изготовления сварочных электродов:
- Подготовьте проволоку. Для этого выровняйте низкоуглеродную сталь и порежьте ее на прутики длиной 25-35 см. Точная длина подбирается индивидуально, в зависимости от особенностей сварочного аппарата и личных предпочтений.

Приготовьте меловой порошок. Измельчите мел таким образом, чтобы он превратился в мелкофракционный порошок с однородной структурой. Это можно сделать как вручную, так и с помощью блендера.

Приготовьте обмазочную смесь. Соедините хорошо измельченный мел и жидкое стекло или силикатный клей. Хорошо перемешайте компоненты, что в итоге получилась однородная масса. Существует и другой вариант, без приготовления обмазки. В этом случае вначале окуните стальной прутик в жидкое стекло, а затем сразу же хорошо обсыпьте измельченным мелом. Силикатный клей можно нанести с помощью обычной малярной кисточки. При этом нужно оставить сухим верхний конец проволоки длиной примерно 3-3,5 см.






Оставьте будущий электрод на пару минут, давая обмазке слегка просохнуть.
После загустения жидкого стекла заготовку нужно подвесить на бельевой веревке или прокалить в электрической печи в течение получаса при температуре 100 градусов. За это время обмазочная смесь хорошо возьмется и затвердеет, образую прочную корочку.
После того, как готовое изделие немного подостынет, его можно заряжать в инверторный аппарат и применять по назначению.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.

Комплект для термитной сварки
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Нюансы процесса сварки проводов
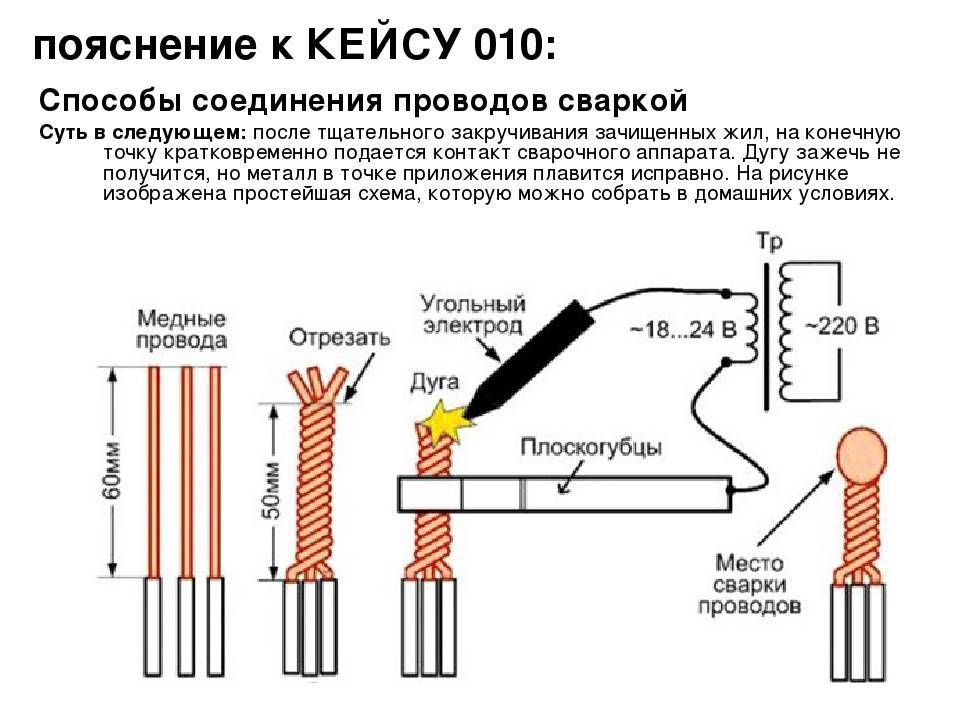
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
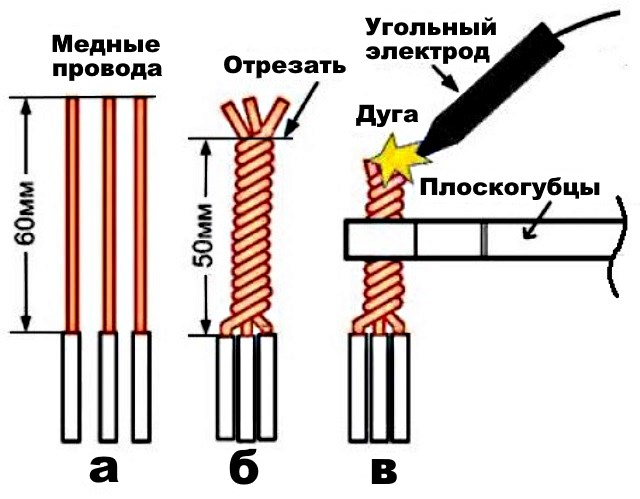
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Как собрать трансформатор для сварки медных проводов своими руками
Если по каким-то причинам покупка устройства является неприемлемым вариантом, вы можете построить эту технику самостоятельно. Он основан на старом трансформаторе.
Подготовка инструментов и материалов
Для создания задуманного устройства вам понадобится следующий арсенал:
- Трансформатор.
- Готовая коробка или обертка.
- Электрический кабель.
- Плоскогубцы.
- Устройство для удержания электрода.
- Угольный электрод.
- Автоматические или полуавтоматические устройства.
Для изготовления изделия 6 можно использовать сердечник огромной круглой батареи или большую угольную щетку.
За основу можно использовать трансформаторы от неиспользуемых старых телевизоров, микроволновых печей и т.д. Базовая мощность должна составлять 200 — 500 Вт.
Процесс сборки
Скрупулезно пройти, скрупулезно пересчитать петли. Ниже приведен пример создания устройства с сердечником в форме буквы U. Этот процесс намного проще, чем тороидальные конструкции.
Этапы работы
Сворачивающиеся рамы. Их создание происходит из текстолитовых пластин, из которых вырезаются элементы для пары ящиков. В каждом ящике устроены две верхние крышки с прорезями, в которых размещены четыре стенки. Площадь трещин внутри идентична поперечному сечению сердечника. При этом незначительно увеличиваются размеры стенок ящика.
- Утепление каркасов жаропрочным материалом.
- Обмотки обмотки.
Провода для них должны иметь термостойкую стеклянную изоляцию. Обернув один слой, изолируйте его и сделайте следующий. Складки создаются на определенном количестве мотков. На завершающем этапе обматывается верхний утеплитель. Концы ниток протягиваются через отверстия, просверленные в верхней пластине. Затем на эти концы закрепляются медные саморезы.
- Сборка и ламинирование магнитопровода. Здесь используются железные пластины от устаревших трансформаторов. Их толщина 1 мм. Они собраны в монолитную конструкцию. В конечном итоге все обмотки проверяются тестером на наличие дефектов.
- Создание диодного моста. Используются диоды B200 или KBPC5010. Каждый из них рассчитан на работу с нагрузкой 50 А. Если у вашего устройства параметр 180 А, то вам понадобится 4 таких диода, которые крепятся к радиатору. Их соединение относительно обмоток параллельное.
- Сборка корпуса. Ставить туда трансформатор.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.





Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические “дебри” мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения “вторичного” провода берется на уровне 25–30 квадратных миллиметров, “первичного” – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Технология сварки медных проводов
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.
Технология сварки медных проводов с помощью графитовых электродов:
- Очистка жил от изоляции — не менее 5 см.
- Обрезание концов жил для удаления возможной окиси.
- Скручивание. Провода должны плотно прилегать друг к другу. Для этого рекомендуется закрепить их в нижней части, где есть изоляция. Скручивание делается с помощью плоскогубцев или аналогичных им инструментов.
- Сварка. Она выполняется графитовыми электродами.
- Окончательная изоляция скрутки происходит после остывания жил. Затем они помещаются в защитный короб.
Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
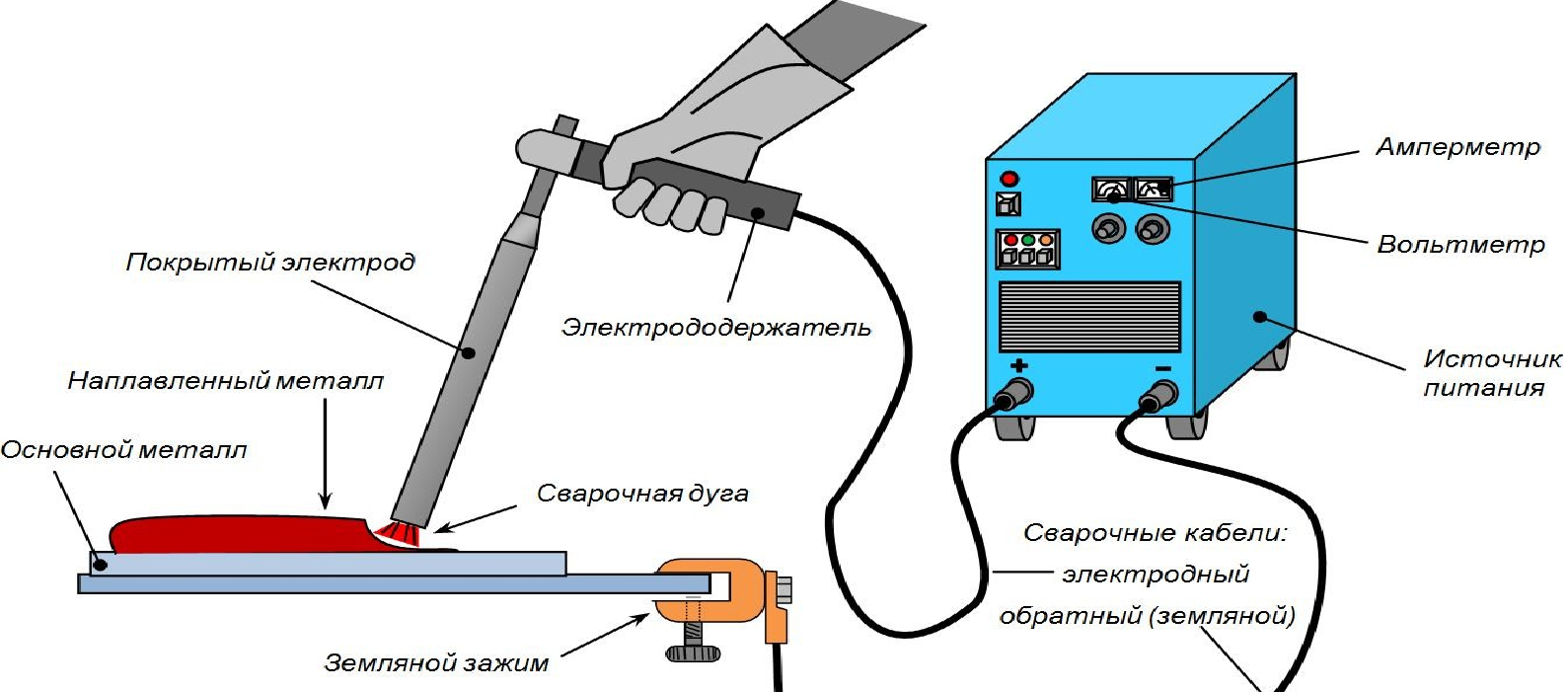
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
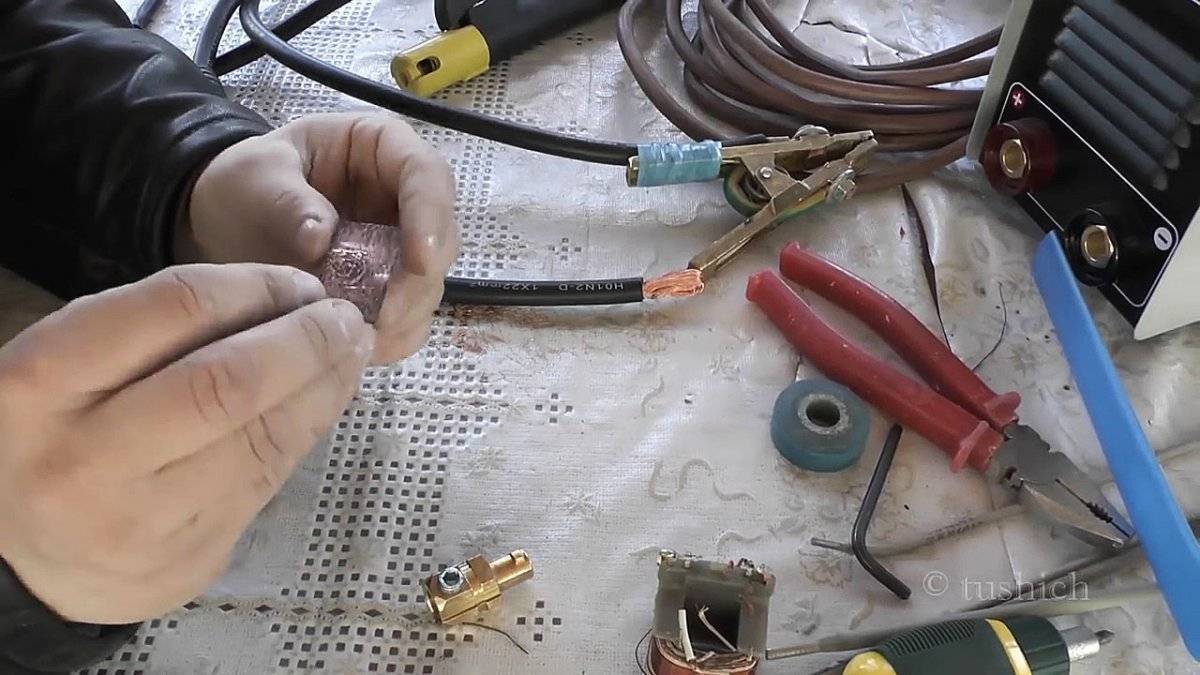
Инструменты и материалы для сварки
Для хорошего соединения кабеля недостаточно паяльника. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инвертор или трансформатор.
- Электроды. Купленный или самодельный медно-графитовый.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Плоскогубцы, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Кроме того, он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают очень высокие температуры. В процессе работы они часто загораются. При этом сам электрод практически не разрушается. Будьте осторожны при работе с ними. Графит — хрупкий материал. Электрод может сломаться при случайном ударе о твердую поверхность. Вы не сможете купить новый в ближайшем магазине.

Покрытые медью угольные электроды
Средства индивидуальной защиты
При пайке проводов появляется ряд рисков для здоровья. Наиболее значимыми из них являются следующие:
Яркое излучение от электродов. Обычно для защиты от вспышек болезни используют сварочные маски или защитные очки. Они защитят глаза от слишком сильного излучения дуги и лицо от возможных искр.
Высокая температура уплотнения более 1300 ° C. Здесь пригодятся перчатки из негорючих материалов. Его могут обжечь не столько прикосновение к горячему металлу, сколько его брызги и искры.
Опасность поражения электрическим током. Такие паяльные устройства работают от розетки
С ними не всегда обращаются достаточно осторожно. Таким образом, изоляция может быть повреждена, и корпус устройства или его вторичная обмотка могут упасть ниже потенциала сети
Уберечься от этого фактора помогут знание электрики, техники безопасности и здравого смысла.

Защита сварщика
Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся плоскогубцы, кусачки и нож. Возможно, вам понадобится другой инструмент, но каждый выбирает его в зависимости от технологии сварки проволокой. Плоскогубцы нужны, чтобы удерживать скрутку от сварки. Кусачки — отрезать до нужной длины. Нож — для снятия изоляции с проводов. На самом деле все вышеперечисленное можно сделать с помощью одних лишь плоскогубцев, но это будет не так удобно, как использование отдельного инструмента для каждой операции.

Электрические плоскогубцы и бокорезы
Метод сварки с применением шпилек
Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).







При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
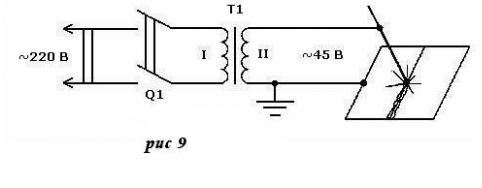
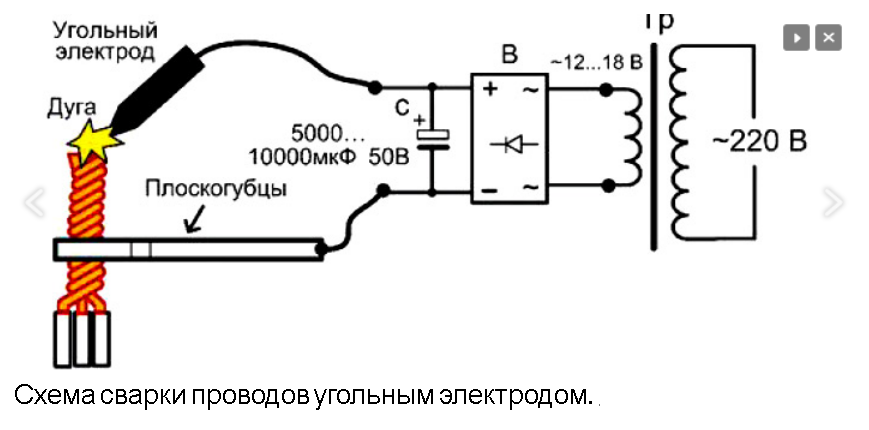
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Изготовление и крепёж клещей с контактными электродами
Для начала просверлим по одному отверстию в торцах брусков – здесь будут крепиться контактные электроды. Для их фиксации используем толстые саморезы.
Сверлим отверстия в брусках под саморезы
Нижний брус крепим к платформе парой шурупов, а верхний делаем подвижным. Для этого прокладываем между ними рейки, сверлим в боковой стенке отверстие и прикручиваем верхний брусок клещей длинным винтом.
Рейки между брусками предназначены для ограничения расстояния по высоте
Крепление контактных электродов к брускам
Для этих целей понадобятся специальные медные контакторы. Если их найти невозможно, то придётся приобретать. Но это будет единственной тратой средств на изготовление аппарата для контактной сварки. В них зажимаются отрезанные нами части прутка, а сами контакторы вместе с наконечниками вторичной обмотки фиксируются саморезами в отверстиях с торцов брусков, один сверху, второй снизу. Электроды при этом направлены друг на друга. Вот как это выглядит.
Итоговый результат – электроды закреплены на клещах
На верхнем бруске крепится и концевой выключатель.
Последний штрих: натягиваем резинку между корпусом и верхним бруском. Она будет поддерживать клещи в открытом положении.
Вот какой аппарат у нас получился