

Самостоятельный монтаж компрессионного фитинга
Для сборки компрессионного фитинга не требуется проведения каких-либо сложных манипуляций — все исполняется буквально собственноручно, зачастую даже без применения инструментов.
Операции проводятся в следующем порядке:
- производят обработку концов труб от заусенец. Действовать удобнее ножом;
- размечают трубу для определения, насколько глубоко фитинг нужно ввести в патрубок;
- чтобы крепежный элемент стало легче надевать, конец трубы (примерно 5-10 см) лучше увлажнить или смазать (например, вазелином);
- соблюдая строгую последовательность, надеть на концы сначала гайку для зажима, а затем разрезное кольцо;
- после установить втулку для соединения, при этом нужно следить, чтобы вставить ее непременно внутрь полости трубы. Иногда это бывает непросто выполнить, тогда втулку также стоит обработать вазелином;
- затем конец трубы прижать к фитингу, приблизив разрезное кольцо, обхватить его гайкой и по резьбе закрутить её.
Особых знаний такая сборка не требует, но последующая проверка стыков на предмет протекания, когда вода пойдет по трубопроводу, обязательна. Для корректировочных работ может потребоваться гаечный ключ. Использование инструмента происходит, если речь идёт о применении фитинга из латуни. Для подтягивания пластмассовых изделий нельзя использовать ключ, так как им можно легко сорвать резьбу.
Сварной монтаж фитингов представляет собой не такой простой процесс, для которого потребуется приобретение специального оборудования. При проведении сварочных работ в быту, достаточно будет ручного сварочного агрегата. Если работать приходится с крупноформатными трубами, то нужна аппаратура уровня посложнее.
Бытовой сварочной машиной можно стыковать трубы до 30 мм в диаметре. Для работы в нём используются насадки под нужный формат — для трубы считается диаметр снаружи, а для фитинга — внутри. Стыкуемые концы нужно обезжирить, вставить насадку и разогреть до нужной температуры, чтобы пластмасса обрела вязкость. Затем, погружая фитинг в трубу, элементы нужно аккуратно прижать. Но не поворачивать их, так как из-за этого появляются канавки, содержащие воздух. Это скажется на надежности и проницаемости стыка. Соединять все части необходимо исключительно продольно, не смещая.
Современный рынок предлагает фитинги для состыковки ПНД труб в широком ассортименте. Благодаря этому можно с большой точностью подобрать материал для конкретно взятой конструкции. При этом имеет значение не только правильный выбор, но и грамотный подход к монтажному процессу.
В Туле вы можете купить фитинги ПНД для труб в широком ассортименте, как отечественного, так и зарубежного производства, диаметрами от 20 до 110мм.
Мы комплектуем заказы наших клиентов фитингами пп, которые соответствуют всем санитарно-эпидемическим нормам и имеют все сертификаты качества.
Наши менеджеры проконсультируют вас по выбору необходимых изделий и предложат лучшие цены от завода в Туле.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Неразъемные соединения ПНД труб
Для выполнения прочного и надежного соединения отдельных деталей трубопровода применяется сварка труб ПНД своими руками. Как правило, используется один из двух возможных методов сварки:
- Соединение встык.
- Соединение при помощи электромуфты.
Сварка встык
Стыковая сварка ПНД труб используется для соединения элементов, имеющих диаметр от 50 мм и выше. Для выполнения работы понадобится специальный аппарат стыковой сварки.

Принцип соединения заключается в нагреве торцов труб и их соединении под давлением. Расплавленный пластик при этом образует монолитное соединение, которое по прочности не уступает цельной трубе.
Рассмотрим, как осуществляется стыковая сварка труб ПНД. Для осуществления процесса концы труб должны быть жестко закреплены в фиксаторах аппарата. Затем к торцам подводится нагревающая плита.
После того как пластик разогреется до температуры плавления, нагревательную плиту убирают, а трубы прижимают друг к другу под определенным давлением. После остывания шва, фиксаторы снимают и трубы извлекают из аппарата. Особенности процесса:
- Описанный способ можно использовать для соединения фитингов и труб одного диаметра.
- Метод подходит для труб и фитингов с толщиной стенки не меньше пяти миллиметров.
- Производить диффузную сварку можно только в том случае, если температура окружающей среды не ниже +15;
Сварка труб из полимера является экономичным процессом, так как у станка для сварки ПНД труб низкая степень энергопотребления по сравнению со сварочным аппаратом, используемым для сварки стальных труб.
Электромуфтовый способ сварки
Соединения, выполненные с использованием элетромуфт, позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер. Однако если сравнивать сварку ПНД труб электромуфтами с описанным выше методом, то первый вариант обходится дороже.

Дело в том, что для выполнения каждого соединения необходимо специальное оборудование для сварки ПНД труб – аппарат для электромуфтовой сварки, то есть, накладные электромуфты. Процесс проходит так:
- Торцы деталей подлежащих сварке тщательно зачищают.
- Муфта электронагревателями устанавливается на стыке свариваемых деталей;
- После закрепления муфты по месту стыка, к ней подводят напряжение. В результате происходит расплавление торцов труб и самой муфты, а после остывания образуется монолитное соединение. Муфта остается надетой поверх сваренных труб.
Как правило, эта технология сварки ПНД труб применяется в тех случаях, когда нужно выполнить несколько соединений. Например, если осуществляется врезка дополнительной ветки в существующий трубопровод. Если же нужно производить сварку большого количества стыков, то выгоднее применять стыковую сварку.
Способы сваривания
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.









Рассмотрим каждый из перечисленных способов подробнее.
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
Проверяем стыкуемые детали на соосность;
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
Запускаем таймер на остывание полиэтилена;
После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Инструкция проведения сварочных работ следующая.
Рассмотрим подробнее этапы, перечисленные на схеме.
Посредством торцовочной пилы режем торцы труб под необходимым для углом;
Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
На экструдере выставляем температуру плавления гранул ( 220°С);
Далее экструдером делаем прихватки по стыку труб;
После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
Наносим пластик по всей окружности свариваемых деталей;
После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.
Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
Рассмотрим перечисленные моменты подробнее.
Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
Снимаем образовавшуюся стружку, используя тот же скребок;
Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
По сделанным отметкам крепим трубы и муфту в центраторе;
Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Различия пластиковых труб
Нередко приходится слышать (от неспециалистов) о том, что металлопластиковые трубы стыкуются легко при помощи сварки.
Так вот, хотелось бы сказать, что такого понятия как сварка металлопластиковых труб, если речь касается именно монтажа, нет вообще.
Данное определение может применяться к процессу производства, а именно к сварке одного из слоев такого изделия — алюминиевой трубы. Она имеет толщину от 0,1 до 0,5 мм, и может соединяться при помощи сварки встык или внахлест.









Различают две разновидности соединительных элементов:Соединение металлопластиковых труб осуществляется при помощи специальных фитингов.
- компрессионные фитинги,
- пресс-фитинги.
Вторые более надежны, соединение осуществляется при помощи опрессовки изделий специальным инструментом. Компрессионные фитинги затягиваются обыкновенным ключом. Как видите, эти виды фитингов для металлопластиковых труб не имеют ничего общего со сваркой.
Вся путаница пошла с тех пор, как на рынок стали поступать полипропиленовые трубы, армированные алюминием. Для того, чтобы получить возможность применять пластиковые трубы в системах отопления, а также горячего водоснабжения, и пошли на этот шаг. Но в отличие от металлопластика, где слой алюминия представляет собой настоящую трубу, в данной продукции применяется фольга, причем чаще всего перфорированная.
Еще одна разновидность пластиковых труб — изделия из ПВХ. Такие трубы отличаются меньшим коэффициентом расширения. Но неоднозначность качеств ПВХ изделий (в части экологической безопасности) определило основную сферу их применения — канализация. Хотя трубы большого диаметра вполне целесообразно применять на магистральных водоводах.
Монтаж ПВХ труб осуществляется методом сварки или склеиванием.
Выполнение монтажа труб ПНД своими руками
После того как заготовлен необходимый материал, приступаем к работе.
Прежде чем начать сборку трубопровода, внимательно осмотрите фитинги. Чтобы не путать, какая часть куда вставляется, возьмите элемент, разберите и запомните, как он был собран.
Рассмотрим пример применения компрессионного фитинга для ПНД труб
Неважно уголок это, тройник или муфта. Приступим к монтажу полиэтиленовых труб. Обрезаем заготовки по размеру
Если нет специальных ножниц, то можно отпилить ножовкой по металлу. При этом необходимо следить, чтобы край был отрезан перпендикулярно поверхности, иначе соединение будет негерметичным
Обрезаем заготовки по размеру. Если нет специальных ножниц, то можно отпилить ножовкой по металлу. При этом необходимо следить, чтобы край был отрезан перпендикулярно поверхности, иначе соединение будет негерметичным.
Есть простой способ, как это сделать. Возьмите кусок бумажной ленты шириной, равной диаметру среза, а длиной — 1,5 диаметра. Оберните ее вокруг отмеченного места так, чтобы края бумажки совпали по окружности. Дальше можно отметить границы маркером. После того как отрезали, края необходимо обработать, удалив заусенцы. Используйте для этого наждачную бумагу, круглый напильник или нож.
На подготовленный конец нужно последовательно надеть гайку, компрессионную шайбу, уплотнитель. Резиновое кольцо оставьте в корпусе фитинга. С усилием протолкните через кольцо край до упора. Можно предварительно смочить его водой или мыльным раствором. Когда труба вошла в посадочное место, уплотняющее кольцо нужно усадить на место. Компрессионное кольцо подвести вплотную к соединению и затянуть конструкцию гайкой. Для герметичности соединения достаточно затянуть своими руками. Для надежности можно провернуть гайку ключом максимум на 1 оборот.
Монтируемый трубопровод прикрепляют к стене с помощью специальных клипс или хомутов. При этом желательно их устанавливать через каждые 35-50 см, а там где труба совершает поворот, обязательна установка 2 креплений по обе стороны уголка. Если не возникает необходимости резкого угла поворота, то углы более 90° можно выполнить, нагревая трубу строительным феном или кипятком.
Используя специальный шаблон, можно изогнуть трубу заранее. Он делается просто — доска с гвоздями, повторяющими траекторию угла поворота. Заготовку, прогревая, закрепляют между гвоздями и дают остыть. Она сохранит приданную ей форму. При прохождении стен на трубопровод надевают защитный чехол. При прокладке на открытых участках без применения коробов конструкцию желательно утеплить. Для этого используют специальные поролоновые или пенопластовые чехлы, а сверху обматывают пленкой для защиты от атмосферных осадков.
Необходимые инструменты и материалы
При выполнении установки контура трубопровода из ПНД труб понадобится следующее:
- ПНД труба;
- фитинги в необходимом количестве;
- специальные ножницы для резки или ножовка по металлу;
- пресс-клещи — при применении пресс-муфт;
- 2 разводных ключа;
- напильник или наждачная бумага;
- рулетка;
- крепежные клипсы или хомуты;
- утепляющий и изолирующий материал — при прокладке на открытом воздухе;
- перфоратор;
- победитовые коронки для выполнения отверстий в стенах нужного диаметра;
Чертеж и схемы
Перед началом работ и до приобретения материала желательно составить схему трубопровода из полиэтиленовых труб. Пусть это будет эскиз от руки, где указаны длины прямых участков, количество поворотов и отводов. Это позволит подсчитать количество материала.
Порядок выполнения работ
Справиться с поставленной задачей поможет следующий план действий:
- Составление чертежа.
- Заготовка необходимых материалов и инструментов.
- Выполнение отверстий и установка элементов крепежа.
- Сборка и прокладка полиэтиленовых труб.
- Проверка на герметичность.
- Окончательное крепление и запуск в работу.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.









Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
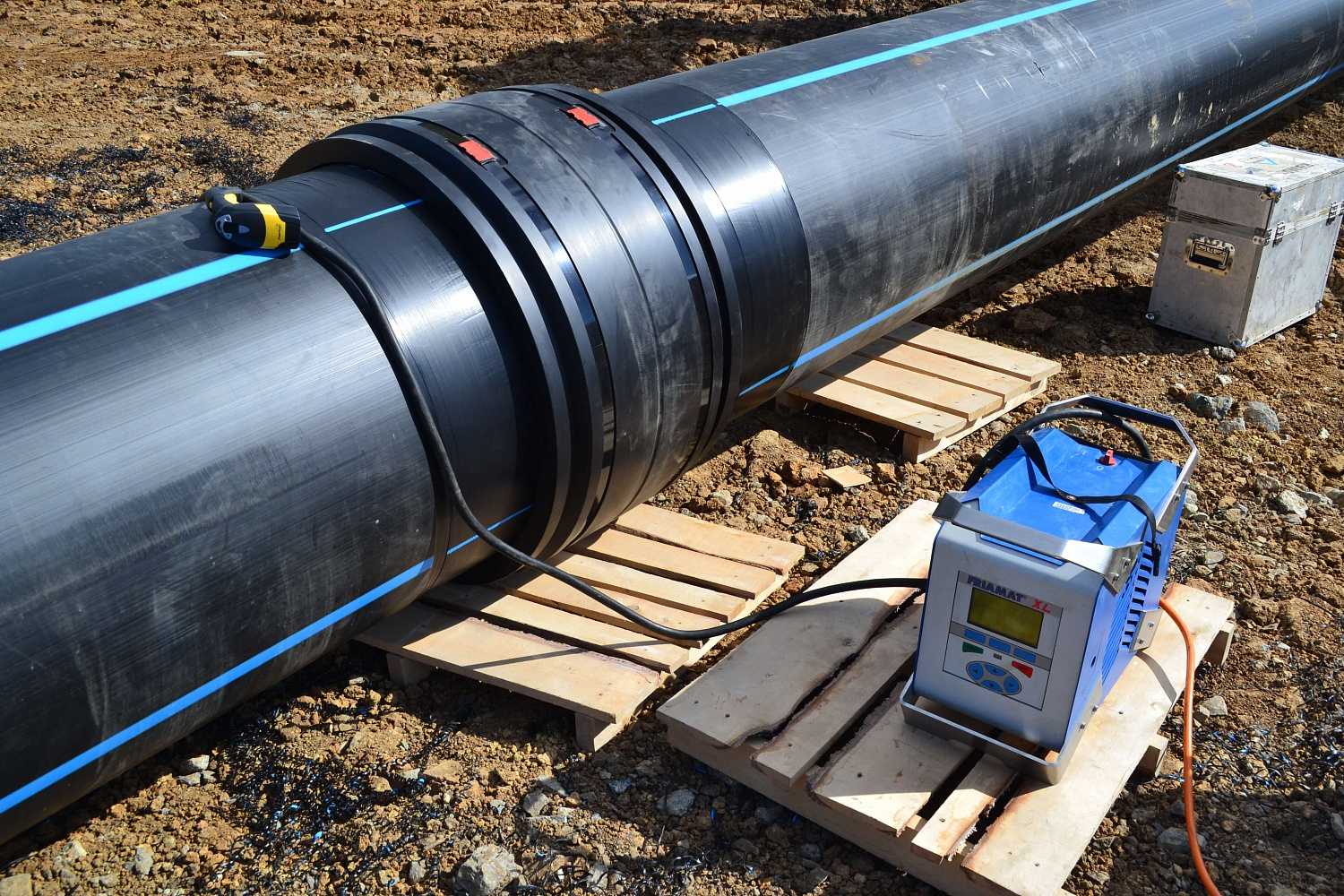
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Варианты соединений
Фланцевое
Литой фланец соединяют с трубой посредством сварки. Данный тип соединения популярен при соединении труб из металла с трубами ПНД. Он также применяется при состыковке ПНД трубы с запорными элементами крупного формата. Данный вид фитинга особенно востребован для крупных трубопроводов.
Резьбовое
Этот вариант, имеющий резьбу, именно из-за неё считается относительно качественным, так как из-за резьбы толщина трубы уменьшается. Подобного рода стыки применимы для коммуникаций, где давление проходящего внутри ресурса невелико. Либо также резьбовое соединение может применяться, как кожух для прокладки проводов.
Раструбное
На сегодняшний день уже применяется лишь в канализациях, в прочих системах труб не используется. За стыковую герметичность отвечает находящаяся в раструбе прокладка из резины. Стоит отдать должное данному способу, как самому простому.
Существует несколько разновидностей данного соединения, которые отличаются по способу сварки. Наиболее распространён способ, основанный на сварке встык. Есть и другие, посложнее — гнездовая, прессовочная и электродиффузионная сварка.
Для такого соединения применяются литые или электросварные версии фитингов.





