Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
https://youtube.com/watch?v=JbCJuV4AgTc
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
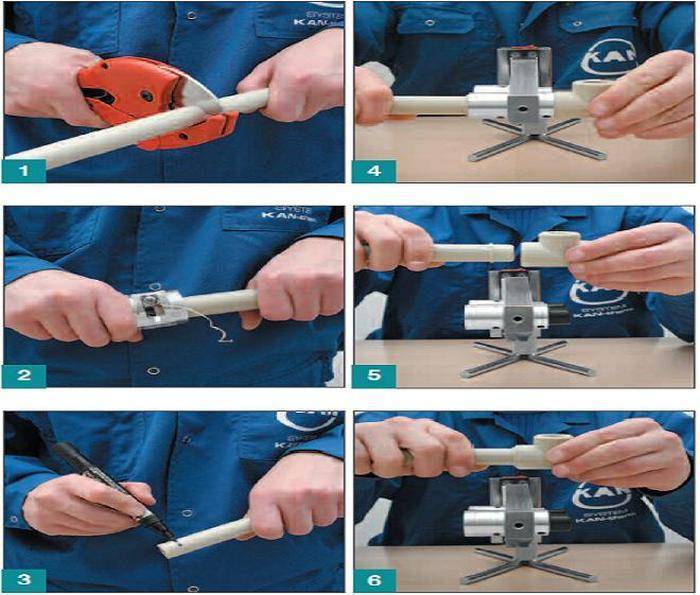
Необходимый инструмент
Основным преимуществом при использовании полипропиленовых труб всё же считается доступность изготовления трубопроводов своими руками. Имея некоторые навыки при работе с пластиковыми трубами, можно самостоятельно изготовить все инженерные системы в доме. Конечно, для пайки пластиковых труб понадобится специальный инструмент, но даже если приобретать его только для того, чтобы изготовить трубопроводы в своём строящемся доме, затраты с лихвой окупятся экономией от ненужного привлечения квалифицированных рабочих.
Для пайки обязательно понадобится следующий инструмент:
- паяльник с набором насадок;
- ножницы для резки полипропиленовых труб;
- острый нож;
- разводные ключи;
- сантехнический лен;
- упаковочная паста.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
из Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя — полимерный и алюминиевый Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой Швейер — инструмент для подготовки армированных ПП трубУдаление двух наружных слоевПодготовленная к пайке полипропиленовая трубаОбработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
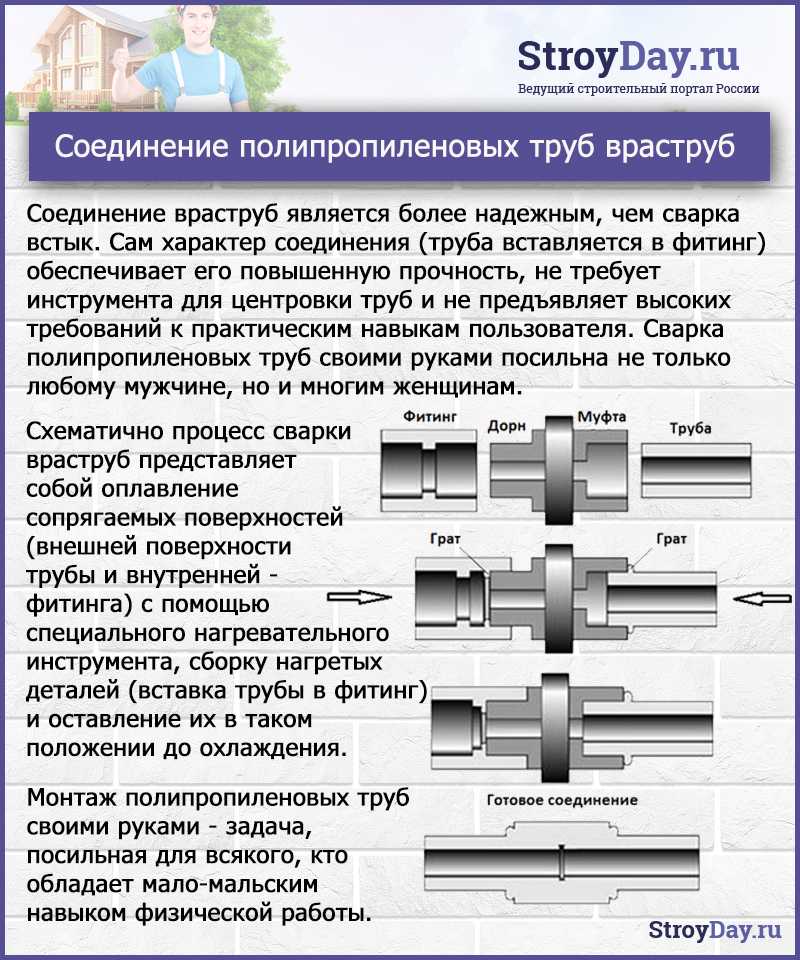
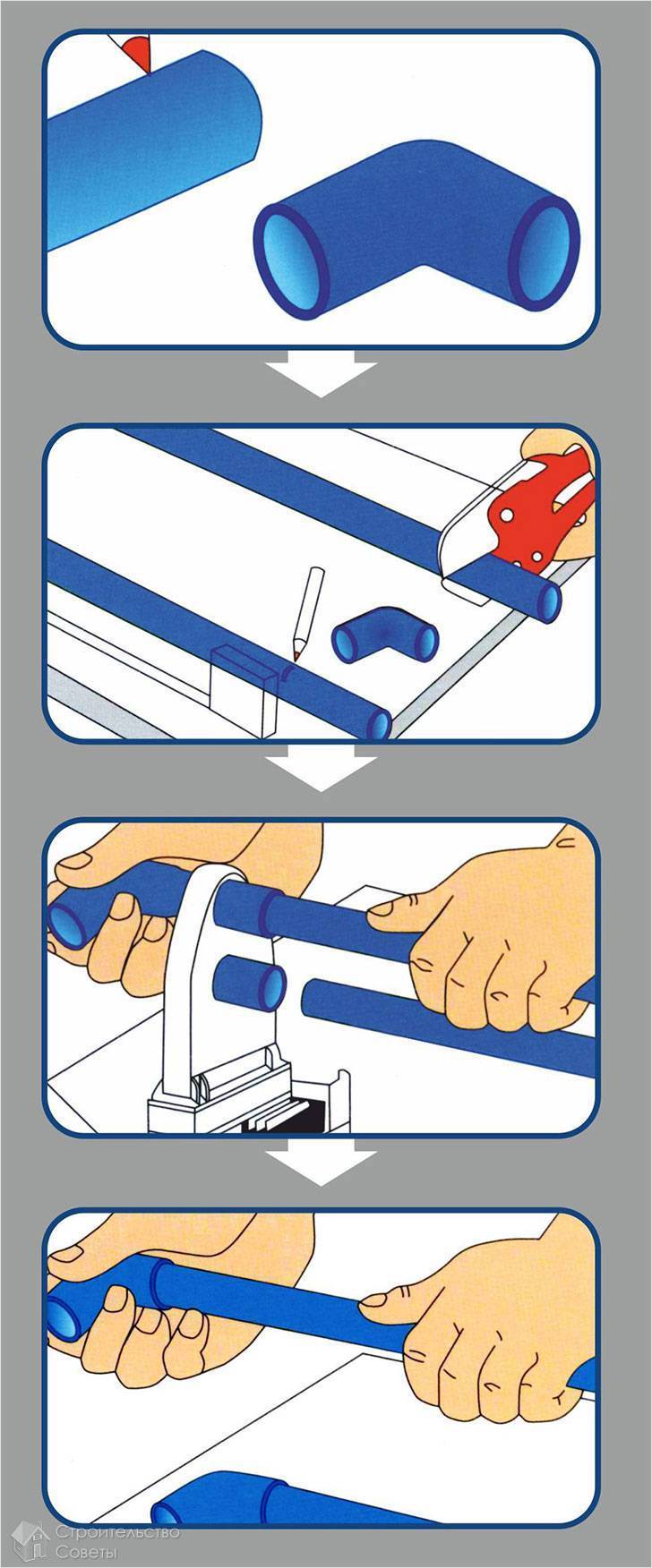
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.






- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
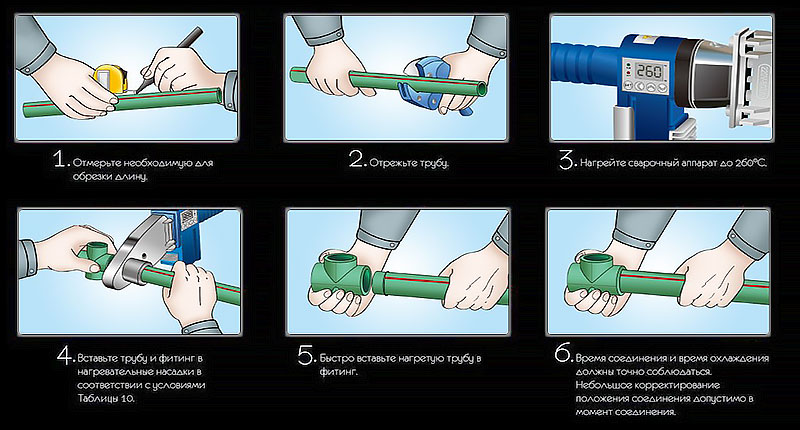
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Бесшовные трубы горячей деформации
Основным методом производства бесшовных труб является технология горячей деформации. Эта технология является затратной с экономической точки зрения, однако одновременно с этим она простая и эффективная. Основные регулирующие документы — ГОСТ 8732-78, ГОСТ 8731-74 и другие. Процедура изготовления методом горячей деформации выглядит так:
Подготовка, нагрев. На данном этапе в промышленный цех поступает специальная деталь-заготовка, которая имеет вытянутую форму + небольшую или среднюю площадь сечения. В цеху заготовка разогревается до температуры 1100-1200 градусов по Цельсию (именно поэтому технологию и называют методом горячей деформации). Характерный момент: деталь может быть любой формы (то есть не только округлой, но и квадратной, прямоугольной). Круглую форму заготовка получит лишь во время последующей обработки с помощью специальных валиков. Еще один характерный момент — заготовка должна быть полой, поскольку это заметно упрощает последующую обработку.
Формирование гильзы, ее обработка. После нагрева на предварительном этапе заготовка обрабатывается с помощью специального высокомощного сверла. Оно делает крупное равномерное отверстие по всей внутренний поверхности детали — в результате образуется труба-гильза. При необходимости деталь может обрабатываться с помощью нескольких сверл. В результате одни сверла формируют непосредственно сквозное отверстие, а другие устраняют мелкие неровности и создают гладкую поверхность внутри заготовки
Также обратите внимание, что гильза не является полноценной трубой — это лишь деталь-полуфабрикат, которая нуждается в финальной прокатке.
Горячая прокатка. Теперь происходит прокатка горячей детали-гильзы. Во время прокатки деталь происходит несколько обработок
Самая главная обработка — это деформация с помощью валиков: на специальном станке крепится два или три валика, между которым пропускается гильза. При обработке деталь вытягивается в одном из направлений, что позволяет создать ровную трубу цилиндрической формы. При необходимости гильза может пропускаться через несколько валиковых станков, чтобы получить деталь нужного диаметра.
Во время прокатки деталь происходит несколько обработок. Самая главная обработка — это деформация с помощью валиков: на специальном станке крепится два или три валика, между которым пропускается гильза. При обработке деталь вытягивается в одном из направлений, что позволяет создать ровную трубу цилиндрической формы. При необходимости гильза может пропускаться через несколько валиковых станков, чтобы получить деталь нужного диаметра.
В результате такого производства образуется бесшовная труба. Точность такого проката низкая, поэтому обычно эта технология используется для производства толстостенных изделий, где показатели точности не имеют серьезного значения. По ГОСТ размеры горячедеформированных труб должны составлять от 25 X 2,5 мм до 530 X 75 мм. На практике производители обычно выпускают толстые объекты средней или большой длины, а короткие тонкостенные изделия производятся редко. Связано это с тем, что для производства более компактных объектов требуется точное оборудование, которое является дорогим. Основное применение — это монтаж крупных трубопроводов, которые могут выдерживать большое давление/температуру.

Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
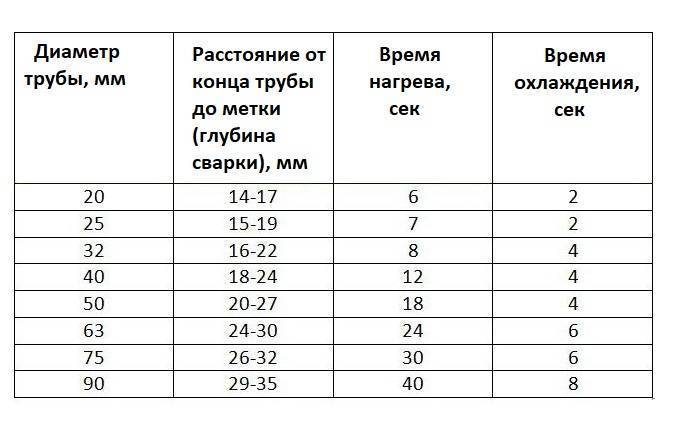
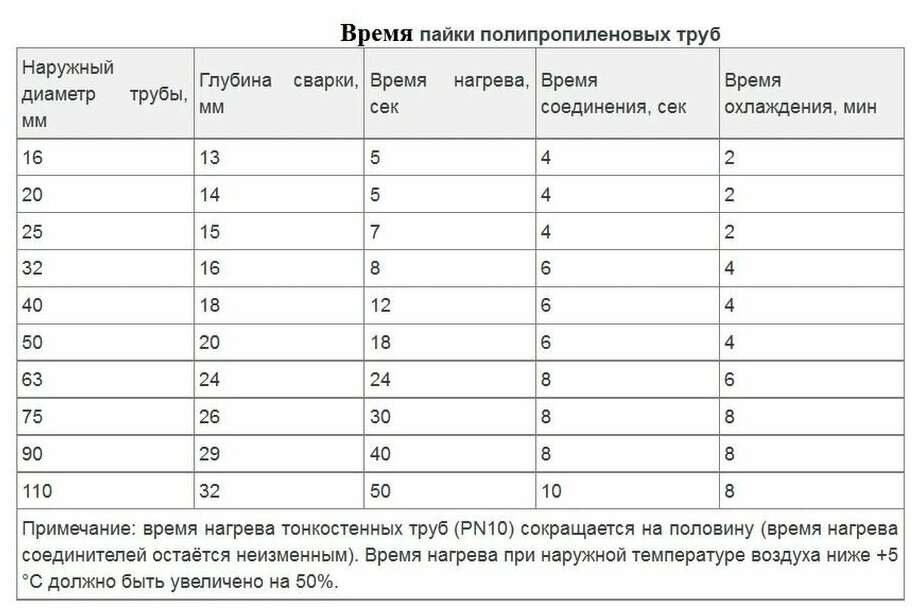
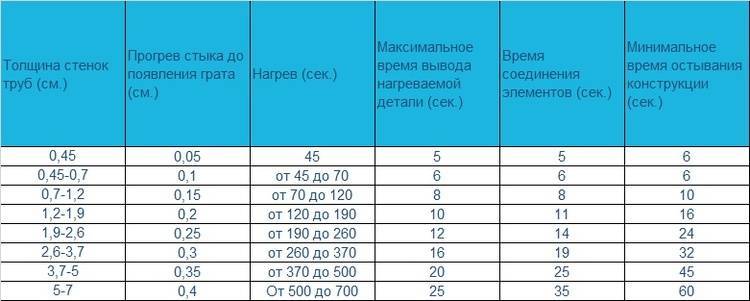
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
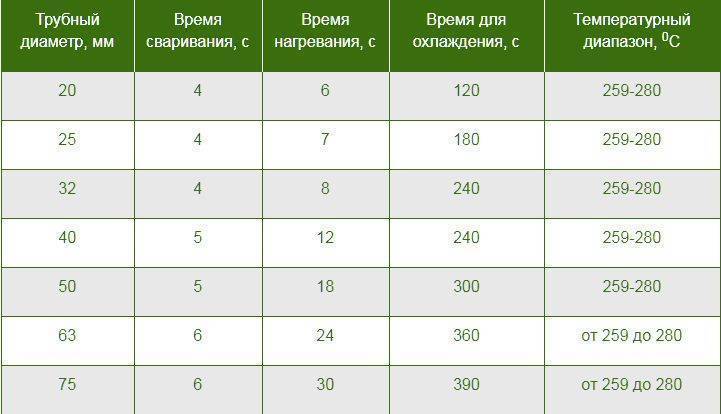
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.








При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
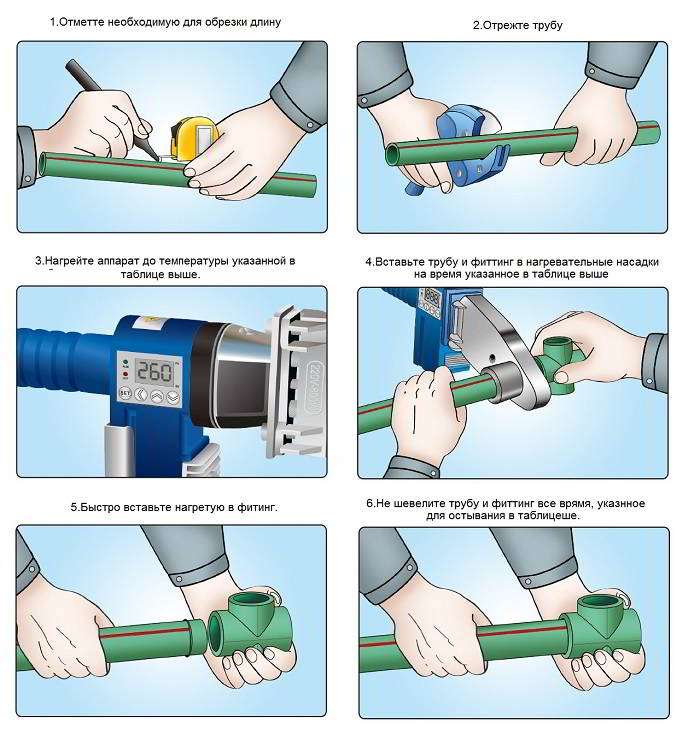
Сварка полипропилена: подготовка
Паяльник для труб
Прежде чем приступать к непосредственно сварочным работам своими руками, следует хорошо подготовиться к процессу.
Необходимо приобрести все требуемое оборудование, в первую очередь, специальный полипропиленовый сварочный паяльник- аппарат для труб.
Отдельные виды таких приспособлений называют утюгом, из-за очевидного сходства с последним.
Устройство не относится к разряду дешевых, но его совсем не обязательно покупать. Многие строительные компании предлагают оборудование такого типа в аренду. Такое заимствование обойдется во много раз дешевле, тем более, если инструмент требуется разово, только на время текущего ремонта.
При приобретении аппарата для сварки труб следует обратить внимание на его оснащенность специальными тефлоновыми насадками. Они могут иметь различные размеры, что позволяет выполнять манипуляции с трубами разных диаметров
Что еще необходимо для работы?
- Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.
- Шейвер понадобится, если вы купили трубы полипропиленовые армированные.
- Линейка.
- Обезжиривающий состав (для обработки поверхностей).
- Рулетка.
- Напильник.
- Нож.
- Фитинги.

Выбор подходящего зависит используемых технических узлов, количества подключений и конфигурации самого трубопровода в доме.
В роли данного элемента могут выступать различные конструкции. Для прямых участков изготавливаются муфты.
Чтобы осуществить поворот, применяют специальный угольник. В продаже имеются фитинги с резьбой: одна его часть присоединяется к полипропиленовой трубе, другая монтируется к металлической трубе или сантехническому узлу.
Вид и число требуемых фитингов должен быть продуман и определен заранее, поэтому желательно сделать чертеж планируемого трубопровода.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему. Необходимо контролировать качество пайки
Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.
Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.







Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот
Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений
Даже малейшие части грязи могут нарушить качество крепления;
Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить – готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.