Как наматывать ленту ФУМ на резьбу трубы
Эта операция выполняется всегда по наружной резьбе. Если производится ремонт с заменой фитинга, трубную резьбу нужно тщательно очистить от загрязнений и ржавчины, обезжирить с применением ацетона или уайтспирита, просушить на воздухе примерно 10 – 12 минут. Ниже мы описали подробный алгоритм как пользоваться лентой ФУМ, чтобы обеспечить максимальную эффективность резьбового соединения труб:
- уплотнение нужно наматывать на резьбу с ее заднего конца;
- лента ФУМ накладывается в направлении ее схода, то есть, ее конец должен располагаться в направлении наворачивания фитинга;
- намотка производится с натяжением, обеспечивающим плотный обхват профиля трубной резьбы. Лучше допустить разрыв ленты, чем выполнить рыхлую намотку;
- лента ФУМ наматывается на резьбу в 3 – 4 слоя для соединения фитингов малых размеров. На максимально допустимых размерах (до 150 мм) количество слоев может составлять до 20 – 25;
- толщина намотки должна быть несколько больше, чем при использовании льняного волокна, поскольку намотка при наворачивании фитинга разрушается, при этом остатки плотно забивают зазоры в резьбе, создавая надежное уплотнение;
Если таких насечек нет, их нужно выполнить самостоятельно.
Лента ФУМ для труб является современным и наиболее часто применяющимся средством для уплотнения соединений в трубопроводах различного назначения. Появившиеся в последние годы шнуровые изделия ФУМ не дают особых преимуществ ни в технологии применения, ни в эффективности.
Для понимания как пользоваться ФУМ лентой для газовых труб, нужно учитывать особенности материала и применять его соответствующим способом.
Преимущества и недостатки фум ленты
Проверка соединений
Длинный газопровод проверяется по участкам. В доме изолируют отрезок от места входа газа в здание до кранов бытового оборудования. В трубы подают избыточное давление – на 25% выше рабочего. Если давление падает, значит где-то есть утечка.
При таком положении проверяют каждый узел соединения по отдельности с помощью индикатора утечки газа или мыльного раствора.
В первом случае, о наличии утечки прибор сообщает звуковым, световым или цифровым сигналом. При нанесении мыльного раствора в не герметизированном качественно соединении, появятся пузыри. Стык необходимо разобрать и выполнить работу по-новому.
Запрещается проверять на утечку газа открытым огнем (спички, свеча и др.) – это может привести к трагическим последствиям.
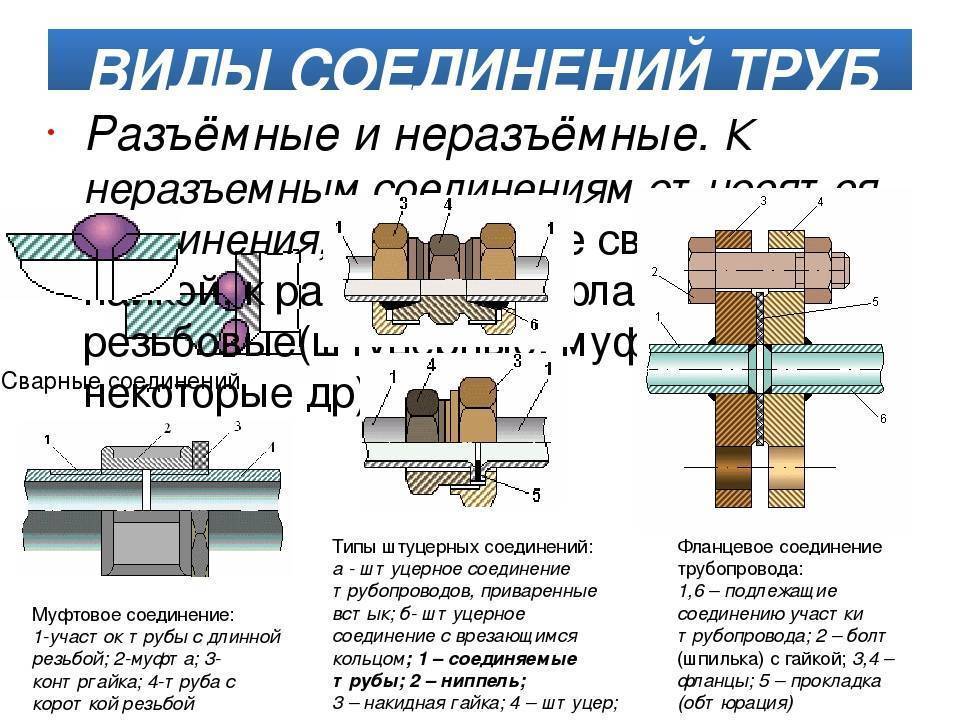
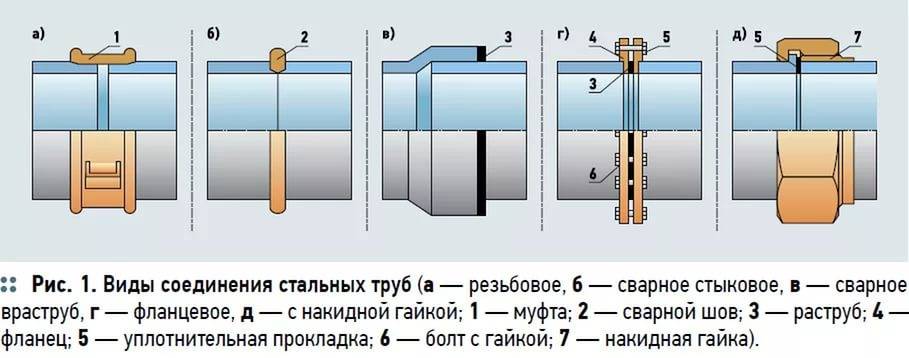
Соединения газопроводных труб
Важной деталью в соединении газовых труб является их сечение. То есть, в случае с размерами сечений ½-2 дюйма, применяют сварные трубы из стали с резьбой
В случае же если сечение превышает 2 дюйма, применяются цельные бесшовные стальные трубы. Они идут в специальной джутовой оболочке. Соединение у них идет резьбовое либо раструбное. Совмещение газопроводных стальных труб аналогично с водопроводными элементами. Для этого используются специальные фитинги. Для того чтобы уплотнить соединения, следует использовать специальное конопляное волокно, которое можно пропитывать льняным маслом или олифой. Также здесь есть ограничения: уплотнители, которые затрудняют разборку труб, применять категорически нельзя.

Также при совмещении труб краны перекрытия, которые устанавливаются, не уплотняются. При этом все элементы должны плотно прилегать.
В случае ремонтных работ, обязательной должна быть проверка газопроводных труб по окончанию. Для этого необходимо в трубы подавать воздух под давлением, которое в несколько раз превышает давление газа. Обязательно перед проверкой перекрыть отводы. В итоге, если за 5 минут падает давление более чем на 20 мм.в.с., это будет говорить об утере герметичности. Чаще она бывает именно в местах соединения, однако проверять необходимо весь участок труб.
Плюсы и минусы материалов
Лен и паста. К преимуществам этих материалов можно отнести долговечность и герметичность соединения, если оно выполнено правильно. Уплотнение резьбы льном используется при монтаже водопроводных и отопительных систем, при этом максимально допустимая температура рабочей среды не должна превышать 90°, иначе уплотнитель начнет разрушаться.
В число недостатков входит сложность монтажных работ – требуется навык, чтобы качественно уплотнять соединения льняным волокном. Также следует отметить, что при затяжке и при демонтаже такого соединения требуются серьезные физические усилия, что может повредить соединительным элементам.
Льняное волокно не подходит для уплотнения резьбовых фитингов из полимерных материалов – при намокании натуральный материал расширяется, в результате чего пластиковый элемент может лопнуть. Уплотнение льном не рекомендуется применять и при монтаже отопительной системы, если в качестве теплоносителя планируется использовать незамерзающую жидкость.
ФУМ-лента. Фторопластовый уплотнительный материал (ФУМ), который выпускается в виде ленты, сохраняет свои эксплуатационные свойства при температуре от -200°С до +240°С и давлении до 30 атм, что позволяет использовать материал для монтажа водопроводных и отопительных систем без ограничений. Уплотнение лентой подходит для систем отопления с антифризом. Материал защищает металл резьбы от коррозии, за счет гладкости ленты соединение легко монтируется и демонтируется.
Недостатком материала является та же гладкость ленты – под воздействием вибрационных и механических нагрузок соединения ослабевают и могут начать протекать. ФУМ-лента не подходит для монтажа с позиционированием, особенно, если речь идет о вентилях и кранах.
Уплотнительные нити. Так – же для герметизации резьбовых соединений используются полиамидные и фторпопластовые нити, снабженные специальной смазкой, которая упрощает монтаж и демонтаж, а также препятствует протеканию стыков. Фторопластовая нить по характеристикам и сфере применения совпадает с ФУМ-лентой. Уплотнение резьбы нитью из полиамида применяется в трубопроводах с температурой среды до 130°С и давлением до 16 атм.
Сантехнические нити обладают всеми плюсами льняного уплотнителя, но при этом значительно проще в монтаже, не гниют, не разрушаются от температурного воздействия, защищают металл от коррозии. Единственным недостатком материала является его высокая стоимость.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
Невысыхающие пасты — изготавливаются на основе синтетических смол с маслами и наполнителем. Преимуществом является простота использования – для уплотнения стыка достаточно смазать резьбу обоих соединяемых элементов. Невысыхающая паста герметизирует стык и защищает резьбовое соединение от коррозии, позволяет легко демонтировать узел.
К недостаткам можно отнести узкую сферу применения – невысыхающий состав подходит только для безнапорных или низконапорных систем, так как под давлением его выдавит наружу. Уплотнитель разрушается под воздействием агрессивных сред, поэтому его нельзя использовать для систем отопления с антифризом.
Высыхающие пасты. Герметики на растворителях подходят для использования в системах, работающих под давлением. Для уплотнения резьбы состав наносится на обе соединяемые части, причем детали следует сразу же соединить, чтобы герметик не успел схватиться. Высыхающая паста качественно герметизирует резьбу.
Уплотнение пастой данного типа подходит только для монтажа соединений с небольшим зазором, иначе при высыхании материал даст сильную усадку и резьбовое соединение будет подтекать.
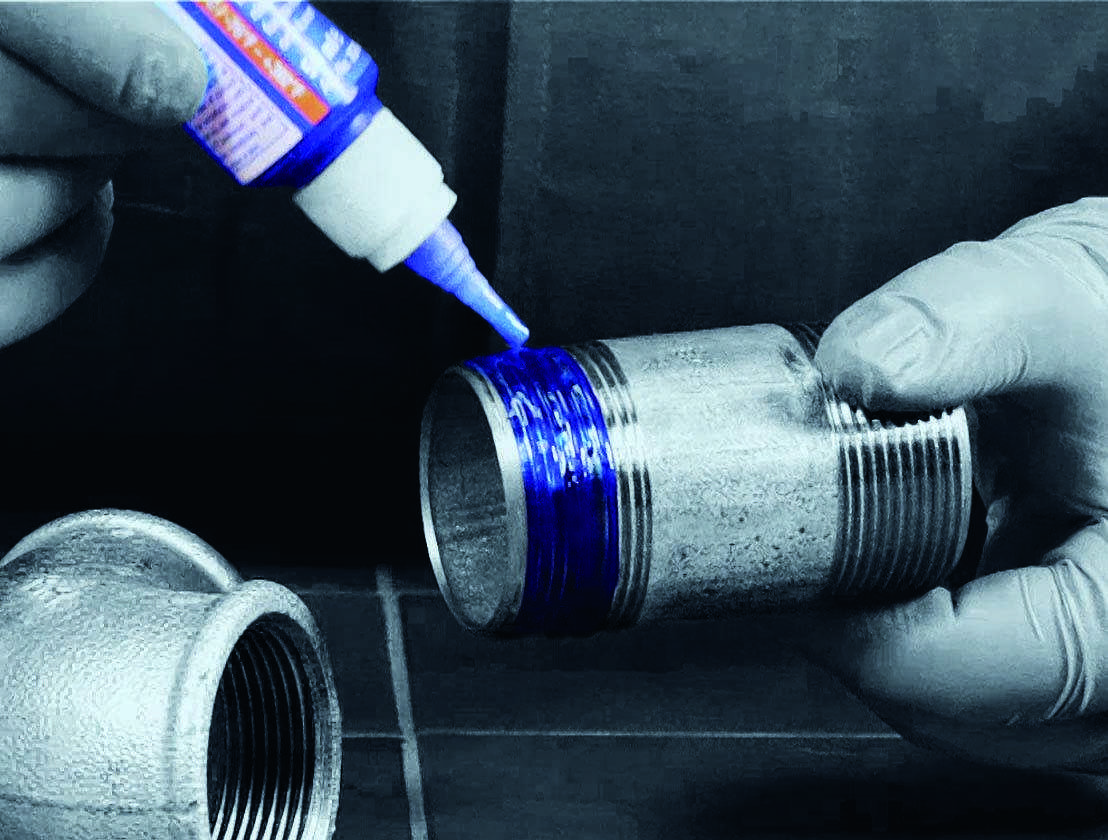
Анаэробный герметик. Практически жидкий состав максимально прост в применении – его наносят на резьбу и закручивают элементы.
Анаэробные герметики подразделяются на несколько типов в зависимости от условий применения, поэтому при выборе следует обратить внимание на следующие параметры:
- диапазон рабочих температур;
- диаметр резьбы, на который рассчитан данный тип уплотнителя;
- усилие, требующееся для разборки;
- время полимеризации.
Важно знать, что перед уплотнением анаэробным герметиком резьбовое соединение требуется обезжирить и просушить. Уплотнитель подходит для водопроводных и отопительных систем, в том числе с незамерзающей жидкостью
- Требует определенного навыка для правильной подмотки и обмазки;
- Имеет ограниченную долговечность;
- Склонна к усыханию.
Как вариант улучшающий качества подобного способа уплотнения, для пропитки используется жидкий или пастообразный силиконовый герметик.
Преимущества и недостатки пластиковых труб для газа, правила монтажа
Составные части подходящего для частного коттеджа газопровода
Достоинства и недостатки полимерных материалов
Сравнение пластиковых и металлических изделий
Марки полимерных труб




Подготовка к монтажу полимерных труб
Методики сварки элементов полимерных трубопроводов
Порядок сварки труб
Один из насущных вопросов, с которыми сталкивается владелец частного дома или коттеджа, это подведение к зданию систем коммуникации: водопроводов холодной и горячей воды, отопления и трубопровода, по которому осуществляется подача газа.
Ввиду физико-химических свойств природного газа его транспортировка представляет определённые сложности и связана с риском, в том числе для жизни окружающих; чтобы избежать опасности, нужно, в частности, тщательно подбирать материалы изготовления всех элементов газотранспортной системы.
Именно с этим связан возникающий у многих владельцев частного жилья вопрос, можно ли использовать полипропиленовые трубы для газа; ответ будет дан ниже.
Составные части подходящего для частного коттеджа газопровода
Проведение в частное жилище газа, или просто газификация, – сложная задача, к которой нужно подходить максимально ответственно. Все связанные с обустройством системы работы необходимо проводить тщательно и аккуратно; лучше всего, чтобы работой занимался не сам хозяин, каким бы профессионалом он ни был, а бригада квалифицированных, обладающих большим опытом специалистов. Помимо прочего, у таких мастеров следует ещё раз уточнить, можно ли проводить газ полипропиленовыми трубами, и, сообразуясь с материалом статьи и их ответом, принять окончательное решение.
В любом случае, какой бы материал труб владелец постройки ни выбрал и чьими услугами он бы ни воспользовался, ему следует как можно тщательнее выполнять работы или контролировать процесс их выполнения в соответствии с предписаниями пожарной безопасности.
В систему подачи газа входят следующие составляющие:
- Газгольдер. Представляет собой предназначенный для хранения природного газа толстостенный резервуар.
- Трубы для транспортировки топлива. Как упоминалось выше, это могут быть ПВХ трубы для газа, полипропиленовые газовые трубы или изделия из других материалов.
- Конечные элементы цепи, в которых происходит сгорание газа: водонагреватели, работающие на газе плиты, камин, газовый котел и т.п.
Окончательно принять решение о допустимости транспортировки газа по полипропиленовым трубам в конкретном случае можно, основываясь на расчётах объёма подаваемого газа, типа и характеристик грунта, в котором будет пролегать трубопровод и коррозионной угрозы для всех элементов цепи и материальных возможностях хозяина частного дома или коттеджа.
Разрешить все эти вопросы можно и самостоятельно, изучив предъявляемые к системам газификации требования и обязательные для исполнения государственные стандарты, но консультация специалиста позволит не только сэкономить деньги, избежав неверных решений, но и предотвратить угрозу жизни и здоровью людей.
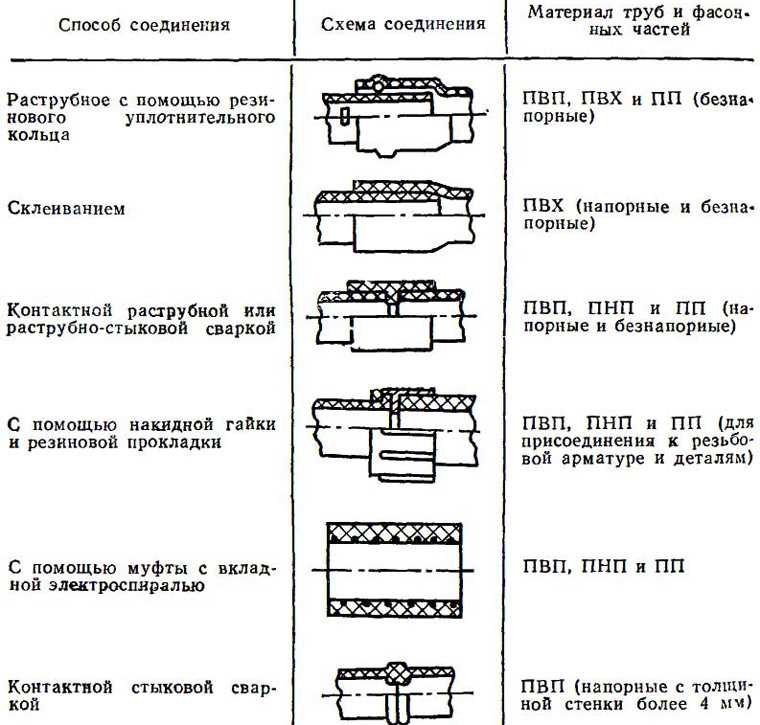
Пайка

Правильнее будет сказать пайка встык. Используется также для труб из полиэтилена. Условием для ее осуществления будет подвижность двух сочленяемых частей. В противном случае процесс будет нарушен. По эффективности она не уступает электромуфтовой. Для проведения работ понадобится модульный агрегат. Его составляющими являются гидравлический блок, резак, паяльник и центратор. Чтобы правильно им воспользоваться, действуют следующим образом:
- В специальные тиски монтируются вкладыши под размер обрабатываемой трубы.
- Патрубки зажимаются. Не стоит усердствовать, если перетянуть болты, то торец потеряет форму окружности, что приведет к проблемам.
- Спаиваемые участки очищаются от грязи и пыли.
- Строительным ножом или другим прибором ликвидируется стружка на фаске, если она присутствует.
- На гидравлическом блоке потихоньку открывается вентиль до начала движения составляющих на центраторе. Значение давления помечается как рабочее.
- Детали разводятся, между ними вставляется торцеватель. Он запускается и снова осуществляется сдвигание. После нескольких оборотов ножей, прибор можно забрать.
- Для проверки правильности и ровности стыка патрубки снова сдвигаются и хорошо осматриваются.
- Стыки обезжириваются растворителем или спиртовой салфеткой.
- Паяльник ставится на разогрев.
- После достижения заданной температуры, он устанавливается между деталями.
- По таблице выставляется давление для пайки и модули центратора снова сдвигаются. Они удерживаются в напряжении до образования наплыва в 1 мм.
- После этого давление сбрасывается, и они прогреваются еще несколько секунд.
- Части раздвигаются и нагреватель убирается. В течение 5 секунд их необходимо снова состыковать под напряжением еще на 5 секунд. После этого усилие снимается и выжидается время остывания.
До окончания временного промежутка, которое указано для остывания, ни в коем случае нельзя прибирать тиски или каким-либо образом кантовать трубы. Это может привести к разгерметизации.
Подготовка к монтажу резьбовых соединений газовых труб
Подготовка к монтажу резьбовых соединений газовых труб — важный этап, требующий ответственности и точности. Ведь неправильно установленные резьбовые соединения могут привести к утечкам газа, опасным ситуациям и авариям. Поэтому следует строго соблюдать нормы и правила безопасности при подготовке и установке резьбовых соединений на газовых трубах.
Для начала необходимо ознакомиться с требованиями и нормативной документацией, регулирующей монтаж газовых труб. Далее следует выполнить следующие шаги:
- Планирование и разработка схемы монтажа. Определите расположение газовых труб и необходимое количество резьбовых соединений. Учитывайте герметичность системы и безопасность работы.
- Выбор материалов и инструментов. Приобретите качественные и сертифицированные материалы для резьбовых соединений, а также необходимый инструмент, включая резьбонарезные машинки, ключи, пресс-клеммы и прочее.
- Подготовка рабочей площадки. Убедитесь, что рабочая площадка чиста и аккуратна. Уберите мусор и опасные предметы, создающие риск для безопасного монтажа труб.
- Проверка готовности инструментов и материалов. Перед началом монтажа проверьте наличие всех необходимых инструментов и материалов, а также их исправность.
- Очистка газовых труб. Убедитесь, что газовые трубы полностью очищены от грязи, жира и других загрязнений. Это гарантирует качественное соединение и надежную работу системы.
- Обеспечение безопасности. Наденьте необходимую защитную экипировку, включая перчатки, маску и очки. Поставьте ограждение и запретите доступ на рабочую площадку для посторонних лиц.
Следуя указанным шагам и правилам безопасности, вы сможете правильно и безопасно подготовиться к монтажу резьбовых соединений на газовых трубах. Помните, что безопасность всегда должна быть на первом месте при работе с газовыми системами.
Требования, которые необходимо учитывать при работе с газовыми трубопроводами
Перед тем, как пропустить газ на плиту и котел, необходимо выяснить, какие характеристики следует учитывать при проведении данного вида работ.
Как правило, газ по своему давлению не отличается от атмосферного. Однако типичный избыток газа в трубе может составлять 0,005 МПа или 0,05 атмосферы.
Поскольку ни газ, ни его пропан-бутановая смесь не являются химически агрессивными веществами, они не вызывают коррозии стальных труб.
Кроме того, минимальная вязкость газа позволяет транспортировать его по трубке с небольшим внутренним диаметром. Поэтому вполне можно установить трубу диаметром не более 1/2 дюйма.
Следует помнить, что очень часто при установке газовых котлов с высокими показателями мощности используются трубы с большим сечением. Как правило, рекомендуемые параметры указываются в инструкции, прилагаемой к любому газовому оборудованию.
Газовые линии должны быть полностью закрыты. Это касается и стыков труб. Утечки газа, в отличие от протечки водопроводной воды, являются очень серьезной проблемой, которая может привести к пожарам или взрывам.
Схемы сварных стыков
Сварочные схемы газопровода являются частью рабочей документации на проведение такого рода работ. Выполняются они не в масштабе, а в виде эскизов.
Схема сварных стыков газопровода содержит обозначения стыков, как поворотных, так и неповоротных. Легче выполняются поворотные стыки, поскольку их можно осуществлять в любом удобном для сварщика положении. Также у них более низкая вероятность появления дефектов.
На схеме указывают номер каждого стыка. Указываются сведения, каким видом контроля после сварки он должен быть подвергнут. Сообщаются сведения об объекте, в частности класс или группа трубопровода.
Сводная таблица содержит все необходимые сведения о сварных соединениях: количество стыков труб, их параметры, каким способам неразрушающего контроля они должны быть подвергнуты.
Схема сварных стыков газопровода — образец:
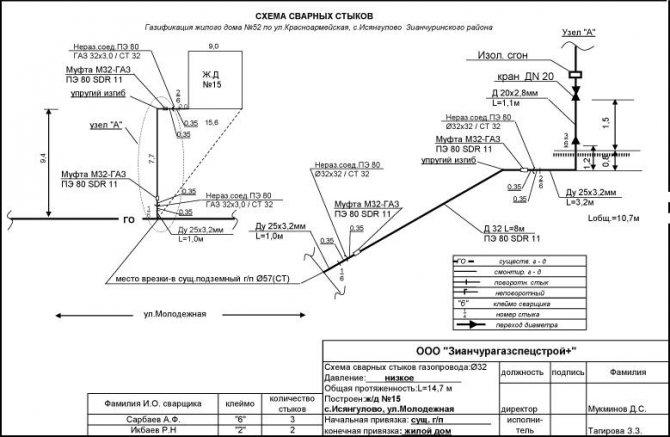
Схема также может выполняться в аксонометрии. В ней должны иметься подписи руководителя и исполнителей. Схема, по сути, является руководством для правильного осуществления сварки газовых труб, в том числе планирование этого процесса и осуществления контроля после него.


Виды газовых труб и их монтаж
Небольшие стальные сварные трубы обычно применяются для газопроводов с сечением 1/2-2. Стальные трубы с резьбой , не имеющие шва, применяются в газопроводах, сечение которых намного больше отметки 1/2-2.
Правильным выбором для подземной части газопровода являются стальные битумизированные бесшовные трубы, у которых есть специальная джутовая оболочка и наиболее подходящее резьбовое соединение. Также часто используются раструбные стальные и битумизированные оболочки.
Сейчас в газопроводах для стальных труб используют то же соединение друг с другом, что и для водопроводных. Этот метод называется фитингом. Принцип его заключается в том, что легкие сварные трубки сваривают, а раструбные уплотняют по типу канализационных.
В подвальных помещениях трубы необходимо оставлять открытыми.
Уплотнителем выступает материал на основе конопляных волокон, предварительно пропитанный олифой и льняным маслом. Не стоит применять уплотнители, которые в дальнейшем будут усложнять процесс разборки труб, закупоривая соединение или каким-то иным образом препятствуя ему
В целях перекрытия газа в газопроводе есть запорные краны. Они могут закрываться двумя способами: при помощи ключа и вручную. Краны не нужно уплотнять. Точно подогнанные корпус и конус плотно прилегают друг к другу.
В подвальных помещениях трубы должны оставаться незакрытыми. Их монтаж осуществляется с зазором к стенам с помощью хомутов и скоб. В местах перехода труб через стены или на месте их перекрытия они покрываются дополнительной защитной трубкой. должно находиться не в самом переходе, а до или после него.
В шлакобетоне и шлакобетонной кладке трубопровод необходимо защищать, к примеру, противокоррозионной краской или специальной изолирующей оболочкой. Трубы, которые проходят в пазах стен, прикрепляются к стене крюками, а сами пазы плотно заделываются.
Поскольку в кладке с дымоходами газопровод должен огибать его, нельзя заделывать.
Уплотнительная нить

Уплотнительная нить или сантехническая нить — это полимерное волокно, которое растянуто в форму нити. В зависимости от производителя, может быть пропитана герметизирующим составом.
Использование уплотнительной нити
- Сантехническую нить применяют при монтаже отопления.
- Горячего, холодного, а так же питьевого водоснабжения и газоснабжения.
- Для металлических и пластиковых труб.
- Может применяться в промышленных масштабах.
- Максимальный диаметр обработки нитью до 6 дюймов.
Изготавливается из различных материалов:
- Полиамид
- Фторопласт
Характеристики уплотнительной нити
- Полиамидная нить пригодна к использованию при температуре до 130°С. Нить из полиамида обладает повышенной износостойкостью, устойчива к агрессивной среде. Выдерживает давление воды 16 атм и газа 8 атм.
- Фторопластовая нить имеет верхний температурный предел более 200°С. Эластичный, износостойкий, инертный к кислотам и щелочам материал, по свойствам очень напоминает ФУМ-ленту, так как тоже содержит фтор в своём составе.
Преимущества уплотнительной нити
- Не теряет своих свойств при температуре от -70°С до 200°С.
- Позволяет в течение нескольких суток юстировать соединение без потери плотности резьбы.
- Руки и соединение остаются чистыми во время работы.
- Быстрее работать чем с другими уплотнителями.
Недостатки уплотнительной нити
- По сравнению с другими герметиками довольно высокая стоимость.
- На больших диаметрах резьбы высоких расход материала.
- Не используется для уплотнения кислородных магистралей, а также в условиях применения хлора.
Как наматывать уплотнительную нить
Есть два способа наматывания нити. На старую резьбу, и на новую резьбу.
Для новой резьбы. Нить рекомендуется наматывать крест — накрест по всей ширине рабочей поверхности.
Во время уплотнения, необходимо сделать посередине резьбы небольшой выступ из нескольких витков нити, так делается для более качественного уплотнения.
Для старой резьбы. По сравнению с рекомендуемым количеством витков, для старой резьбы количество витков следует умножить на 2 и выполнить два шага наматывания.
- Шаг 1. При таком способе необходимо заполнить нитью каждый виток резьбы.
- Шаг 2. Следующим этапом повторяем способ намотки для новой резьбы.
Мотать следует по часовой стрелке для правой резьбы.
Использование уплотнительной нити
- Для новой резьбы. На упаковке как правило производитель указывает количество витков для каждого диаметра резьбы, но практика показывает, что лучше сделать на 2 — 3 витка больше.
- Для старой резьбы. Если производителем рекомендовано делать 6 — 9 витков, то на деле это должно быть 12 — 18 витков.
- РоссияРекорд. Качественная российская нить.
- ЕвропаTANGIT. Наверно самый популярный бренд уплотнительной нити в России.
- КитайMATRIX. Китайская нить, которая выпускается под контролем немецких специалистов.
Резьбовая стыковка газовых труб
 В стальных газопроводах используют резьбовое соединение газовых труб. Этот метод называется фитингом. Принцип его состоит в том, что легкие сварные трубки сваривают, а раструбные уплотняются так же, как и канализационные.
В стальных газопроводах используют резьбовое соединение газовых труб. Этот метод называется фитингом. Принцип его состоит в том, что легкие сварные трубки сваривают, а раструбные уплотняются так же, как и канализационные.
Для газовых фитингов рабочее давление не должно быть больше 5 бар.
Уплотнителем выступает материал на основе конопляного волокна, который заранее пропитывается льняным маслом и олифой.
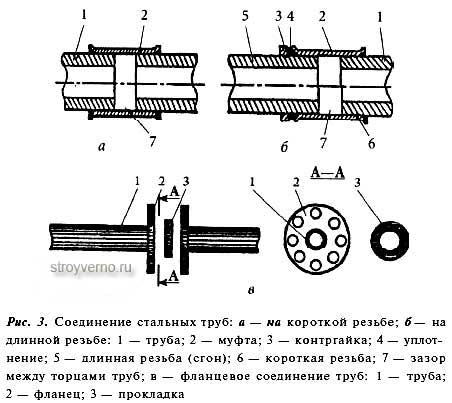
В котельных трубопроводы соединяют при помощи резьбовых муфт. Трубы соединяются муфтами на длинной и короткой резьбе. Короткая резьба должна сбегаться на участке двух последних резьбовых ниток и быть короче половины длины муфты на одну резьбовую нитку.
Благодаря такому сбегу одна резьба заклинится во второй и плотность соединения повысится. Если нужно сделать разъемное соединение, то выполняется соединение на длинной резьбе .
На одной трубе выполняют длинную резьбу , а на второй – короткую. Резьба длинная должна быть такой величины, чтобы можно было на нее полностью навернуть муфту и контргайку, и чтобы осталось еще сверх этого не меньше двух свободных резьбовых ниток.
Для уплотнения стыков используется льняная прядь с суриком, которая затирается на натуральной олифе или смешана со свинцовыми белилами. Уплотнительная прядь наматывается ровным тонким слоем на нарезку.
Сварка стальных труб
Стыковку компонентов стального трубопровода производят с помощью газовой, электродуговой или аргонодуговой технологий.
Технология газовой сварки труб применяется в случае монтажа элементов стального трубопровода, с толщиной стенки трубы до четырех миллиметров. Ведь, по сути, эта технология напоминает не классическую сварку, а пайку, когда расплавленный присадочный материал стекает в разогретый стык и, остывая, заваривает щель между трубами. Такой шов не обладает прочностью основного материала, но выглядит очень аккуратно.
Электродуговой способ сварки практикуют при значительной толщине трубы – от пяти миллиметров и более. Хотя при должном старании и умении подобрать режимы сварки дугой можно соединить и очень тонкие трубы. Эта технология гарантирует высокопрочное соединение. Ведь присадочный металл соединяется с основным на уровне межкристаллических связей. То есть, сварочный шов по прочности не уступает основному металлу.







Аргонодуговым способом можно стыковать трубы с толщиной стенки от десятых долей миллиметра до шести сантиметров. Толщина присадочной проволоки изменяется от 0,3 до 10 миллиметров в диаметре, а газовый флюс позволяет заполнять довольно широкие разделы с большой аккуратностью.
Как это делается?
Сварка аргонодуговым и газовым способом происходит почти одинаково: трубы соединяются встык, кольцевым швом, формируемым в процессе нагревания основного металла и плавления присадочного материала. В качестве присадки используют стальную проволоку того же сорта, что и сталь в трубах.
Проволока вводится за точкой нагрева основного металла (сварочным пятном, образуемым электрической дугой или плазмой) и распределяется по шву возвратно-поступательными движениями (вдоль шва).
Электродуговая сварка ведется плавкими электродами. Причем ось прутка располагается перпендикулярно к плоскости трубы. Электрод заполняет разделку за один проход или за несколько проходов, двигаясь по кольцу без поперечных колебаний.