Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.

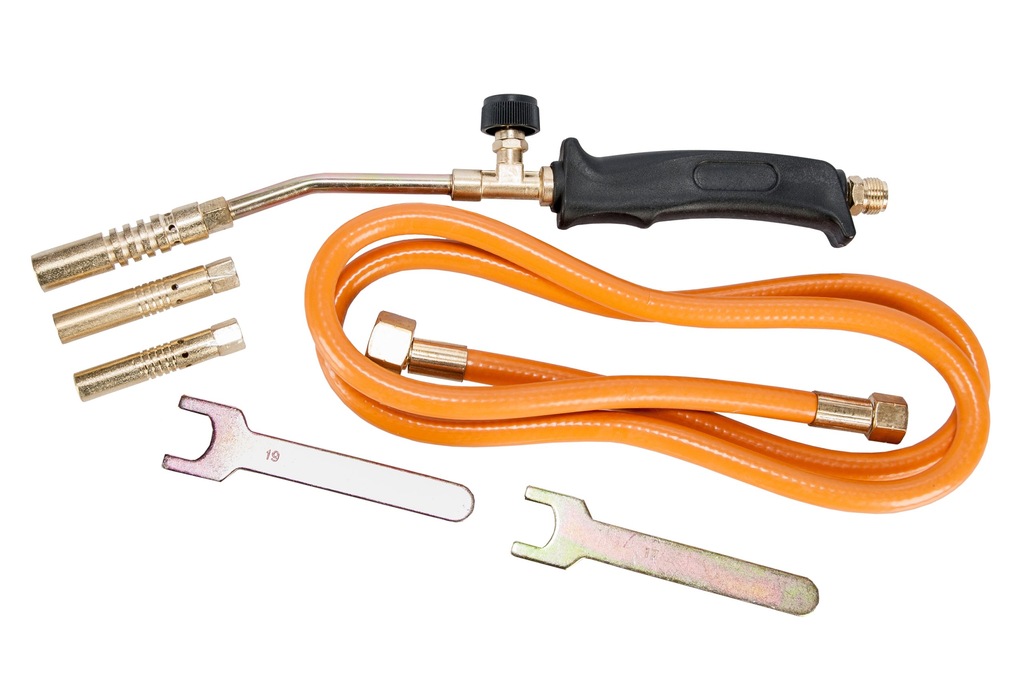
Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Устройства с одноразовыми баллонами также имеют недостатки. Самым существенным минусом таких приборов является маленький объем баллона с газовой смесью. Поэтому приходится часто покупать новые емкости при выполнении большого количества стыков.
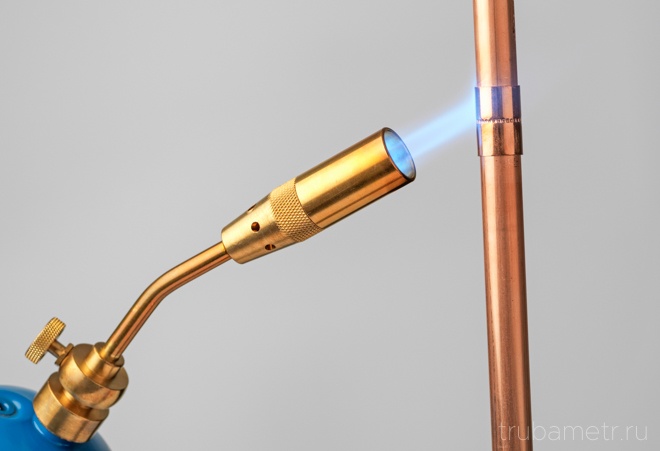
Газовые горелки со стационарными баллонами отличаются возможностью создания пламени, имеющего высокую температуру. Это позволяет использовать в работе тугоплавкие припои, швы получается более качественные.
Способы стыковки
Оптимальными элементами соединения частей медного трубопровода считаются фитинги. Их ассортимент обширен, но популярностью пользуются следующие 3 разновидности подобных деталей:
- тройники, посредством которых можно организовать соответствующие отводы;
- муфты для соединения двух цилиндрических изделий;
- колена, находящие свое применение при необходимости изменить направление трубопровода, задав угол поворота в 90 градусов.
 При этом обустройство медной конструкции может производиться без применения фитингов или с минимальным количеством подобных элементов. Хотя здесь понадобится соответствующий инструмент, позволяющий выполнить операции по гибке и расширению труб, а также их отбортовки.
При этом обустройство медной конструкции может производиться без применения фитингов или с минимальным количеством подобных элементов. Хотя здесь понадобится соответствующий инструмент, позволяющий выполнить операции по гибке и расширению труб, а также их отбортовки.
В данном случае это избавляет от необходимости применять углы для организации поворотов трубопровода. Расширение сделает ненужным использование муфт, так как здесь можно увеличить диаметр цилиндрической конструкции и вставить в нее другую, закрепив стык посредством пайки. Наконец, отбортовка исключит из списка соединительных элементов тройники, но при условии, что отводная труба будет иметь меньший диаметр по сравнению с магистральной.
Для осуществления вышеперечисленных задач потребуются различные устройства, которые обеспечат гибку труб, а также их расширение и отбортовку.
Трубогибы
Применение подобных приспособлений должно соотноситься с некоторыми требованиями. Так, для труб с сечением до 15 мм радиус изгиба определяется как 3,5d, а 18 мм – 4d, где под d понимается диаметр конструкции. Если предусмотрено наличие сгибающей пружины, минимальное значение радиуса изгиба составляет 6d.


Слишком короткий отрезок, соединяющий центр с точкой окружности, создает высокую вероятность того, что произойдет разрыв или сплющивание. Если трубы отожженные, допустим меньший радиус изгиба, хотя это приводит к негативным последствиям за счет получаемой крутизны дугообразного искривления (менее 3d), когда поток начинает разрушающе воздействовать на саму трубу. В то же время отожженные изделия вполне можно гнуть с помощью силы рук, но здесь следует придерживаться радиуса изгиба от 8d, что позволит избежать сплющивания.
Сгибы, выполненные некачественно, которые приводят к сжатию трубы или собиранию в гармошку в месте искривления, создают условия для возникновения потоков турбулентности. В итоге эти силы обеспечивают напряжение там, где сечение трубы перестало соотноситься с формой круга, что запускает разрушающие процессы коррозии и эрозии.
Цилиндрические конструкции, диаметр которых не превышает 18 мм и не прошедшие термическую обработку, доступны для сгибания в холодном состоянии, что осуществляется за счет использования трубогиба. Что касается большего диаметра, то здесь не обойтись без предварительного воздействия высоких температур от 500 до 600 °C, чтобы добиться требуемого результата.
Расширители
Для возможности применения устройств в виде расширителей с целью изменения диаметра трубы в большую сторону необходимо использовать только отожженные изделия, отличающиеся требуемой пластичностью. Так называемые экспандеры представляют собой кулачковые механизмы, обеспечивающие создание давления на сегменты своей конструкции, которые воздействуют на трубу изнутри, что приводит к изменению ее размеров.
 На практике часть расширителя в виде кулачкового наконечника вставляется в трубу, производится сжимание рукояток, запускается система рычагов, а конец изделия принимает форму раструба. Если таким образом воздействовать на отрезок небольшой длины, расширив его с двух сторон, то можно получить муфту.
На практике часть расширителя в виде кулачкового наконечника вставляется в трубу, производится сжимание рукояток, запускается система рычагов, а конец изделия принимает форму раструба. Если таким образом воздействовать на отрезок небольшой длины, расширив его с двух сторон, то можно получить муфту.
Отбортовщики
Процесс отбортовки – это образование нужного диаметра отверстия на поверхности трубы. Для этого сначала просверливают небольшой проем, который необходим для ввода через него оправки инструмента, оснащенной специальными усиками.
Следующим шагом устройство отбортовки надежно закрепляется на поверхности трубы, что необходимо для создания упора. Далее подключается электроинструмент. Его запуск провоцирует вращение шпинделя, который начинает постепенно вытягивать оправку, приводя к тому, что кромки проема загибаются наружу.
В результате образуется достаточного диаметра отверстие для подключения колена. Чтобы исключить глубокое погружение этого элемента в полученный проем, на его поверхности делаются выступы. Они являются ограничителями, которые необходимы для исключения вероятности возникновения препятствия на пути потока воды.
Сборка самодельной газовой горелки
 Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Из латунного прутка в 2 см шириной изготавливается корпус и рассекатель. В поверхности стержня рассекателя проделываются четыре отверстия диаметром в 1 мм для поступления кислорода. В корпусе проделываются две радикальных дырки диаметром 5 мм. Далее, в корпус запрессовывается рассекатель, таким образом, чтобы возле внутреннего фланца был небольшой зазор в 0,6 мм.
Форсунка вытачивается из металлического прута. В ней просверливается глухое отверстие при помощи сверла диаметром в 2 мм. До выхода должно оставаться 1,5 мм длины. Перемычка меряется сверлом в 4 мм диаметром. Отверстие при помощи молотка зачеканивается, вытачивается с торцевой стороны наждачной бумагой. Затачивание можно окончить, если форсунка хорошо надевается на наконечник трубки с резьбой.
Шланг, присоединенный к редуктору баллона с газом, соединяется с концом трубки при помощи хомута и отвертки. После набора рабочего давления и полного вытеснения воздуха из шланга, подается газ, и форсунка подносится к пламени газовой конфорки. Верхушка детали отшлифовывается пока факел горелки не достигнет длины в 50 мм.
Корпус с установленным рассекателем привинчивается к внешней резьбе форсунки. Пламя горелки должно выходить ровно и не создавать копоти. Если с этим есть проблемы, то необходимо провернуть по резьбе форсунки корпус до исчезновения нежелательных эффектов. Также можно уплотнить резьбу ФУМ лентой. Перед использованием следует проверить устройство на герметичность.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.







Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Большие горелки для пайки и сварки двумя газами
9 место – популярная мини горелка для ювелирных работ

Можно использовать с двумя газами – ацетилен+кислород или водород+кислород. Имеет удобные гибкие шланги и регуляторы подачи газа прямо на горелке. Есть сменные насадки для разной интенсивности пламени. Возможно придется докупать переходники для баллонов или регуляторов давления.
Цена такой .
Достоинства:
удобно держать в руке, удобные крутилки, наличие сменных насадок.
Недостатки:
надо следить за тонкими шлангами, чтобы не травили газ.
10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси

Имеет длинную изогнутую трубку, на конце которой расположено сопло. Такие горелки предназначены для резки и сварки металла. Повышенная температура горения позволяет сваривать черные металлы с толщиной шва от 0,5 до 0,2 мм. Выпускаются горелки от 30 см до 45 см длиной.
Достоинства:
позволяет резать и сваривать металл.
Недостатки:
нет пьезоподжига.
На этом заканчиваю свой ТОП 10 лучших газовых горелок для пайки. Далее читайте про флюсы, припои и процесс газосварки и пайки газом.
Мастер Пайки с Вами.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб,
- количество фитингов,
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие,
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.









Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими расходными материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.

Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль,
- канифоль,
- вазелин,
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Ремонт фланцев
Иногда пайка может потребоваться медным патрубкам, расположенным на стыке водопровода с выходной трубой теплообменника. В данном случае можно воспользоваться кусками медной трубы с фланцами и накидными гайками-американками – их обычно применяют для монтажа системы подачи воды из медных труб.
Если в наличии прямые отрезки трубы, дорабатывать их не нужно, а вот изогнутые куски нужно обрезать. На месте изгиба отпиливают кусок трубы с фланцем. Расширенный участок трубы, расположенный с другой стороны, также нужно отпилить. Он будет использован впоследствии как соединительное кольцо.
Теперь нужно отрезать треснувший фланец с патрубка на газовой колонке. Его длина должна соответствовать заготовленной заранее трубке с новым фланцем.
Прежде чем начинать дальнейшую стыковку, стоит убедиться, что элементы совмещаются между собой свободно – патрубок теплообменника входит в кольцо с некоторым зазором.
Чтобы улучшить сцепление, перед пайкой поверхность трубки и кольца рекомендуется зашлифовать мелким наждаком до полного устранения слоя окиси. Поверх подготовленных участков паяльником мощностью 60-100 Вт наносят тонкий слой припоя, можно использовать оловянно-свинцовый ПОС-61. Флюсом в данном случае может быть как соляная кислота, гашенная цинком, так и канифоль или аспирин.
Начиная пайку трубки с фланцем, обратите внимание, чтобы место стыковки двух труб располагалось по центру соединительного кольца. В тех случаях, когда после нанесения слоя припоя на поверхность трубок, они не будут входить в кольцо, поверхность следует прогреть паяльником, чтобы расплавить припой
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка.
Когда стыковка элементов завершена, и они расположились должным образом, пайку теплообменника завершают. Для этого зазоры между элементами заливают расплавленным припоем.
Способы паяния деталей из меди
Большие горелки для пайки и сварки двумя газами
9 место – популярная мини горелка для ювелирных работ

Можно использовать с двумя газами – ацетилен+кислород или водород+кислород. Имеет удобные гибкие шланги и регуляторы подачи газа прямо на горелке. Есть сменные насадки для разной интенсивности пламени. Возможно придется докупать переходники для баллонов или регуляторов давления.
Цена такой .
Достоинства:
удобно держать в руке, удобные крутилки, наличие сменных насадок.
Недостатки:
надо следить за тонкими шлангами, чтобы не травили газ.
10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси

Имеет длинную изогнутую трубку, на конце которой расположено сопло. Такие горелки предназначены для резки и сварки металла. Повышенная температура горения позволяет сваривать черные металлы с толщиной шва от 0,5 до 0,2 мм. Выпускаются горелки от 30 см до 45 см длиной.
Достоинства:
позволяет резать и сваривать металл.
Недостатки:
нет пьезоподжига.
На этом заканчиваю свой ТОП 10 лучших газовых горелок для пайки. Далее читайте про флюсы, припои и процесс газосварки и пайки газом. Мастер Пайки с Вами.








Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
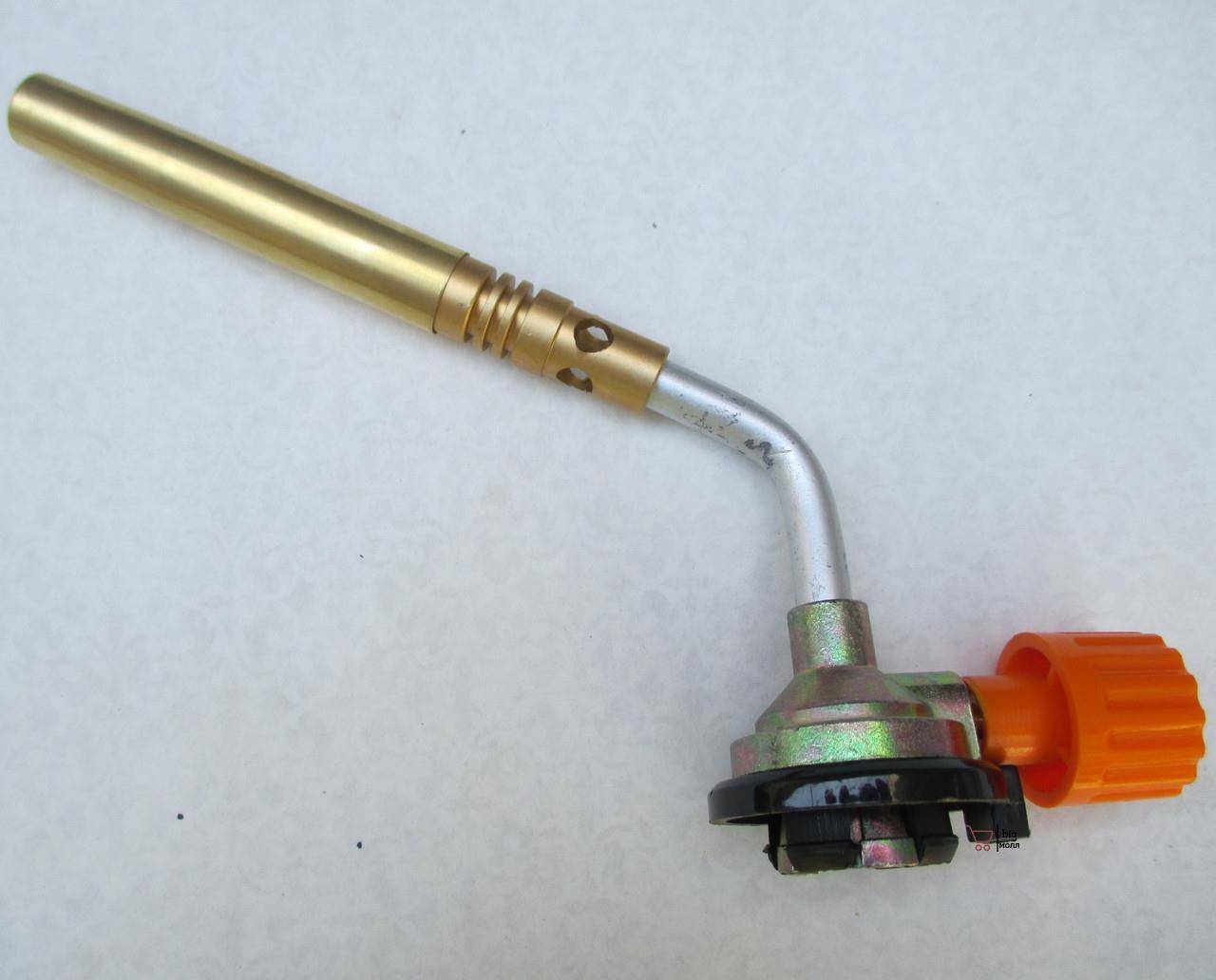
Разновидности ручных горелок
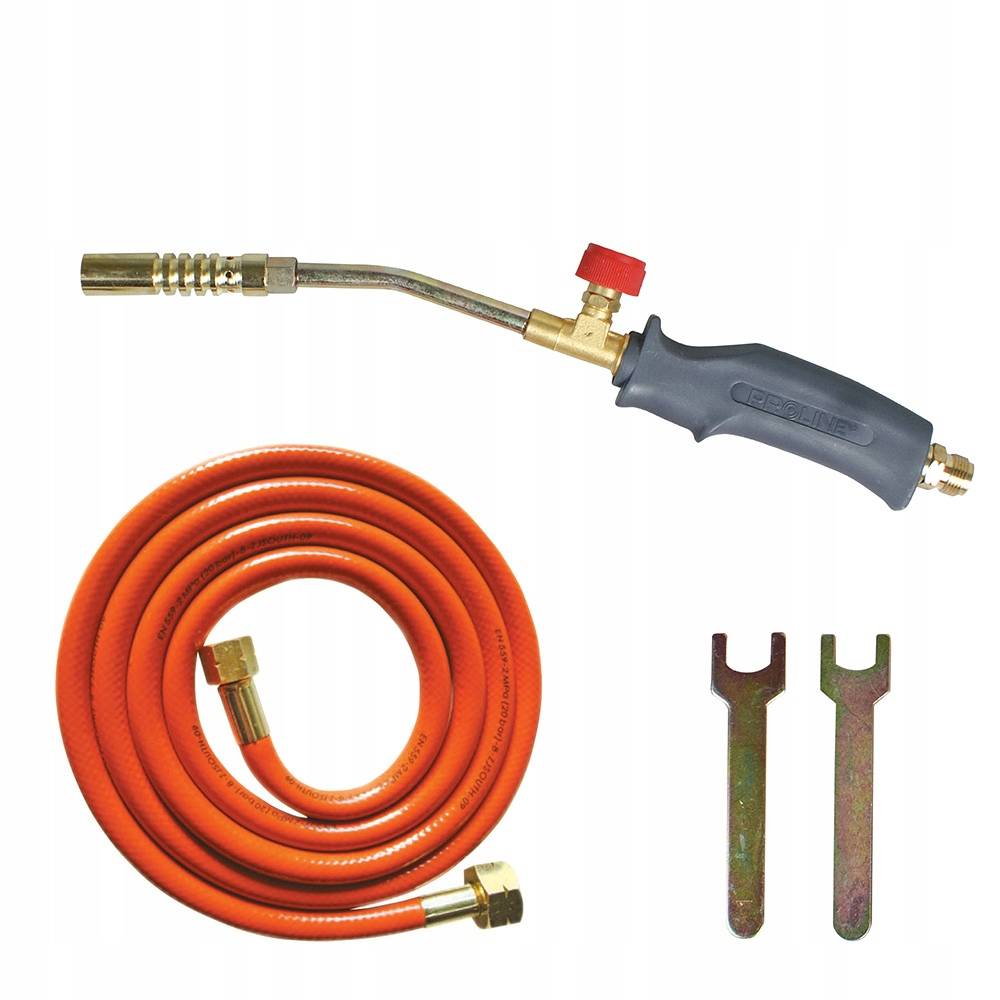
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
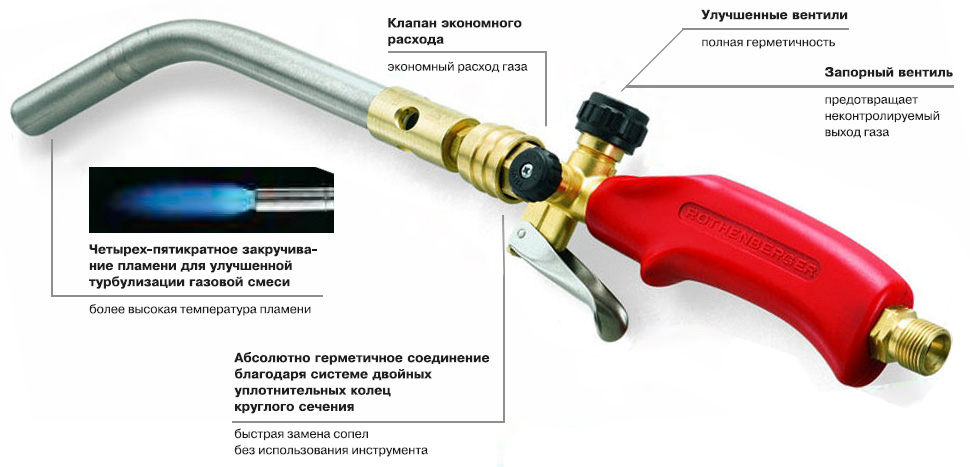
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Принцип работы газовых печей
Газовые плавильные печи достаточно экономичны в силу сравнительно невысокой цены на данный вид топлива. В таких печах возможна очень точная регулировка температуры в тигле. Изоляционные материалы высокого качества позволяют существенно снизить тепловые потери. Газовые печи используются преимущественно для плавки цветных металлов. Принцип работы таких печей основан на взаимодействии газа и воздуха, образующих горючую смесь. Печь на газу для плавки металлов отличается быстрым разогревом и долгим поддержанием оптимальной температуры внутри огнеупорной камеры. Позволяет использовать ее для процесса плавки широкого ряда материалов.
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм,
- деревянные бруски для ручки,
- кусок латуни для форсунки,
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.