Ссылки
- ^ Артур Коль; Ричард Нильсон (1997). Очистка газа (5-е изд.). Издательство Галф. ISBN 0-88415-220-0.
- Гэри, JH; Хэндверк, Дженерал Электрик (1984). Технология и экономика нефтепереработки (2-е изд.). ISBN Марселя Деккера, Inc. 0-8247-7150-8.
- US 4080424 , Лорен Н. Миллер и Томас С. Завацки, «Процесс удаления кислых газов из газовых смесей», опубликованный 21 марта 1978 г., передан Институту газовых технологий.
- Бейкер, РВ (2002). «Будущие направления мембранной технологии разделения газов». Инд.Инж. хим. Рез . 41 (6): 1393–1411. doi10.1021/ie0108088 .
- Ойенекан, Бабатунде; Рошель, Гэри Т. (2007). «Альтернативные конфигурации стриппера для улавливания CO2 водными аминами». Журнал Айше . 53 (12): 3144–154. doi10.1002/aic.11316 .
- ^ То же самое, Рафаэль (2006). «Исследования на экспериментальной установке эффективности улавливания CO 2 водными растворами МЭА и смешанными растворителями МЭА / МДЭА на заводе по разработке технологий улавливания CO 2 в Университете Регины и на демонстрационном заводе по улавливанию CO 2 на пограничной плотине » . Инд.Инж. хим. Рез . 45 (8): 2414–2420. doi10.1021/ie050569e .
- Отчет о производстве серы Геологической службы США .
- Обсуждение восстановленной побочной серы
- Абацоглу, Николя; Бойвин, Стив (2009). «Обзор процессов очистки биогаза». Биотопливо, биопродукты и биопереработка . 3 (1): 42–71. doi10.1002/bbb.117 . ISSN 1932-104X .
- Рошель, GT (2009). «Очистка амином для улавливания CO 2 ». Наука . 325 (5948): 1652–1654. Бибкод2009Sci…325.1652R . doi10.1126/science.1176731 . ISSN 0036-8075 . PMID . S2CID .
- ^ Фолгер, П. (2009). «Улавливание углерода: оценка технологии». Отчет Исследовательской службы Конгресса для Конгресса . 5 : 26–44.
- ^ Ву, Ин; Кэрролл, Джон Дж. (5 июля 2011 г.). Секвестрация углекислого газа и родственные технологии . Джон Уайли и сыновья. стр. 128–131. ISBN 978-0-470-93876-8.
Хемосорбционная очистка газа
Основным преимуществом хемосорбционных процессов является высокая и надежная степень очистки газа от кислых компонентов при низкой абсорбции углеводородных компонентов сырьевого газа.
В качестве хемосорбентов применяют едкий натрий и калий, карбонаты щелочных металлов и наиболее широко — алканоламины.
Очистка газа растворами алканоламинов
Аминовые процессы применяют в промышленности, начиная с 1930-го года, когда впервые была разработана и запатентована в США схема аминовой установки с фенилгидразином в качестве абсорбента.
Процесс был усовершенствован применением в качестве поглотителя водных растворов алканоламинов. Алканоламины, являясь слабыми основаниями, вступают в реакцию с кислыми газами H2S и СО2, за счет чего происходит очистка газа. Образующиеся соли при нагревании насыщенного раствора легко разлагаются.
Наиболее известными этаноламинами, используемыми в процессах очистки газа от H2S и СО2 являются: моноэтаноламин (МЭА), диэтаноламин (ДЭА), триэтаноламин (ТЭА), дигликольамин (ДГА), диизопропаноламин (ДИПА), метилдиэтаноламин (МДЭА).
До настоящего времени в промышленности на установках по очистке кислых газов в качестве абсорбента, в основном, применяется моноэтаноламин (МЭА), а также диэтаноламин (ДЭА). Однако в последние годы наблюдается тенденция по замене МЭА на более эффективный абсорбент — метилдиэтаноламин (МДЭА).
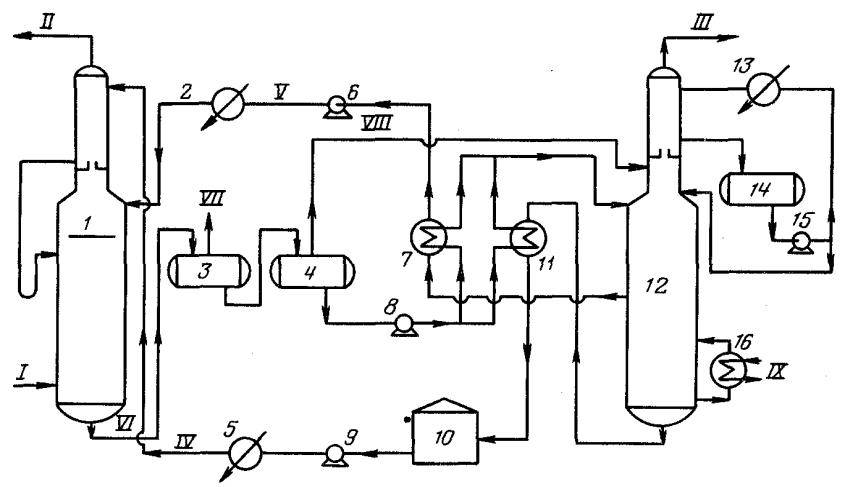
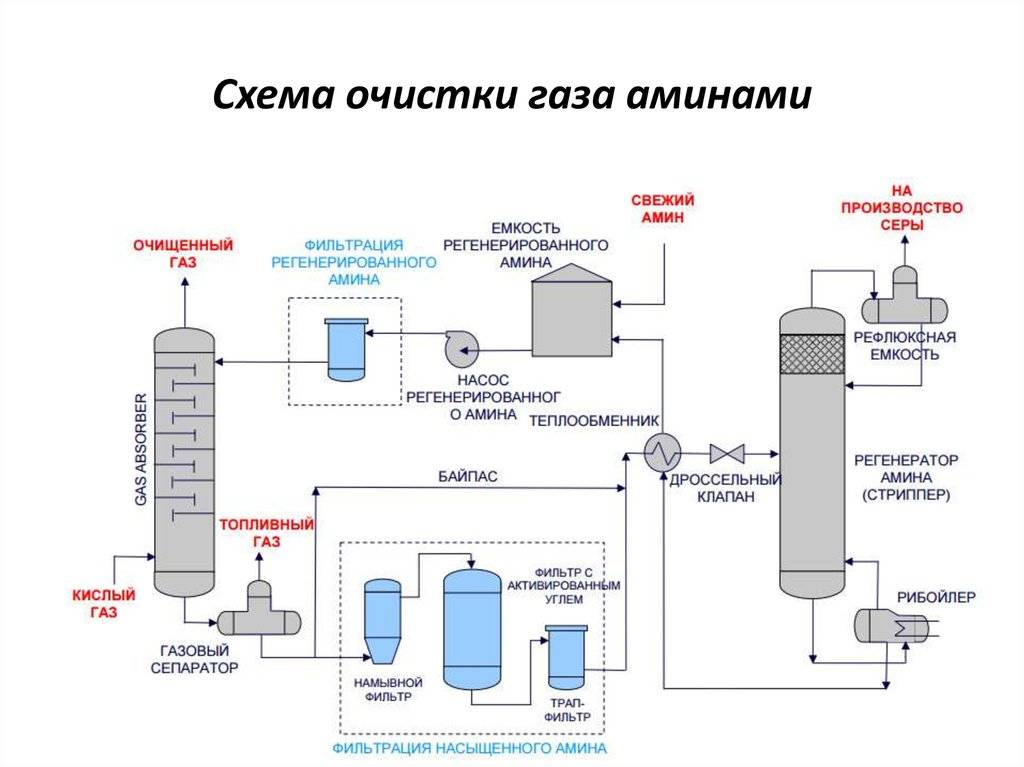
На риснке показана основная однопоточная схема абсорбционной очистки газа растворами этаноламинов. Поступающий на очистку газ проходит восходящим потоком через абсорбер навстречу потоку раствора. Насыщенный кислыми газами раствор с низа абсорбера подогревается в теплообменнике регенерированным раствором из десорбера и подается на верх десорбера.
После частичного охлаждения в теплообменнике регенерированный раствор дополнительно охлаждается водой или воздухом и подается на верх абсорбера.
Кислый газ из десорбера охлаждается для конденсации водяных паров. Конденсат в виде флегмы непрерывно возвращается обратно в систему для поддержания заданной концентрации раствора амина.
Щелочные (карбонатные) способы очистки газа
Применение растворов аминов для очистки газов с малым содержанием H2S (менее 0,5% об.) и высоким соотношением СО2 к H2S считается нерациональным, так как содержание H2S в газах регенерации составляет 3–5% об. Получение серы из таких газов на типовых установках практически невозможно, и их приходится сжигать на факелах, что приводит к загрязнению атмосферы.
Для очистки газов, содержащих незначительные количества H2S и CO2, в промышленности используют щелочные (карбонатные) способы очистки. Применение растворов щелочей (карбонатов) в качестве поглотителя повышает концентрацию H2S в газах регенерации и упрощает схемы установок по производству серы или серной кислоты.
Промышленный процесс щелочной очистки природного газа имеет следующие преимущества:
- тонкая очистка газа от основных серосодержащих соединений;
- высокая избирательность к сероводороду в присутствии диоксида углерода;
- высокая реакционноспособность и химическая стойкость поглотителя;
- доступность и дешевизна поглотителя;
- низкие эксплутационные затраты.
Применение щелочных способов очистки газа также целесообразно в промысловых условиях для очистки небольших количеств сырьевого газа и при небольшом содержании в газе H2S.
Info
- Publication number
- RU2788945C1
RU2788945C1
RU2022106753A
RU2022106753A
RU2788945C1
RU 2788945 C1
RU2788945 C1
RU 2788945C1
RU 2022106753 A
RU2022106753 A
RU 2022106753A
RU 2022106753 A
RU2022106753 A
RU 2022106753A
RU 2788945 C1
RU2788945 C1
RU 2788945C1
Authority
RU
Russia
Prior art keywords
gas
absorbent
desorber
absorber
purified
Prior art date
2022-03-15
Application number
RU2022106753A
Other languages
English (en)
Inventor
Владимир Антонович Сыроватка
Юрий Павлович Ясьян
Тигран Суренович Погосов
Николай Владимирович Шитиков
Александра Владимировна Сыроватка
Original Assignee
Федеральное государственное бюджетное образовательное учреждение высшего образования “Кубанский государственный технологический университет” (ФГБОУ ВО “КубГТУ”)
Filing date
2022-03-15
Publication date
2023-01-26
2022-03-15Application filed by Федеральное государственное бюджетное образовательное учреждение высшего образования “Кубанский государственный технологический университет” (ФГБОУ ВО “КубГТУ”)
filed
Critical
Федеральное государственное бюджетное образовательное учреждение высшего образования “Кубанский государственный технологический университет” (ФГБОУ ВО “КубГТУ”)
2023-01-26Application granted
granted
Critical
2023-01-26Publication of RU2788945C1
publication
Critical
patent/RU2788945C1/ru
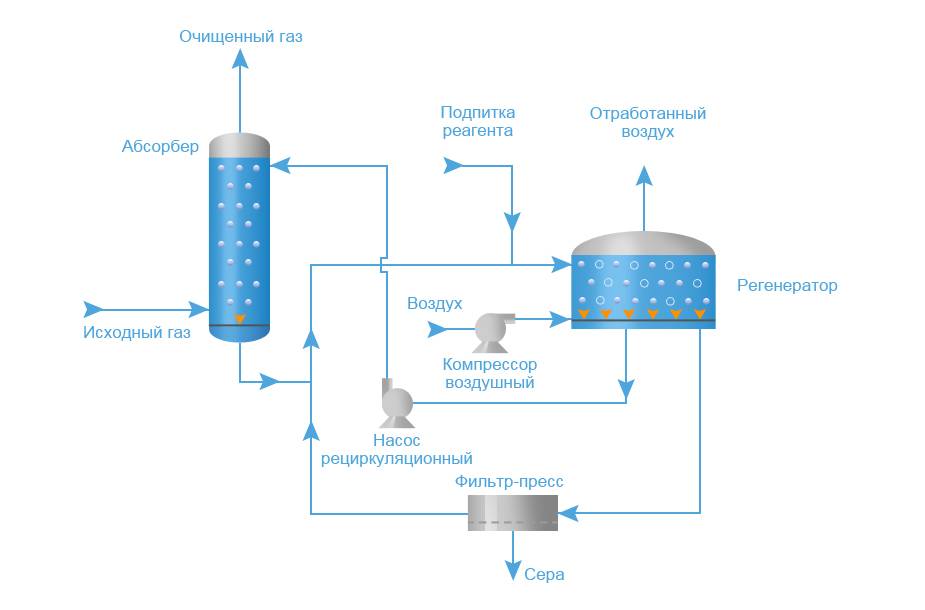
Технологическая схема
 Схематическое изображение типичного технологического оборудования для очистки кислого газа регенеративным абсорбентом
Схематическое изображение типичного технологического оборудования для очистки кислого газа регенеративным абсорбентом
Абсорбер
Кислый газ, подаваемый на очистку, поступает в нижнюю часть абсорбера. Этот аппарат обычно содержит от 20 до 24 тарелок, но для небольших установок это может быть колонна, оснащенная насадкой. Водный раствор амина поступает в верхнюю часть абсорбера. По мере того как раствор стекает по тарелкам вниз, он находится в контакте с кислым газом, поскольку газ движется вверх через слой жидкости на каждой тарелке. Когда газ достигает верхней части сосуда, практически весь H2S и, в зависимости от используемого абсорбента, весь CO2 удаляются из потока газа. Очищенный газ соответствует спецификациям по содержанию H2S, CO2, общей сере.

Сепарация и подогрев насыщенного амина
Насыщенный раствор амина покидает абсорбер внизу и проходит через клапан сброса давления, обеспечивая падение давления примерно на 4 кгс/см2. После снижения давления обогащенный раствор поступает в сепаратор, где выделяется большая часть растворенного углеводородного газа и некоторое количество кислого газа. Затем раствор протекает через теплообменник, нагреваясь от тепла горячего потока регенерированного амина.
Десорбер
Насыщенный абсорбент поступает в аппарат, где регенерация абсорбента происходит при давлении около 0,8-1 кгс/см2 и температуре кипения раствора. Тепло подается от внешнего источника, такого как ребойлер. Отпаренный кислый газ и любой углеводородный газ, не испарившийся в сепараторе, выходит сверху десорбера вместе с небольшим количеством абсорбента и большим количеством водяного пара. Этот поток паров проходит через конденсатор, обычно воздушный охладитель, для конденсации паров абсорбента и воды.
Смесь жидкости и газа поступает в сепаратор, обычно называемый рефлюксной емкостью (аккумулятором рефлюкса), где кислый газ отделяется от сконденсированных жидкостей. Жидкая фаза сепаратора подается обратно в верхнюю часть десорбера в качестве флегмы. Поток газа, состоящий в основном из H2S и CO2, обычно направляется на установку получения серы. Регенерированный раствор поступает из ребойлера через теплообменник с насыщенным / регенерированным раствором амина в аппарат воздушного охлаждения и далее в расширительный бак. Затем поток нагнетается насосом высокого давления обратно в верхнюю часть абсорбера, чтобы продолжить очистку кислого газа.

Система фильтрации
Большинство систем абсорбентов имеют средства фильтрации раствора. Это достигается путем пропускания насыщенного раствора амина из сепаратора через фильтр для улавливания твердых частиц, а иногда и через угольный фильтр. Цель состоит в том, чтобы поддерживать высокую степень чистоты раствора для избежания пенообразования раствора. Некоторые системы абсорбентов также имеют средства для удаления продуктов разложения, которые включают в себя поддержание дополнительного ребойлера для этой цели при подключении оборудования для регенерации.
Использует
На нефтеперерабатывающих заводах отбензиненный газ в основном представляет собой H 2 S, большая часть которого часто поступает в результате процесса удаления серы, называемого гидрообессериванием . Затем этот обогащенный H 2 S поток отпарного газа обычно направляют в процесс Клауса для его преобразования в элементарную серу . Фактически, подавляющее большинство из 64 000 000 метрических тонн серы, произведенной во всем мире в 2005 году, было побочным продуктом серы на нефтеперерабатывающих заводах и других предприятиях по переработке углеводородов. Другим процессом удаления серы является процесс WSA .который извлекает серу в любой форме в виде концентрированной серной кислоты. На некоторых заводах более одной аминовой поглотительной установки могут совместно использовать общую регенераторную установку. Акцент в настоящее время на удалении CO 2 из дымовых газов, выбрасываемых электростанциями, работающими на ископаемом топливе, привел к большому интересу к использованию аминов для удаления CO 2 (см. также: улавливание и хранение углерода и обычные электростанции, работающие на угле ).
В конкретном случае промышленного синтеза аммиака для процесса паровой конверсии углеводородов с получением газообразного водорода обработка амином является одним из обычно используемых процессов для удаления избытка диоксида углерода при окончательной очистке газообразного водорода.
При производстве биогаза иногда необходимо удалить диоксид углерода из биогаза, чтобы сделать его сопоставимым с природным газом. Удаление иногда высокого содержания сероводорода необходимо для предотвращения коррозии металлических частей после сжигания биогаза.
Улавливание и хранение углерода
Амины используются для удаления CO 2 в различных областях, от добычи природного газа до производства продуктов питания и напитков, и используются уже более шестидесяти лет.
Существует несколько классификаций аминов, каждая из которых имеет различные характеристики, связанные с улавливанием CO 2 . Например, моноэтаноламин (МЭА) сильно реагирует с кислыми газами, такими как CO 2 , и имеет быстрое время реакции и способность удалять высокие проценты CO 2 даже при низких концентрациях CO 2 . Как правило, моноэтаноламин (МЭА) может улавливать от 85% до 90% СО 2 из дымовых газов угольных электростанций, что является одним из наиболее эффективных растворителей для улавливания СО 2 .
Проблемы улавливания углерода с использованием амина включают:
- Газ низкого давления затрудняет перенос CO 2 из газа в амин.
- Содержание кислорода в газе может вызвать разложение амина и образование кислоты.
- Разложение CO 2 первичных (и вторичных) аминов
- Высокое энергопотребление
- Очень большие объекты
- Поиск подходящего места (повышенная добыча нефти, глубокие засоленные водоносные горизонты, базальтовые породы…) для удаления удаленного CO 2
Парциальное давление является движущей силой для перевода CO 2 в жидкую фазу. При низком давлении такой перенос трудно осуществить без увеличения тепловой нагрузки ребойлера, что приведет к увеличению затрат.
Первичные и вторичные амины, например, МЭА и ДЭА, будут реагировать с СО 2 и образовывать продукты разложения. O 2 из входящего газа также вызывает деградацию. Деградированный амин больше не способен улавливать CO 2 , что снижает общую эффективность улавливания углерода.
В настоящее время синтезируются и тестируются различные смеси аминов для достижения более желаемого набора общих свойств для использования в системах улавливания CO 2 . Одним из основных направлений является снижение энергии, необходимой для регенерации растворителя, что оказывает существенное влияние на стоимость процесса. Тем не менее, есть компромиссы, которые следует учитывать. Например, энергия, необходимая для регенерации, обычно связана с движущими силами для достижения высокой производительности улавливания. Таким образом, уменьшение энергии регенерации может снизить движущую силу и, таким образом, увеличить количество растворителя и размер поглотителя, необходимых для улавливания заданного количества CO 2 , тем самым увеличивая капитальные затраты.
Выбор абсорбента для процесса очистки
Желаемыми характеристиками абсорбента являются:
- необходимость удаления сероводорода H2S и других соединений серы.
- поглощение углеводородов должно быть низким.
- давление паров абсорбента должно быть низким, чтобы минимизировать потери абсорбента.
- реакции между растворителем и кислыми газами должны быть обратимыми, чтобы предотвратить разложение абсорбента.
- абсорбент должен быть термически стабильным.
- удаление продуктов разложения должно быть простым.
- поглощение кислого газа на единицу циркулирующего абсорбента должно быть высоким.
- потребность в тепле для регенерации или удаления абсорбента должна быть низкой.
- абсорбент должен быть неагрессивным.
- абсорбент не должен пениться в абсорбере или десорбере.
- желательно избирательное удаление кислых газов.
- абсорбент должен быть дешевым и легкодоступным.
К сожалению, нет ни одного абсорбента, который обладает всеми желаемыми характеристиками. Это делает необходимым выбор абсорбента, который лучше всего подходит для обработки конкретной смеси кислых газов из различных доступных абсорбентов. Кислые смеси природного газа различаются по:
- содержанию и соотношению H2S и CO2
- содержанию тяжелых или ароматических соединений
- содержанию COS, CS2 и меркаптанов
Хотя кислый газ в основном очищается абсорбентами, для слабо кислого газа может быть более экономичным использование абсорбентов-поглотителей или твердых агентов. В таких процессах соединение химически реагирует с H2S и расходуется в процессе очистки, требуя периодической замены очищающего компонента.



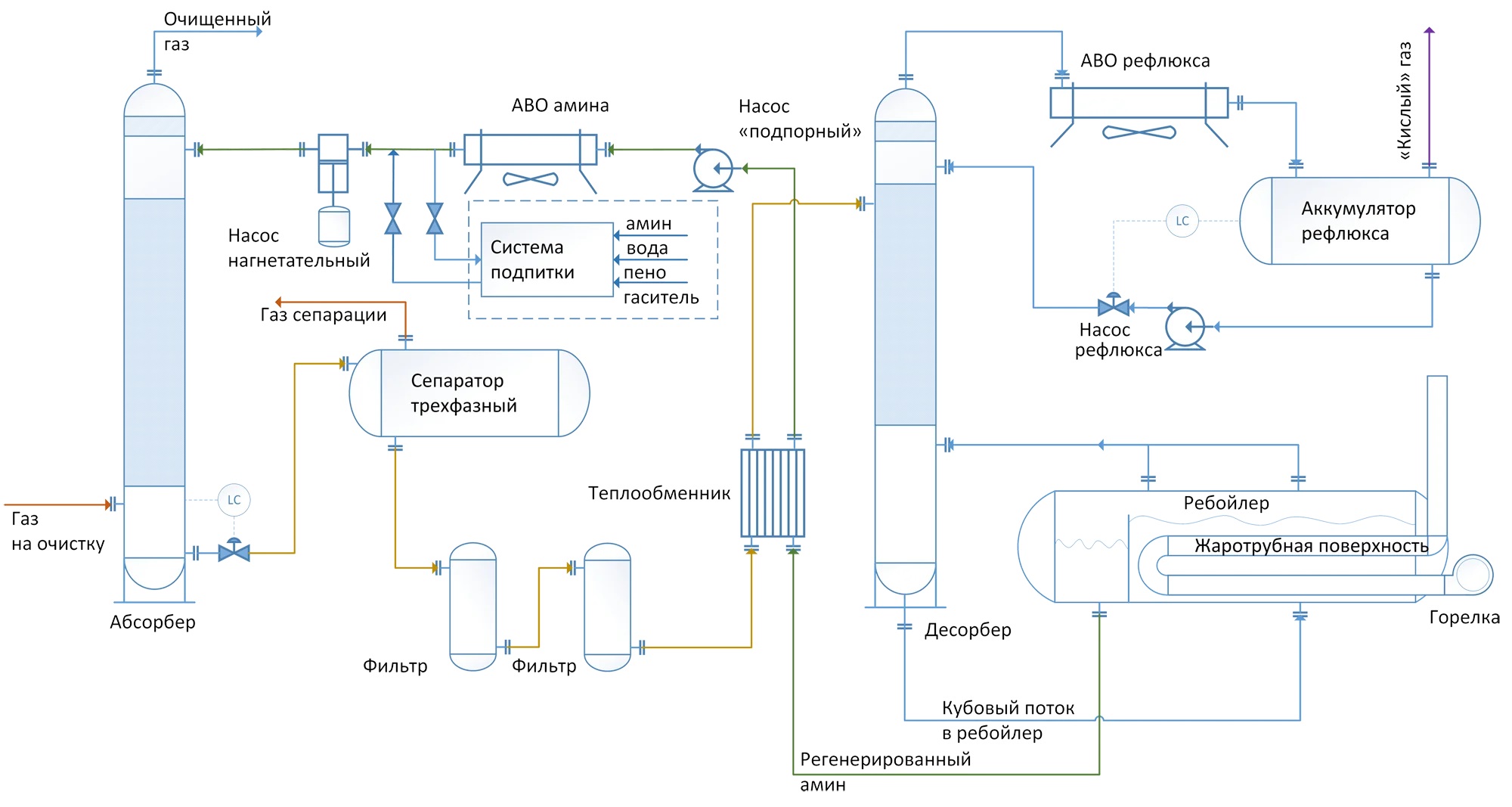
Технологическая схема
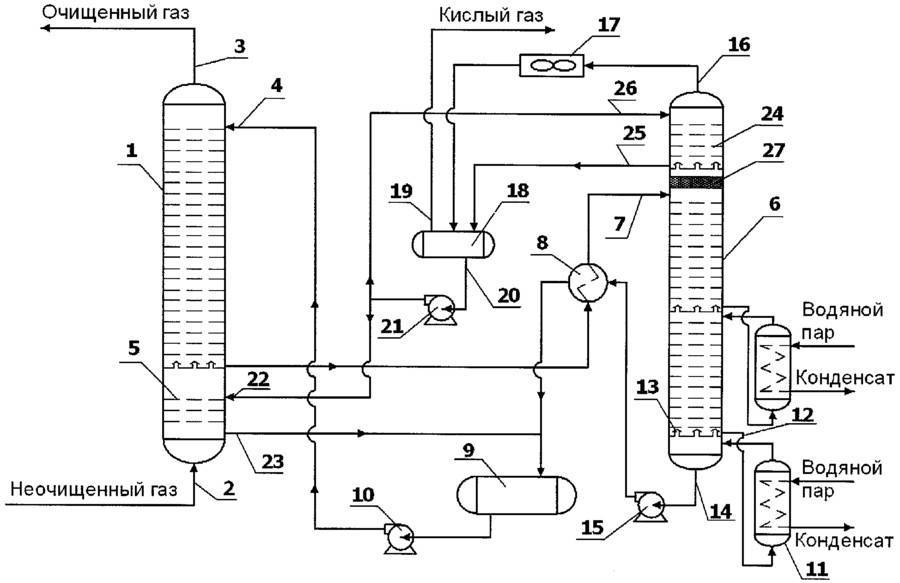
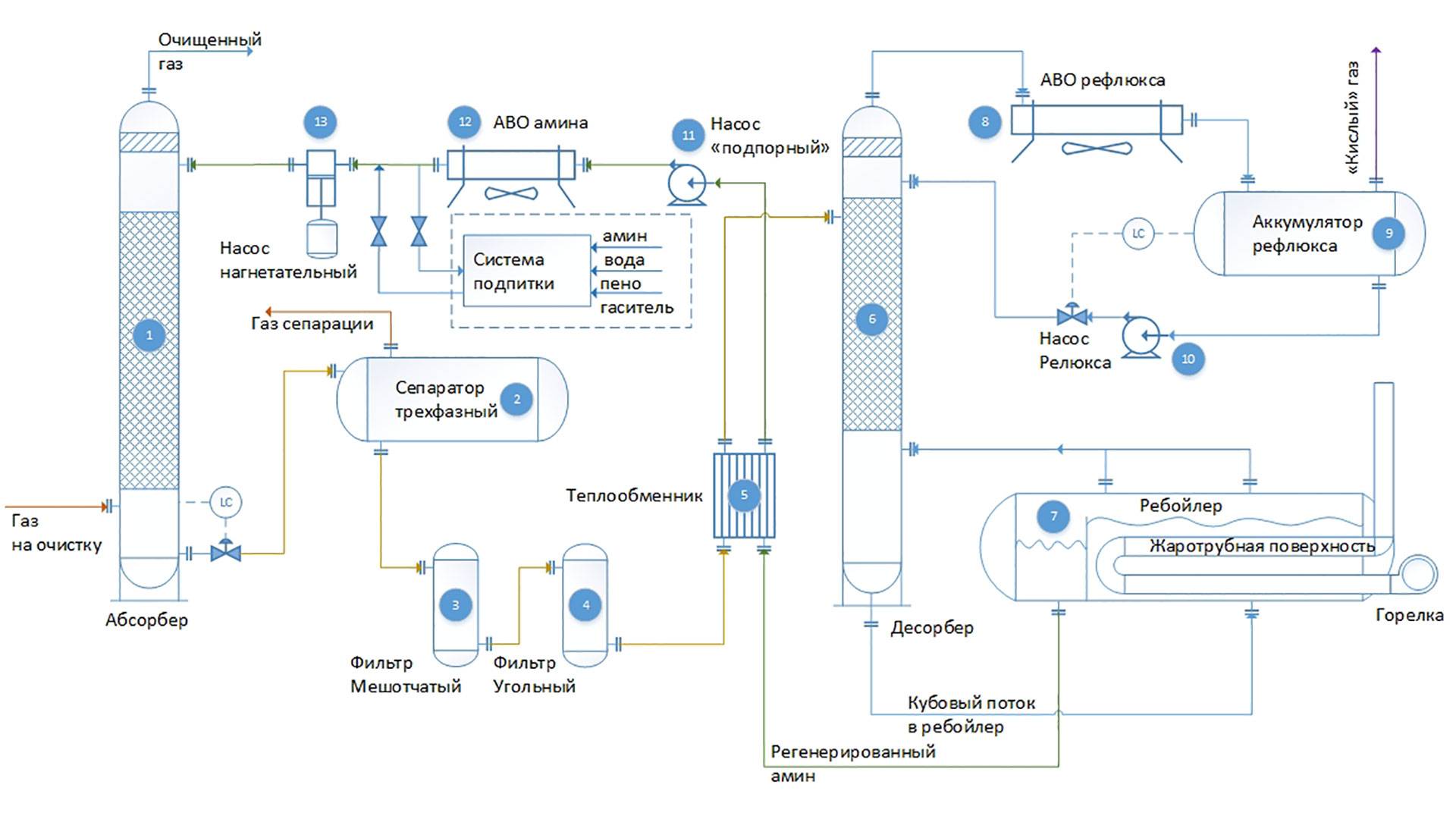
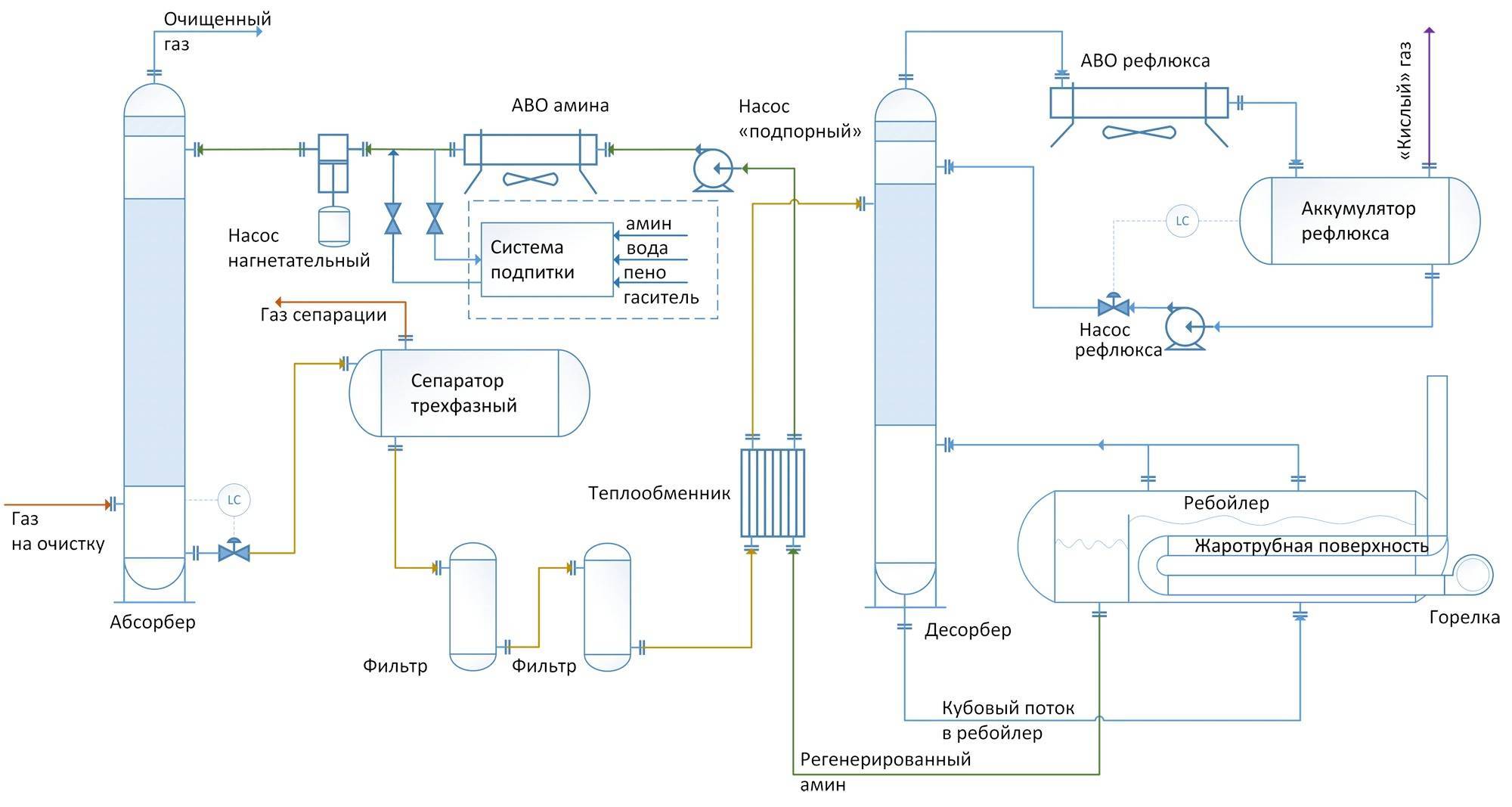
Рис. 3 Принципиальная схема установки аминовой очистки
Газ подается в нижнюю часть колонны-абсорбера (1). Поднимаясь вверх по колонне, газ контактирует с раствором амина. В качестве контактных устройств применяются либо клапанные тарелки, либо неструктурированная насадка. Выбор типа контактного устройства определяется для каждого конкретного случая в отдельности. Количество теоретических ступеней контакта для типичного абсорбера – 7. Пройдя контактную часть абсорбера, газ поступает в секцию каплеуловителя. Назначение данной секции – максимально возможное снижение величины уноса раствора амина с потоком очищенного сырья. Далее, очищенный газ отводится за пределы установки. Колонна-абсорбер стандартно оборудована датчиками температуры для отслеживания изменения температуры по высоте аппарата.
Раствор амина по сигналу автоматического контроллера уровня отводится из нижней части колонны посредством автоматического клапана. При снижении давления из раствора амина выделяются фракции легкокипящих углеводородов. Разделение образовавшейся смеси происходит в сепараторе (2). Выделившийся в процессе сепарации газ отводится из верхней части аппарата в факельную систему сжигания «кислых» газов или в блок термической деструкции.
После сепарации раствор амина проходит механическую очистку в последовательно расположенных мешотчатом (3) и угольном (4) фильтрах.
Далее, очищенный от механических примесей раствор насыщенного амина поступает в теплообменник (5), где происходит нагрев за счет теплообмена с потоком регенерированного амина из ребойлера (7).
Из теплообменника (5) раствор амина подается в колонну-десорбер (6). Подвод тепла, необходимого для процесса регенерации, происходит в ребойлере (7). Источником тепла может быть как прямой подогреватель (газовая горелка, термоэлектрический нагреватель), так и косвенный (пар или горячее масло). АВО рефлюкса (8) обеспечивает частичную конденсацию паров из колонны-десорбера, формируя тем самым поток рефлюкса.
Регенерированный амин отводится из переливной секции ребойлера (7) и подается в теплообменник (5) для нагрева потока насыщенного амина, после чего подпорным насосом подается в секцию АВО амина (12).
Охлажденный регенерированный амин подается в колонну-абсорбер нагнетательным насосом (13).
Экономическая целесообразность
Выбранный процесс должен быть экономически эффективным в соответствии с различными спецификациями и требованиями. Во всем мире правила обычно ограничивают сжигание H2S.
Очистить газовые потоки, содержащие очень низкие концентрации H2S, можно разными способами, в зависимости от общих условий. Если поток кислого газа содержит более 30-45 кг серы в день в форме H2S в сырьевом, для очистки потока кислого газа обычно выбирают регенеративный химический абсорбент. Для кислого газа, имеющего очень низкое содержание H2S , обычно используется химический нейтрализатор. В таких случаях химическое вещество расходуется, и метод окончательного удаления отработанного химического вещества является предметом обсуждения.
Info
- Publication number
- RU2500460C1
RU2500460C1
RU2012131313/05A
RU2012131313A
RU2500460C1
RU 2500460 C1
RU2500460 C1
RU 2500460C1
RU 2012131313/05 A
RU2012131313/05 A
RU 2012131313/05A
RU 2012131313 A
RU2012131313 A
RU 2012131313A
RU 2500460 C1
RU2500460 C1
RU 2500460C1
Authority
RU
Russia
Prior art keywords
absorbent
gas
absorber
stripper
section
Prior art date
2012-07-20
Application number
RU2012131313/05A
Other languages
English (en)
Inventor
Андрей Владиславович Курочкин
Original Assignee
Андрей Владиславович Курочкин
Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.)
2012-07-20
Filing date
2012-07-20
Publication date
2013-12-10
2012-07-20Application filed by Андрей Владиславович Курочкин
filed
Critical
Андрей Владиславович Курочкин
2012-07-20Priority to RU2012131313/05A
priority
Critical
patent/RU2500460C1/ru
2013-12-10Application granted
granted
Critical
2013-12-10Publication of RU2500460C1
publication
Critical
patent/RU2500460C1/ru
Описание типичной установки для обработки амином
Газы, содержащие H 2 S или как H 2 S , так и CO 2 , обычно называют кислыми газами или кислыми газами в отраслях по переработке
углеводородов .
Химия, связанная с обработкой таких газов амином, несколько различается в зависимости от используемого конкретного амина. Для одного из наиболее распространенных аминов, моноэтаноламина (МЭА), обозначаемого как RNH 2 , кислотно-щелочная реакция включает протонирование электронной пары амина с образованием положительно заряженной аммониевой группы (RNH).+ 3) можно выразить так:
- РНХ 2 + Н 2 S ⇌ РНХ+ 3+ ГС –
- РНХ 2 + Н2СО3⇌ РНХ+ 3+ ХСО− 3
Образовавшиеся диссоциированные и ионизированные частицы, более растворимые в растворе, улавливаются или очищаются раствором амина и, таким образом, легко удаляются из газовой фазы. Таким образом , на выходе из аминового скруббера очищенный газ обедняется H 2 S и CO 2 .
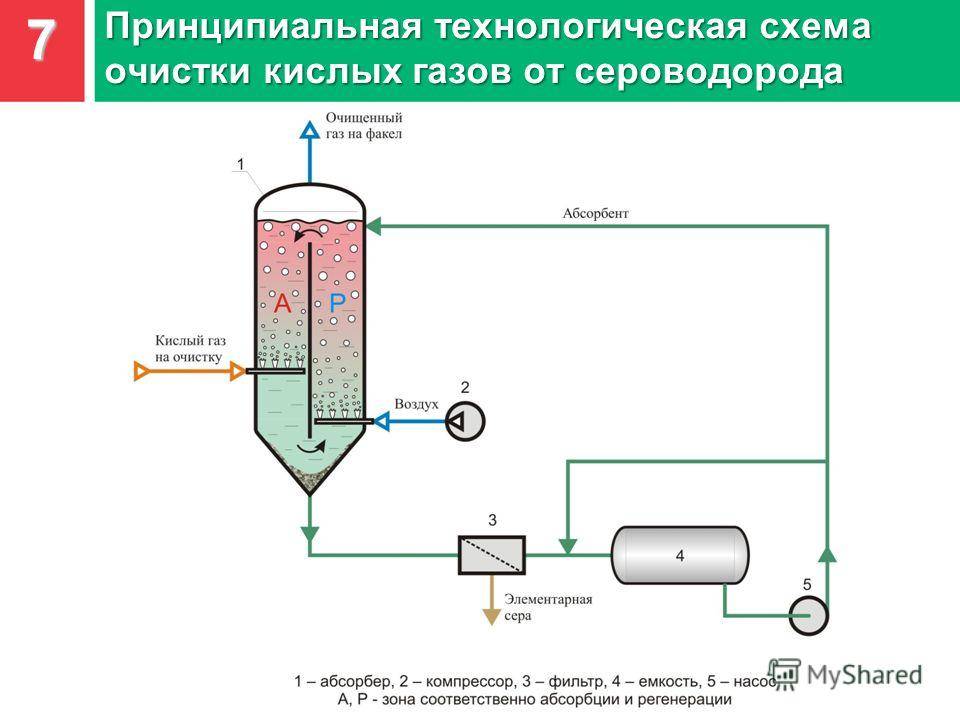
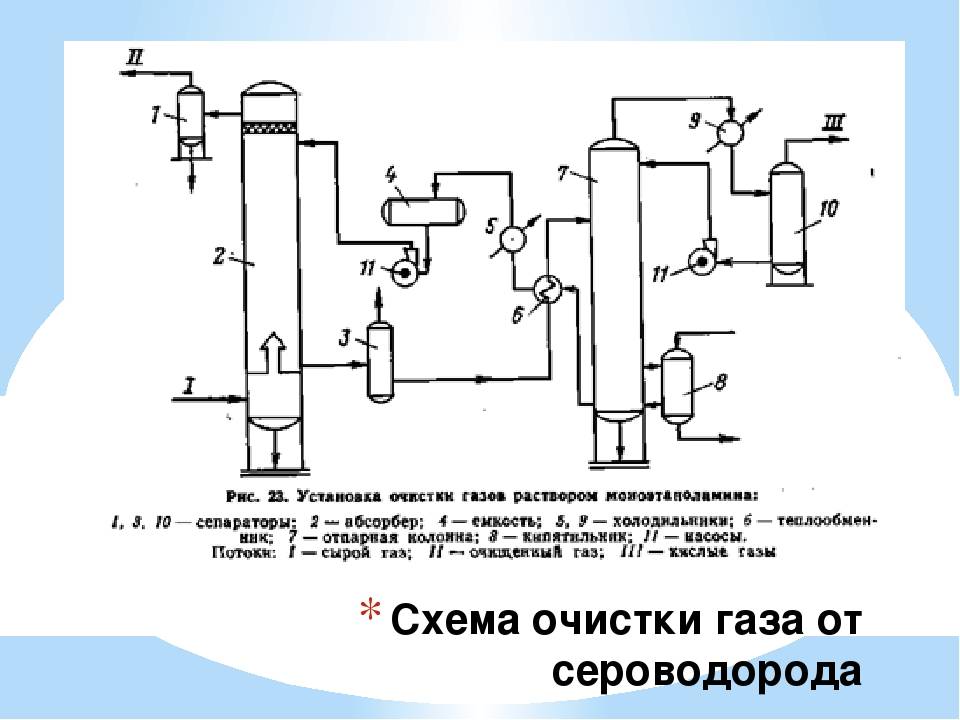
Типичный процесс очистки газа амином (процесс Girbotol , как показано на блок-схеме ниже) включает установку абсорбера и установку регенератора, а также вспомогательное оборудование. В абсорбере проходящий вниз раствор амина поглощает H 2 S и CO 2 из восходящего высокосернистого газа с получением потока очищенного газа (т. е. газа, не содержащего сероводорода и диоксида углерода) в качестве продукта и раствора амина, богатого кислые газы. Полученный «богатый» амин затем направляется в регенератор (отпарная колонна с ребойлером ) для получения регенерированного или «тощего» амина, который рециркулируется для повторного использования в абсорбере. Отбензиненный верхний газиз регенератора концентрируется H 2 S и CO 2 .




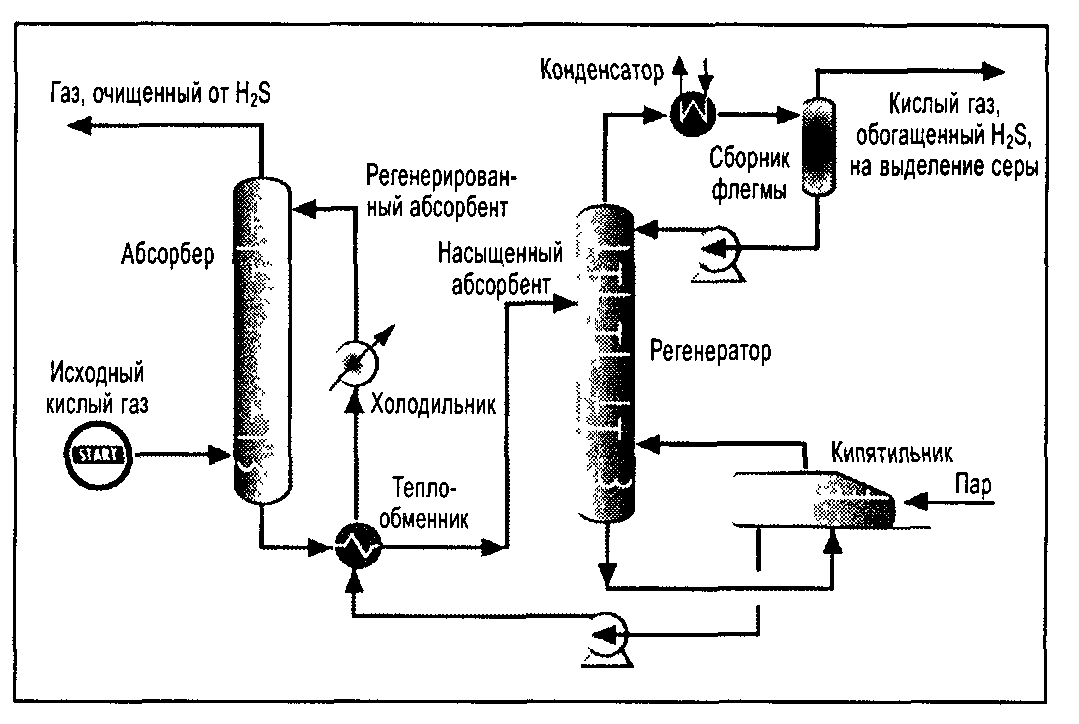

Блок- схема типичного процесса обработки амином, используемого на нефтеперерабатывающих заводах, заводах по переработке природного газа и других промышленных объектах.
Альтернативные процессы
Альтернативные конфигурации отпарной колонны включают матрицу, внутренний обмен, мгновенную подачу и многоступенчатую подачу с раздельной подачей. Многие из этих конфигураций обеспечивают большую энергоэффективность для конкретных растворителей или условий эксплуатации. Работа в вакууме благоприятствует растворителям с низкой теплотой абсорбции, в то время как работа при нормальном давлении благоприятствует растворителям с высокой теплотой абсорбции. Растворители с высокой теплотой поглощения требуют меньше энергии для отпарки из-за колебания температуры при фиксированной производительности. Отпарная колонна с матрицей извлекает 40% CO 2 при более высоком давлении и не имеет недостатков, характерных для отпарной колонны с несколькими давлениями. Энергия и затраты снижаются, так как рабочий цикл ребойлера немного меньше, чем у обычной отпарной колонны под давлением. Стриппер с внутренним обменом имеет меньшее отношение водяного пара к CO 2в верхнем потоке, и поэтому требуется меньше пара. Конфигурация мультинапора с разделенной подачей уменьшает поток в нижнюю секцию, что также снижает эквивалентную работу. Подаваемое сырье для мгновенного испарения требует меньшего количества подводимого тепла, поскольку оно использует скрытую теплоту водяного пара, чтобы помочь отпарить часть СО 2 из богатого потока, поступающего в отпарную колонну в нижней части колонны. Конфигурация с несколькими давлениями более привлекательна для растворителей с более высокой теплотой поглощения.
Амины
Концентрация амина в водном растворе абсорбента является важным параметром при разработке и эксплуатации процесса очистки газа амином. В зависимости от того, для использования какого из следующих четырех аминов предназначена установка и какие газы она предназначена для удаления, приведены некоторые типичные концентрации амина, выраженные в весовых процентах чистого амина в водном растворе:
- Моноэтаноламин: около 20 % для удаления H 2 S и CO 2 и около 32 % для удаления только CO 2 .
- Диэтаноламин: от 20 до 25 % для удаления H 2 S и CO 2
- Метилдиэтаноламин: от 30 до 55 % для удаления H 2 S и CO 2
- Дигликоламин: около 50 % для удаления H 2 S и CO 2
Выбор концентрации амина в циркулирующем водном растворе зависит от ряда факторов и может быть совершенно произвольным. Обычно это делается просто на основе опыта. Влияющие факторы включают в себя то, обрабатывает ли установка аминной очистки сырой природный газ или побочные газы нефтепереработки , которые содержат относительно низкие концентрации как H 2 S, так и CO 2 , или обрабатывает ли установка газы с высоким процентным содержанием CO 2 , такие как отходящие газы процесса парового риформинга, используемые при производстве аммиака , или дымовые газы электростанций .
И H 2 S, и CO 2 являются кислыми газами и, следовательно, вызывают коррозию углеродистой стали . Однако в установке аминовой обработки CO 2 является более сильной кислотой из двух. H 2 S образует пленку сульфида железа на поверхности стали, которая защищает сталь. При очистке газов с высоким содержанием СО 2 часто используют ингибиторы коррозии, что позволяет использовать более высокие концентрации амина в циркулирующем растворе.
Другим фактором, влияющим на выбор концентрации амина, является относительная растворимость H 2 S и CO 2 в выбранном амине. Выбор типа амина будет влиять на требуемую скорость циркуляции раствора амина, потребление энергии для регенерации и способность селективно удалять только H 2 S или только CO 2 , если это необходимо. Для получения дополнительной информации о выборе концентрации амина читатель может обратиться к книге Коля и Нильсена.
MEA и DEA
МЭА и ДЭА представляют собой первичные и вторичные амины. Они очень реакционноспособны и могут эффективно удалять большой объем газа благодаря высокой скорости реакции. Однако из-за стехиометрии загрузочная способность ограничена 0,5 моль CO 2 на моль амина. МЭА и ДЭА также требуют большого количества энергии для удаления СО 2 во время регенерации, что может составлять до 70% от общих эксплуатационных расходов. Они также более агрессивны и химически нестабильны по сравнению с другими аминами.