Виды электродов
Результат сварочных работ во многом зависит от того, насколько подходящий электрод для меди мы подобрали.
Ими сваривают различные виды стали, такие как легированная сталь, высоколегированная с нестандартными параметрами, конструкционная сталь.
Также электродные стержни широко применяются при сварке цветных металлов, чугуна. Еще одна область применения — наплавка металла (нанесение металла при помощи плавления).
Электроды имеют различное покрытие, отражается это при маркировке так:
- А – Кислотное. Содержит окись кремния, марганца, железа;
- Б – Основное.В составе – фтористый кальций, карбонат кальция. Ток для работ используется постоянный, с переменной полярностью;
- Ц – Напыление из целлюлозы. Содержит органические соединения, муку. В сварочной зоне создает защитное облако газа;
- Р – Рутиловое. Состоит из рутила, минеральных и органических компонентов. Также защищает зону сварки при помощи газа и препятствует разбрызгиванию металла во время сварки.
Теперь об электродах, необходимых для сваривания медных проводов. Их всего два вида – угольные, из электротехнического угля, и графитовые. Рассмотрим их особенности.
Электроды угольные
Основные области применения электродов из электротехнического угля – сваривание цветных металлов и сплавов, тонколистового металла. Кроме того, с их помощью можно исправлять дефекты литья. КПД сварной дуги при их использование низкое.
Температура дуги высока даже при низком значении силы тока.
Могут использоваться как без присадок, так и с применением присадочного материала (подача в дугу, укладка на шов), чаще всего присадки не используются. Температура плавления 3800оС, кипения – 4200оС.
Работы такими электродами проводятся с установкой прямой полярности, при нагреве они расходуются очень быстро.
Электроды графитовые
Как вы уже поняли из их названия – состоят они из графита, одной из модификаций углерода. Это мягкий материал с высокой электропроводимостью. Судя по отзывам, такие электроды считаются более удачными для меди, чем угольные.
Стоят они меньше, расходуются экономнее, хорошо подходят для инверторных аппаратов с регулируемой силой тока, при сварке они остаются целыми, а соединение, полученное с их помощью, отличается высокой прочностью и надежностью.
После таких работ металл становится более устойчивым к окислению. Экономное расходование электродных стержней из графита обусловлено высокой температурой, при которой графит плавится (в четыре раза выше, чем у меди).
Кроме того, их можно заменить на стержни использованных батареек или щетки коллектора.
Вместо стандартного держателя для использования таких заменителей необходимо взять зажим типа «крокодил», для электрода, а также для заземления.
В некоторых случаях это даже удобнее, так как такие зажимы имеют небольшие габариты. В частности, это их качество может пригодиться при работах с проводами в распределительной коробке.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
В них входят:
- разделка концов кабелей и проводов, снятие изоляции;

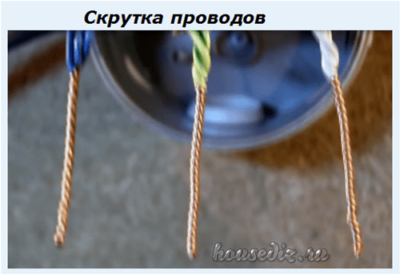
скрутка оголенных жил;
подготовка сварочного оборудования.

Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
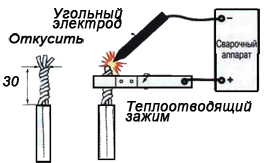
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
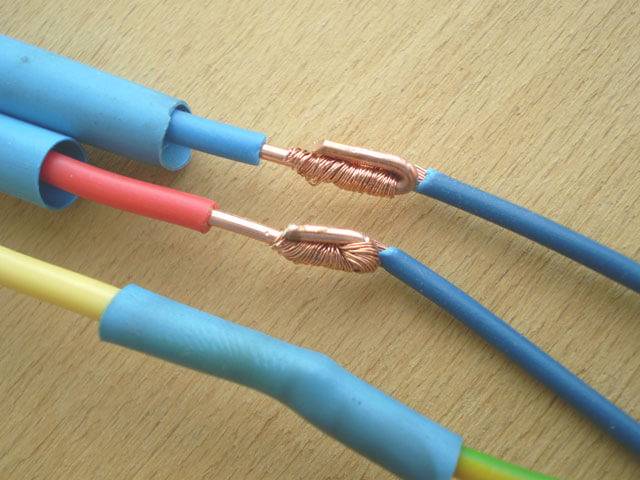
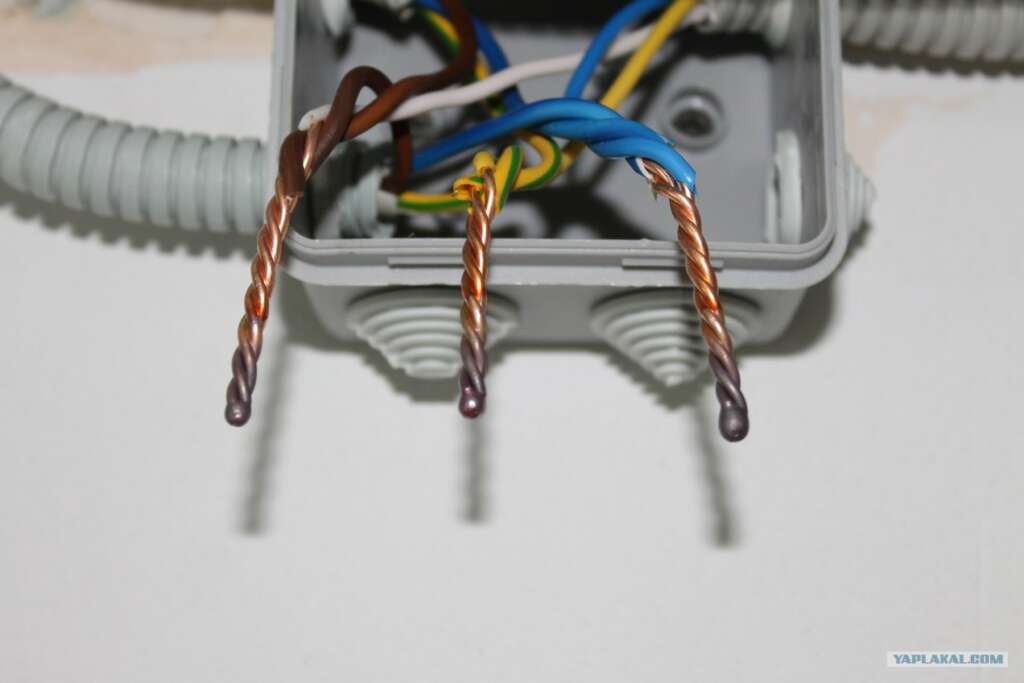
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.

После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
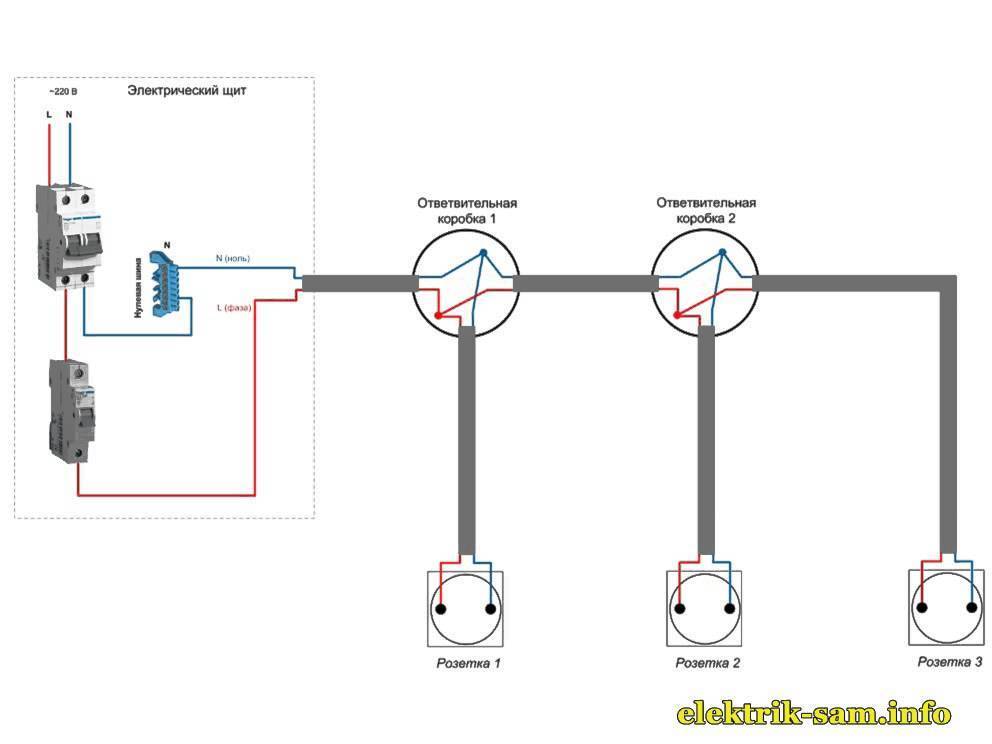
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
Инверторные аппараты
Самый надёжный вид соединения электрических проводов – это сварка с использованием постоянного и переменного тока, напряжением от 12 до 36 В. Для осуществления сварки электрики всё чаще применяют инверторные сварочные аппараты. Они экономные, лёгкие, удобные при переноске и в работе. Для сваривания проводов можно использовать графитовые или простые угольные стержни от батарейки. На аппарате можно установить режим тока, с учётом диаметра и количества свариваемых проводов

Как выбрать аппарат
Предпочтение отдаётся сварочному инвертору. Главными его достоинствами являются: широкий диапазон, возможность мягкого регулирования тока, стабильность в работе, небольшие размеры и вес.
Для сварки проводов можно выбрать универсальный инверторный аппарат. Аппарат этот самый современный. Таким аппаратом можно выполнять всевозможную сварку, и не только проводов. При выборе аппарата надо смотреть на источник питания, его мощность. Для работ дома подойдёт аппарат, мощность которого 4 – 5 кВт., с силой тока до 160 А. Желательно, чтобы имелся «горячий старт». Он нужен для защиты от залипания при сварке и к перепадам напряжения. Такой аппарат пригодится и для сварки проводов, и для выполнения других сварочных работ в быту. Ещё одно его достоинство – он прост в работе, не требует больших навыков. К недостаткам можно отнести его высокую цену.




На практике, электрики для сварки проводов применяют компактные, переносные, удобные при работе аппараты постоянного тока. Сварочные трансформаторы компактные и недорогие. Можно использовать трансформаторы мощностью 500 Вт и больше, и 25 В напряжения вторичной обмотки.
Сварочный аппарат для проводов своими руками
Хотите сделать аппарат для сварки проводов? Не знаете как? Делается это так. Приобретается сильный магнит и медный провод, изолированный стеклотканью или хлопком. Нужен он для сердечника трансформатора. Желательно, чтобы площадь его сечения была не больше 50 квадратных сантиметров. При желании, обмотку проволоки, также, можно сделать самому. Берётся нужный материал, наматывается на проволоку, покрывается электротехническим лаком и, первичная обмотка готовая. Сердечник делается П-образной формы для удобного наматывания проволоки. Он должен иметь стержневую конструкцию. Каркас катушки можно изготовить из текстолита или картона. Сверху, на первичную обмотку, наматывается вторичная обмотка. После нанесения обмотки на одну сторону катушки, она таким же образом, наносится на вторую половину. Если между слоями обмотки поместить картон или стеклоткань, то улучшится качество изоляции. Аппарат для сварки медных проводов подключается к сети для замера напряжения на вторичной обмотке. Оно должно быть около 60 В. Если оно намного больше или меньше, то путём уменьшения или увеличения обмотки, можно установить нужную величину напряжения. К первичной обмотке присоединяется кабель. Он должен быть двухжильный. Вместо него, можно применить провод внутренней прокладки. К выводам вторичной обмотке присоединяется ПРГ-провод. Первичная обмотка служит для получения по кабелю тока от электросети в 220 Вт. Вторичная обмотка используется, непосредственно, для сварки.
Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
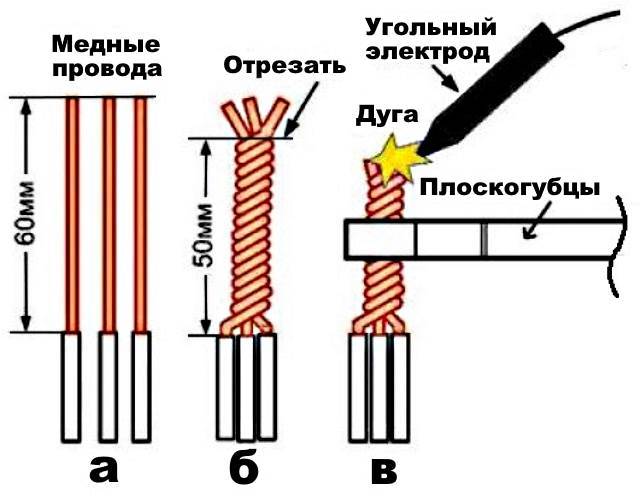
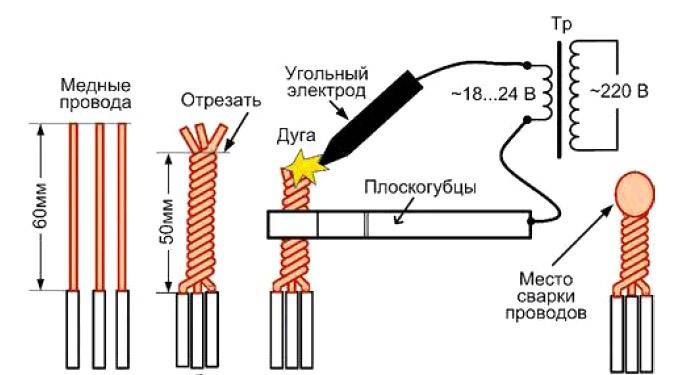
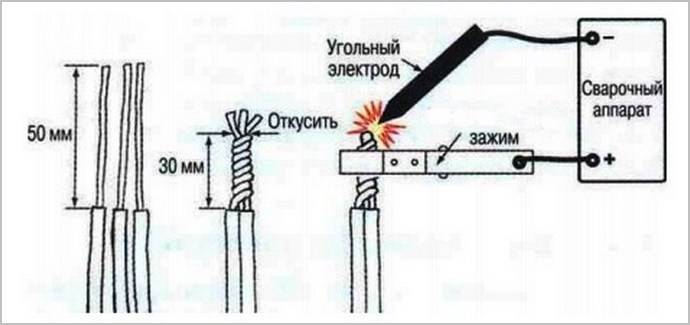
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
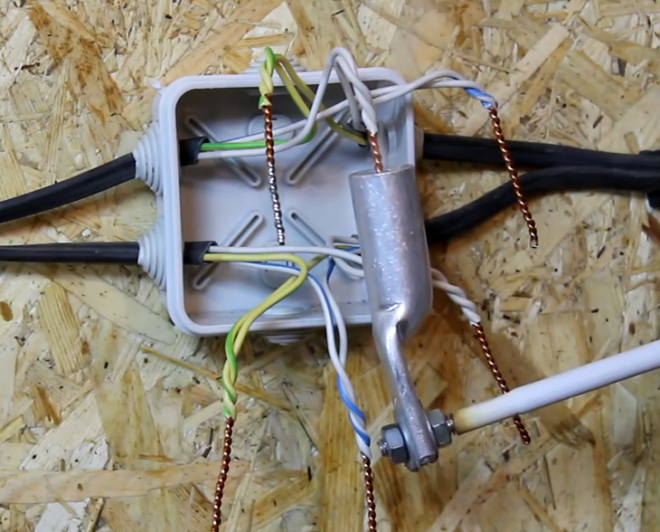
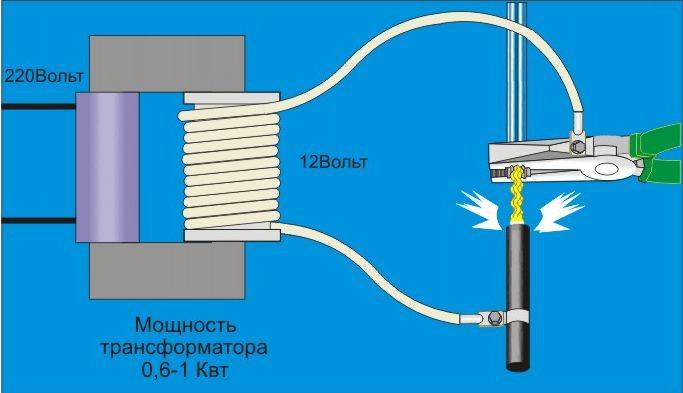
Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
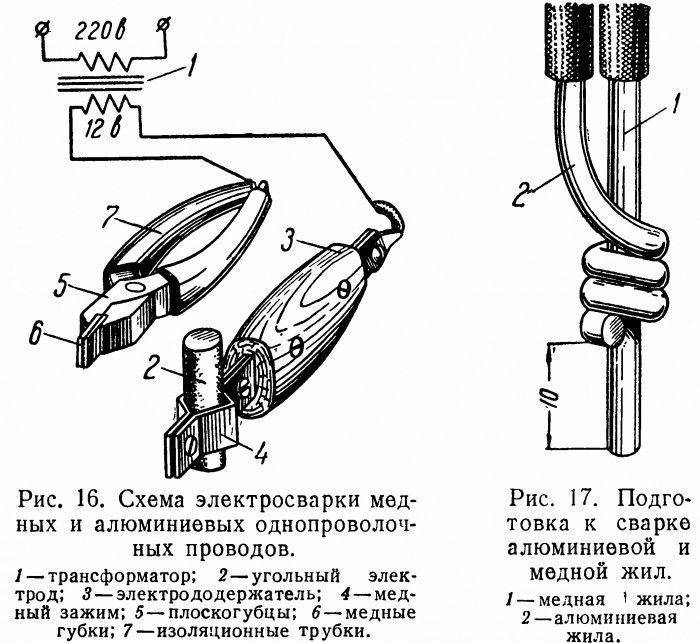
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Подробная инструкция
Сначала рассмотрим самый простой вариант, когда необходимо скрепить два одножильных проводника из одного и того же металла (к примеру, медь).
Технология выглядит следующим образом:
- Тщательно зачищаем обе жилы от изоляции примерно на 5 см. Для этого также можно использовать специальный инструмент для снятия изоляции.
- Оголенные жилы зачищаем до металлического блеска ножом или наждачной бумагой.
- Скрещиваем две жилы и скручиваем их по часовой стрелке между собой, так чтобы они обвили друг друга по спирали (смотрите схему ниже).
- Изолируем готовую скрутку с помощью изоленты. Также рекомендуется использовать термоусадочную трубку, которая надежно защищает оголенную область от внешней среды.

Как Вы видите, ничего сложного нет. Особенность заключается в том, что необходимо оголять жилы не меньше чем на 5 см и скручивать пассатижами, чтобы был неразрывный и надежный контакт.
Также хотелось бы дать пару советов по поводу более сложной ситуации, когда необходимо сделать скрутку одножильного и многожильного провода. В этом случае сначала повторяем пункт «1» и «2» из инструкции, предоставленной выше. Далее необходимо скрестить изделия и многожильный провод тщательно намотать на середину одножильного (на расстоянии 2,5 см от конца). Когда все витки будут накручены, свободный конец одножильного проводника необходимо загнуть пассатижами в сторону витков, как показано на фото ниже. После этого соединение изолируется и укладывается в распределительную коробку. Кстати, таким же образом можно сделать хорошую скрутку двух многожильных проводов.
Следует обратить Ваше внимание на то, что делать скрутку из алюминия и меди нельзя ни в коем случае. Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать
При постоянном токе такое соединение особенно быстро разрушится
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится
Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится.
Вторая причина – у меди и алюминия разный коэффициент теплового расширения, под нагрузкой, когда контакт нагреется – проводники будут расширяться «по разному», а после остывания скрутка ослабнет и сопротивление еще больше возрастёт – как снежный ком.
Третья причина – на поверхности алюминия всегда образуется оксидная защитная плёнка, из-за которой также повышается сопротивление контакта, поэтому для соединения алюминиевых проводов покрывают кварцевазелиновой пастой, а клеммники для них продаются уже наполненными этой пастой.
Вот такие схемы Вы можете использовать при скрутке проводов своими руками: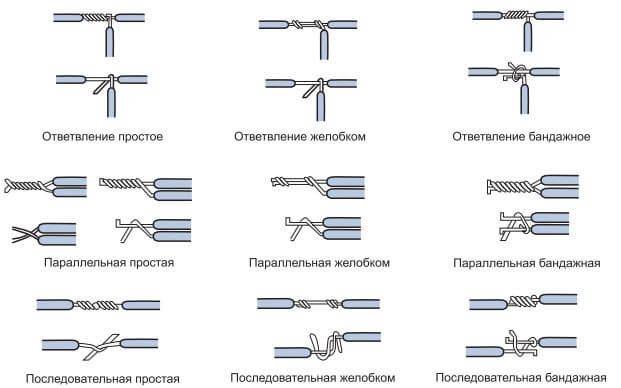
Также советуем Вам просмотреть наглядную видео инструкцию:
Интересное приспособление позволит Вам быстро осуществлять скрепление:
Разновидности
Наибольшей популярностью пользуются инверторные аппараты. Их несложно приобрести в магазине. Они обладают солидным функционалом и спектром возможностей.

Работу существенно облегчает опция «горячий старт». Она защищает аппарат от залипания и скачков напряжения в сети. Благодаря току до 160 А можно варить металл плотностью до 5 мм. Это достаточно для бытовых задач.
Хороший спрос отмечен на такие модели, как:
- Ресанта САИ-160.
- QUATTRO ELEMENTI A
- PFTRIOTMax Welder DC-200 C
Трансформаторы, создаваемые своими усилиями, могут выполнять разные виды сварки:
Дуговая. Подобный аппарат чаще всего создаётся своими руками. Он характеризуется простой конструкцией, которую помимо трансформатора, образуют: контроллер силы тока, фиксатор электродов, зажим массы.
В самодельных агрегатах обычно устраивается трансформатор, имеющий тороидальный и П-подобный магнитопровод, вокруг которого сосредоточены обмотки медного провода . В зависимости от функциональных качеств меняется и плотность провода на них.
Точечная. Участок сварки нагревает двумя медными электродами, на него воздействует высокое давление. В конструкции имеются конденсаторы. В трансформаторе устроены медные контакты. Между ними сосредотачиваются свариваемые компоненты. Мощность трансформаторов здесь уступает п.1. Также в них есть П-подобный сердечник.
Какую бы модель вы не планировали создать, требуется знать её характеристики и как их можно варьировать.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат – легкий и компактный – снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток – ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов – «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.
Такая продукция выпускается целой линейкой с разными сечениями. В сети имеется множество таблиц с изложением, какое именно сечение нужно брать при разных значениях силы тока в аппаратах.

Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток
Но основа в любом случае медная, это важное условие
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.

Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.
Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
Современные оплетки медных жил производятся с учетом самых разных требований и разнообразных климатических условий.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью. В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ. Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Варианты изготовления аппарата для сварки
В отдельных случаях необходимо инвертор изготовить самостоятельно. Чтобы упростить задачу, берется трансформатор заводского изготовления или с первичной обмоткой, вторичная перематывается самостоятельно. Специалисты утверждают, что мощность прибора должна составлять 500-1000 Вт, а сердечник иметь в сечении 25 мм2. Первичную обмотку 220 В следует выполнять медным проводом ПЭВТ в защищенном исполнении Ø 1,5-2 мм. Для вторичной обмотки напряжением 18-24 В используют медный провод 15-20 кв. мм.

Оптимальным является выходное напряжение 12-24 В. При значениях, превышающих номинальные, происходит перегрев скрутки, как следствие, качество меди ухудшается, она начинает крошиться, разлетаться. Поэтому требуется понижать напряжение, а ток сварочной дуги увеличивать. Для этого вторичную обмотку перематывают, разделив на две ровные части. Их наматывают одновременно и соединяют параллельно. Если сборка сделана правильно, то дуга горит устойчиво, электрод не залипает. Если он прилипает, то ток сварочной дуги слабый, недостаточно мощности трансформатора.
Используя стандартные трансформаторы напряжением 36 В, падение напряжения до нормальных значений получают увеличением длины сварочных кабелей до трех метров. Но возникает опасность, что не хватит мощности для выработки необходимой силы тока.







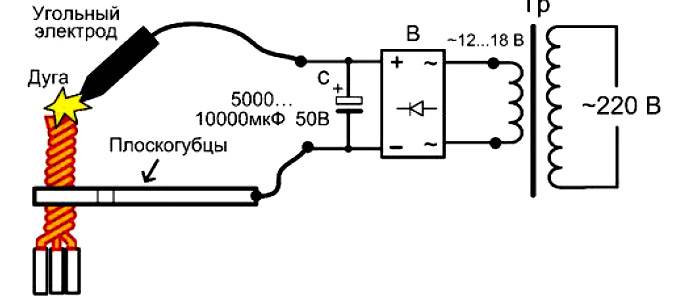
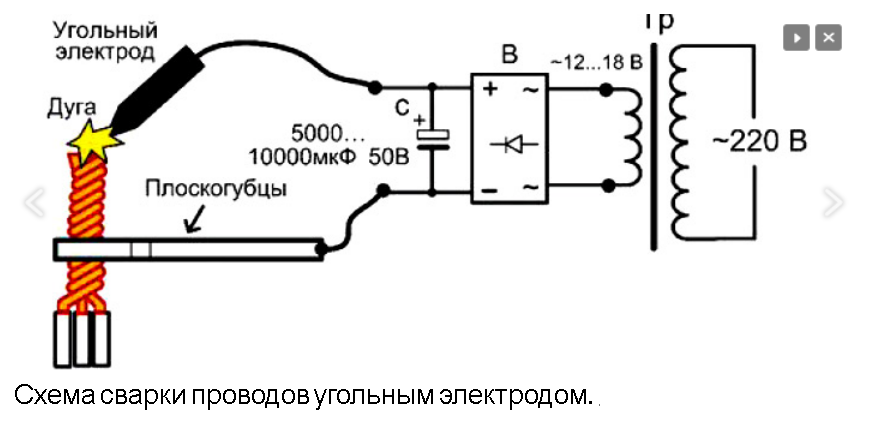
Еще один вариант – установка силового мостового выпрямителя с конденсатором. Посадка выпрямительного моста с током 90-100 А осуществляется на радиаторе, а конденсаторная емкость 5000… 10000 мкФ, набираемая параллельно из конденсаторов меньшей емкости, «плюсом» прикладывается к электроду. Заряда конденсатора хватает на 2-3 секунды поддержания устойчивой дуги.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
Отечественные сварочники:
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
Импортные инверторы:
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Обмотка
Для первичной обмотки используется медная проводка, отличающаяся высоким уровнем устойчивости к термическому воздействию. Она должна дополняться стеклотканевой или хлопковой изоляцией. Возможно использование кабелей с изоляционной оболочкой из резины и других материалов, за исключением полихлорвинила.
При необходимости изоляцию можно сделать своими руками при помощи небольших отрезков подходящего материала. Они наматываются на медный провод и покрываются слоем электротехнического лака.
Какой провод является лучшим выбором?
При сравнении проводов с порошковой проволокой с прочными проводами было бы разумно отметить, что лучший выбор зависит от сварочного задания и местоположения. Оба типа проводов могут производить звуковые сварные швы с хорошим появлением сварных швов при правильном выполнении. Для более толстых металлов и наружных работ электроды с порошковой проволокой работают лучше всего. Для более тонких металлов и рабочих мест, выполненных вне ветра, твердые проволочные электроды могут работать достаточно хорошо. Как твердые проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании. Однако электроды с порошковой проволокой являются более дорогостоящими.
Каркас катушек изготавливается в соответствии с геометрическими характеристиками магнитопровода. Они должны иметь подходящие габариты, чтобы не препятствовать свободному надеванию магнитопровода на сердечник. Для изготовления последнего, как правило, используется обычный картон или текстолит.
Оборудование для сварки
Как сделать домашний сварщик с микроволновым трансформатором. Мы модифицировали микроволновый трансформатор, чтобы превратить его в машину для соединения металлических деталей. Эта сила тока может нагревать металлические детали для расплавления или склеивания. Трансформатор — это устройство, которое преобразует переменную электрическую энергию с определенного уровня напряжения в переменную энергию другого уровня напряжения на основе явления электромагнитной индукции. Он состоит из двух катушек проводящего материала, намотанных на замкнутый сердечник из ферромагнитного материала, но электрически изолированных. Единственной связью между катушками является общий магнитный поток, который устанавливается в сердечнике. Ядро, как правило, изготовлено из железа или штабелированных листов из электротехнической стали, подходящего сплава для оптимизации магнитного потока.
Технология сварки медной электропроводки
В домах уже не прокладывают алюминиевую проводку. Вместо нее используют кабели с медными жилами. Они отличаются практичностью. Их соединяют не только с помощью клемм и опрессовки. Используют также сварочный аппарат для сварки и спайки скруток медных проводов. Он позволяет расплавить медь жил в местах их соединения.
Процесс сваривания осуществляется на постоянном или переменном токе. При этом напряжение может составлять 12-36 В. В процессе применяют устройства с точной регулировкой тока. Иначе не удастся установить параметры работы оборудования, которые будут соответствовать конкретным условиям соединения и характеристикам электропроводов.
Способ сварки выбирают с учетом необходимого качества соединения, места эксплуатации электропроводки и имеющегося устройства. Практичнее применять в работе инвертор. У этого аппарата мощность составляет максимум 1500 Вт, а сила тока регулируется в диапазоне от 30 до 120 А.
 Инверторные устройства для сварки
Инверторные устройства для сварки
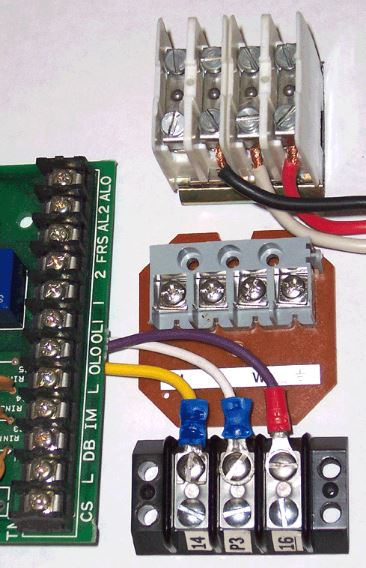
В комплект инвертора входят пассатижи и зажимы. Их подключение к сварочному устройству осуществляется посредством кабелей. Они представляют собой держатели проводников. К плюсовому выходу оборудования подсоединяются зажимы, а к массе аппарата подключаются пассатижи.
Пассатижи используются не только для крепления. Их также применяют для отвода тепла. Из-за этого исключается перегревание жил, образование раковин и иных дефектов. Кроме того, когда происходит сварка медных проводов инверторным сварочным аппаратом, изоляция электропроводки остается целой.
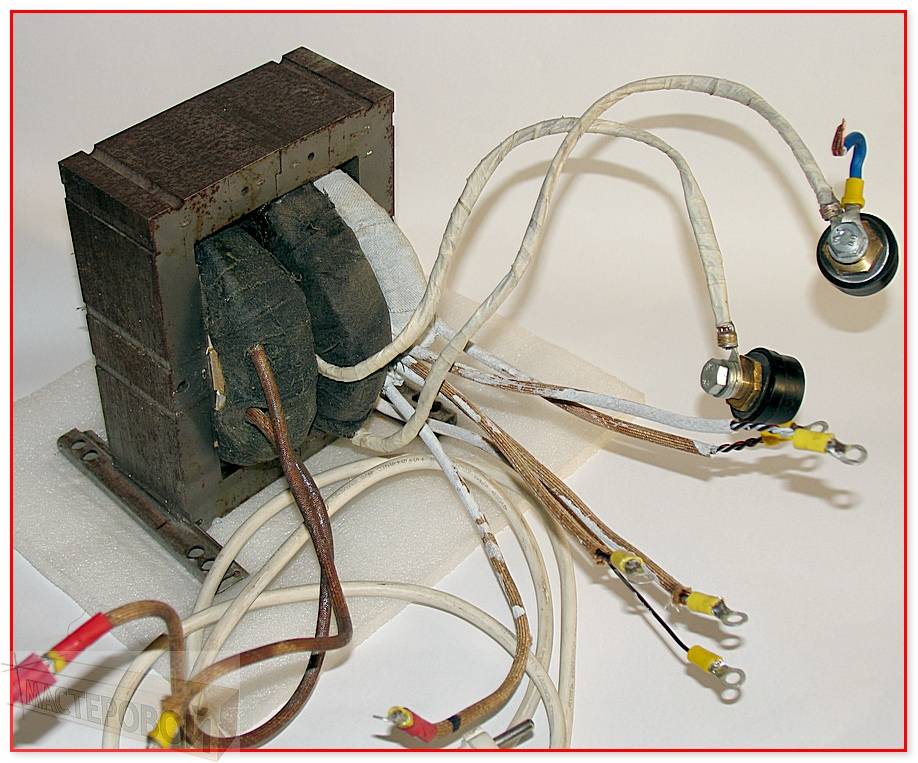
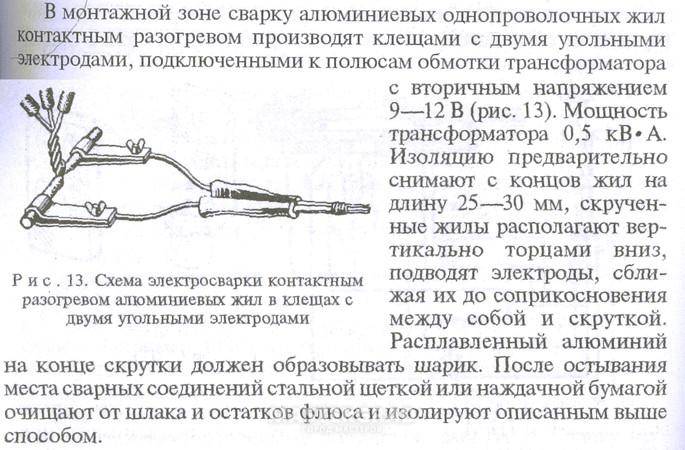
Соединение проводов еще выполняется с помощью трансформаторов. Эти устройства с мощностью максимум 500 Вт позволяют осуществлять точечную сварку. Технология их применения подразумевает сначала выполнение скрутки. Потом она закрепляется на контактном проводнике. Затем скрутка в течение 1 или 2 секунд контактирует с массой, которая подключена к источнику электротока.
 Пример сварочного трансформатора
Пример сварочного трансформатора