Хранение
Хранить флюсы лучше всего в темном помещении без попадания солнечных лучей. Например, можно использовать небольшую коробку. Так же каждая емкость должна быть изолирована друг от друга. Температурные условия хранения в среднем комнатные – около 20-25 градусов. И конечно же, к таким веществам не должно быть доступа у детей.
Флаконы с жидкими флюсами нужно плотно закрывать, чтобы ничего не высохло. Но не «намертво», чтобы колпачок не приклеился к флакону.
Нельзя допускать хранения и в слишком холодном месте. Каждый производитель пишет конкретные условия хранения на этикетках, поэтому они могут отличаться на пару градусов из-за специфики состава.
Срок годности
Также не стоит забывать и о сроках годности флюсов. Флюс может потерять свои свойства по истечению срока годности (станет более сухим, в случае с пастообразным, или менее эффективным в плане удаления окислов, если речь идет об активированном флюсе).
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений

Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.










Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях

Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
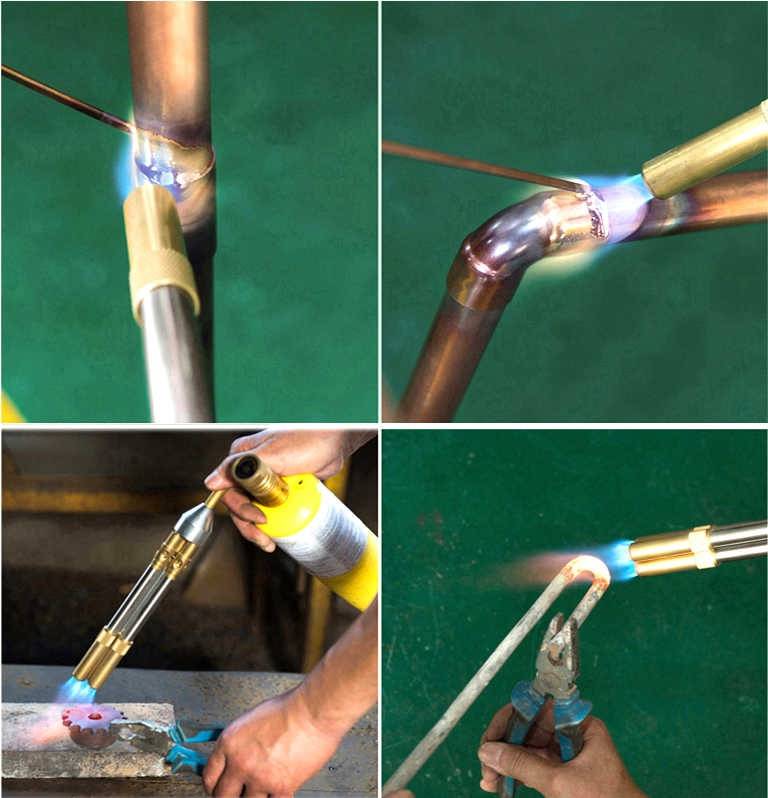
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
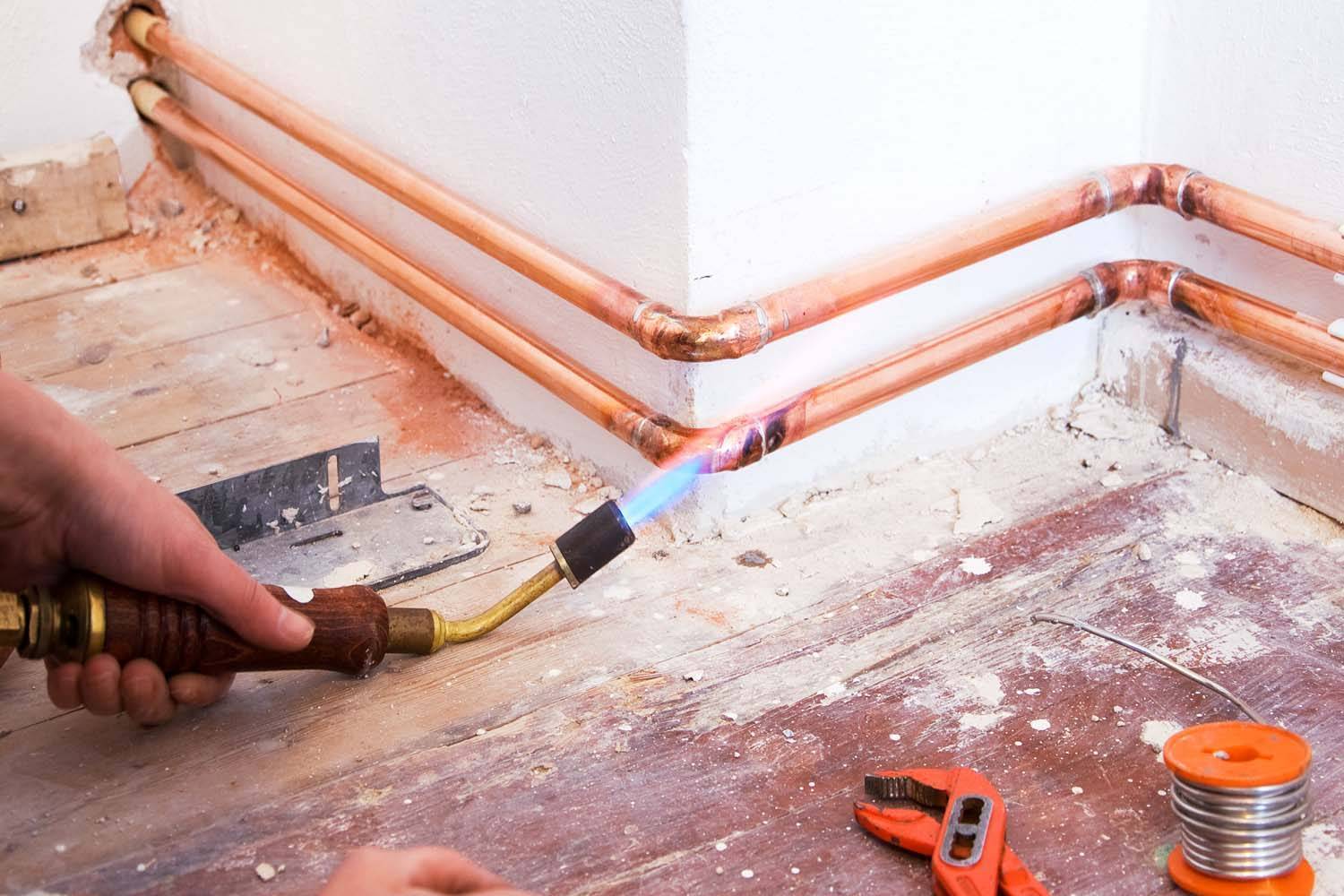
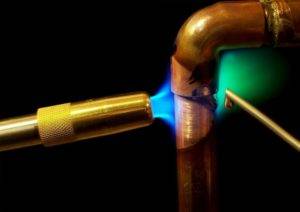
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
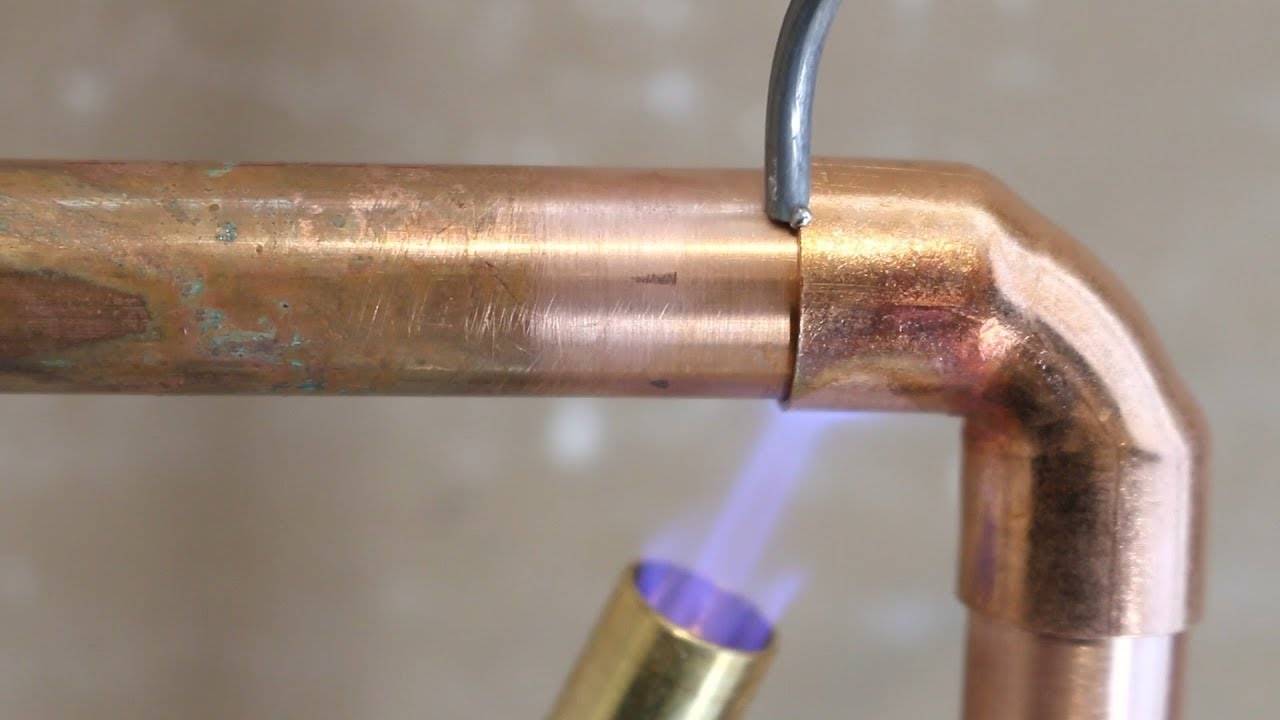
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.







Типы труб
Сдерживающим фактором является высокая стоимость
Существуют два типа труб из меди.
- Отоженные. После изготовления трубы подвергают термической обработке, при температуре 650-700 Сº. Процедура придает изделию пластичность, при некоторой потере прочности. Кроме того, увеличивается стоимость продукции.
- Неотоженные. Отличаются высокой прочностью. Единственный недостаток – низкая эластичность. При монтаже трубопровода отводы выполняют с помощью соединительных муфт, поскольку такие трубы практически невозможно согнуть.
Независимо от типа продукции, к чистоте материала предъявляют особые требования. Согласно ГОСТу 859-2001, массовая доля меди не должна быть ниже 99 %.
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.
Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью. Труборез. Позволяет получать строго перпендикулярный ровный срез. Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края. Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной. Рулетка, молоток. Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации. Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается
Такие же действия выполняются со вторым сегментом
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.





На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.