Инструкция по пайке
Пайка алюминия в домашних условиях оловом должна проводиться в строгой последовательности, чтобы обеспечить качественный результат. Перечень действий выглядит следующим образом:
- поверхность очищается от всех загрязнений и больших частиц мусора;
- производится обезжиривание, чтобы убрать все лишние пленки, которые помешают соединению;
- детали фиксируются в заданном положении;
- жало паяльника залуживается и разогревается до нужной температуры;
- место соединения нагревается (это делается при помощи разогретого жала паяльника);
- стержень припоя подносится к тому месту, где будет соединение;
- образовывается соединение, убирается источник температуры, чтобы оно застыло;
- проверяется качество полученного соединения (при помощи визуального осмотра).

Для дополнительной очистки металла от пленки можно использовать механические методы. Это осуществляется с помощью мелкой металлической щетки. При растирании инструмент нагревается, что позволяет сразу снимать оксид и заменять его на припой. Таким образом на поверхности не образуется лишний налет, он попросту не успевает этого сделать.
Область применения
Очень важно знать, как правильно паять алюминий паяльником. Спешить не стоит, так как это сложный и хлопотный процесс
Многие проводки требуют создания контактов с оригинальным материалом, поэтому пайка алюминия, несмотря на ее сложность, оказывается востребованной. В различных мастерских по ремонту и в промышленности это встречается намного чаще, чем в частной сфере.
Основной областью применения является ремонт проводов, разнообразной техники, подключенных плат и прочего. Процесс получил широкое распространение в среде радиотехники. Именно в этой области встречаются всевозможные варианты контактов, и радиолюбителям требуется освоить все особенности пайки в домашних условиях.
Заключение
Как же все-таки получить качественную пайку алюминия дома? Главный секрет в том, чтобы приблизить условия к профессиональным. Следует подобрать правильные флюс и припой, определиться с режимом пайки
Также нужно уделить внимание подготовке поверхности. Есть несколько способов борьбы с окислами, каждый мастер самостоятельно подбирает те, которые подойдут лично ему
Умения и хитрости приходят с опытом, для их получения нужно опробовать все возможные варианты, подбирая для себя максимально подходящие.
Особенности
Алюминий — металл достаточно плотный, но легкий. Эти преимущества обусловили его частое использование в производстве посуды. Использовать алюминиевые изделия несложно, но бывают случаи, когда необходимо заделать трещину или отверстие или сварить части посуды. Помимо посуды, алюминий также используется для изготовления проводов, с которыми легко работать, так как они мягкие, но обладают хорошей прочностью.
Большинство металлов можно нагревать и сваривать, но алюминий — это особое вещество, которое при контакте с воздухом окисляется и покрывается оксидным слоем, поверх которого нельзя сварить ни один металл. Чтобы сварить этот материал, необходимо подобрать правильный флюс.
Флюс — это вещество или различные компоненты, которые могут использоваться для удаления окислов с металлов, подлежащих сварке. Благодаря органическим и неорганическим соединениям флюса можно снизить поверхностное натяжение и улучшить текучесть жидкого припоя. Он также защищает материал от воздействия окружающей среды.
Поскольку алюминий — необычный металл, стоит поискать и специальные флюсы. Сварка алюминия с оловом считается самым простым и удобным способом достижения желаемого результата. К преимуществам использования олова при сварке алюминия относятся:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Однако помимо преимуществ стоит упомянуть и о недостатках:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Технология лужения алюминия с механическим воздействием без флюса
Главное отличие данной технологии в том, что здесь не используется флюс для деактивирования пленки окислов на поверхности алюминиевых деталей. Но так как пайка алюминия невозможна с оксидной пленкой, то ее убирают механическим способом. При этом защищают алюминий от дальнейшего окисления или наносят слой припоя до того, как алюминий успевает окислиться.
В первом случае для того, чтобы алюминий не окислялся кислородом из окружающего воздуха, его защищают слоем машинного масла или расплавленной канифоли. Для этого на место пайки наносят слой машинного масла или канифоли. Затем скоблят поверхность алюминия каким-либо твердым предметом, чтобы содрать оксидную пленку. После, не вытирая масла или канифоли наносят припой и втирают его горячим паяльником.
 Соскабливания оксида алюминия с поверхности детали под защитой слоя машинного масла.
Соскабливания оксида алюминия с поверхности детали под защитой слоя машинного масла.
Таким способом удается выполнить лужение, затем выполняется пайка.
 Лужение под слоем масла.
Лужение под слоем масла.
Во втором случае алюминиевые детали разогревают до нужной технологической температуры примерно в 250-300 градусов. Сделать это можно любым доступным способом как описано выше по тексту.
Затем на разогретую деталь наносят припой, который расплавляется, но не схватывается с деталью, так как мешает слой окислов.
После припой втирают в деталь используя абразив. Например, можно втирать с помощью бруска точильного камня или использовать шуруповерт с щеткой. Таким образом механически сдирается оксид алюминия, и на его место сразу же втирается припой. Металл просто не успевает окисляться.
 Механическое втирание припоя
Механическое втирание припоя
Минус этой технологии в том, что разогретый припой в виде капель разлетается во все стороны в момент механического воздействия и таким образом возможен его увеличенный расход. В момент лужения не забываем держать технологическую температуру.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.

Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
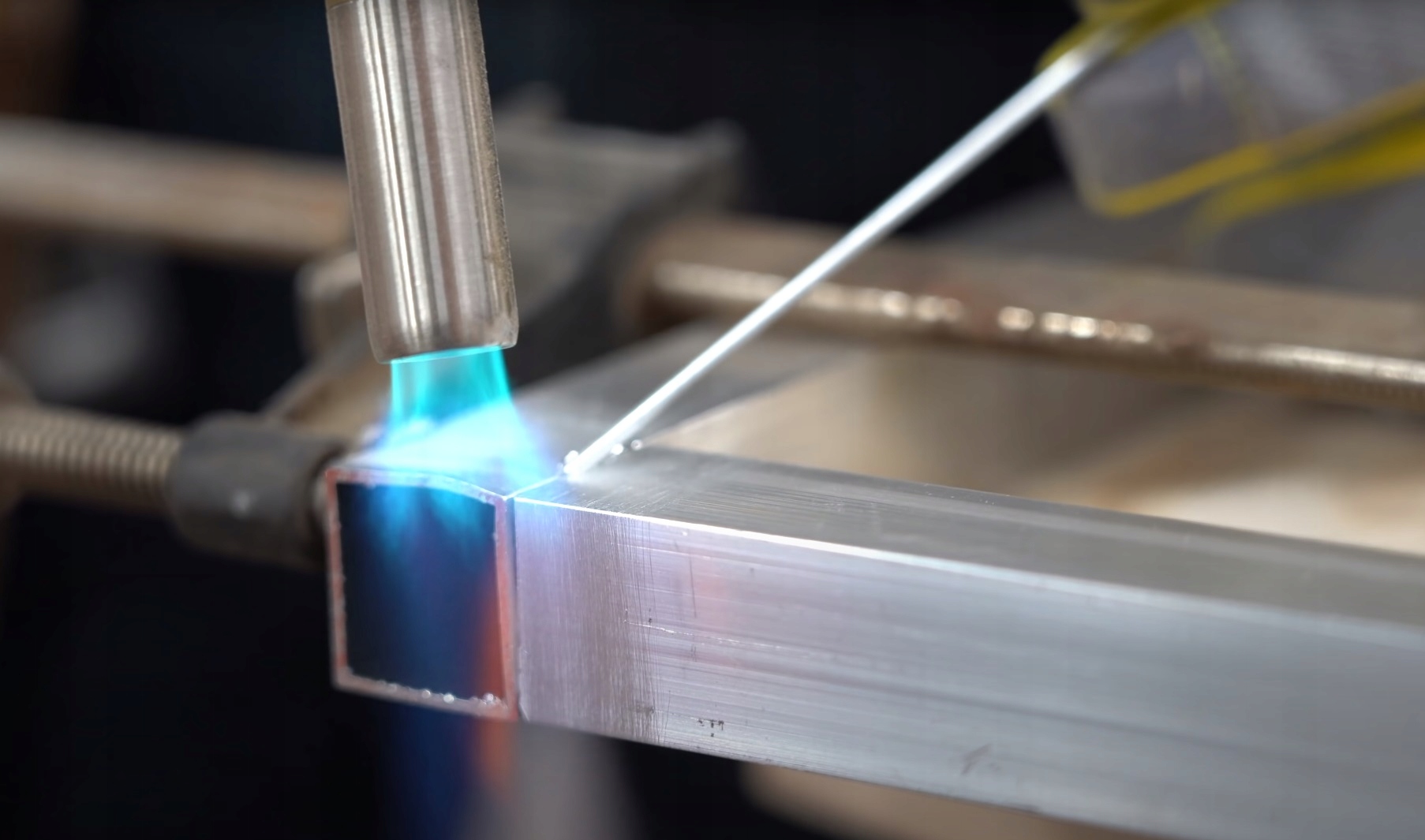
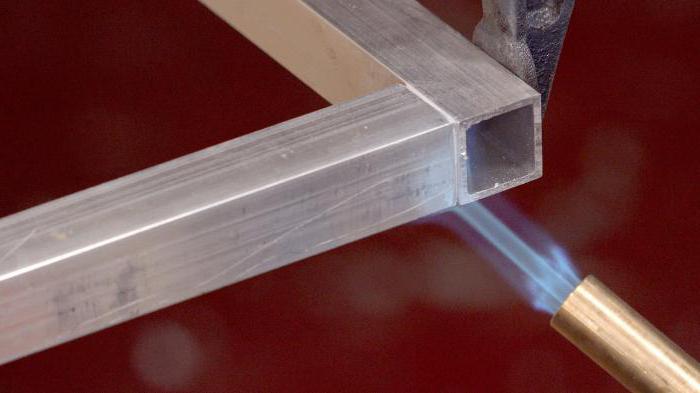
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.








Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Способы
Многих интересует возможность применения аргона, холодной сварки, а также низкотемпературной и газопламенной технологий. Пайка отдельных конструктивных элементов и изделий осуществляется при помощи обычных паяльников, горелок, а также хорошо известных многим паяльных ламп. На данный момент можно выделить 3 основных варианта создания подобных соединений, а именно:
- с применением канифоли в качестве флюса;
- при помощи припоев с разной основой;
- электрохимический процесс.
Первый способ актуален преимущественно для соединения поверхностей небольших площадей. Чаще всего таковыми являются провода и кабели, спаиваемые участки которых на этапе подготовки требуется максимально качественно обработать и залудить, создав соответствующий слой канифоли.
Важно учитывать, что его мощность при спаивании тонких проводов может составлять 50 Вт, а при толщине в 1 мм – 100 Вт

Пайка с применением припоев достаточно широко используется в современной электротехнике, а также в процессе ремонта автомобилей и изделий из алюминия. На первоначальном этапе необходимо покрыть соединяемые места деталей сплавом. Речь идет об обязательном лужении данных частей непосредственно перед их спаиванием.
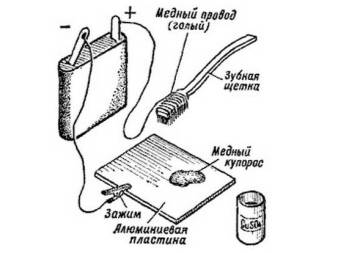
Электрохимический метод – это процедура, выполнение которой требует наличия специальной установки, предназначенной для создания гальванического покрытия. Данное оборудование позволяет выполнять омеднение поверхностей соединяемых элементов.
Если такая установка отсутствует, то, в принципе, создать необходимый слой можно самостоятельно. В домашних условиях на предварительно зачищенную наждачной бумагой область наносится медный купорос. Следующий шаг – это подключение к обрабатываемой детали или изделию минусового полюса источника питания.
В качестве независимого источника энергии вполне можно использовать батарейку, АКБ и даже выпрямители. К плюсовому выводу при этом подключают электрод в виде зачищенного медного провода, сечение которого составляет около 1 мм. Его следует расположить на изолированной поверхности (подставке). В результате электролиза на обрабатываемые детали оседает медный слой.
Флюсы для пайки алюминия
Флюсы очень реактивны, поэтому после пайки их необходимо смывать раствором воды и щелочи. В качестве травителя хорошо подходит пищевая сода. После раствора гидроксида натрия соединение следует смыть чистой водой. Следует защищать дыхательные пути от проглатывания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них следует рассмотреть отдельно.









Канифоль
Росин — самый популярный из всех флюсов. Он используется для связывания различных металлов. Она действует на алюминий только в отсутствие воздуха и поэтому используется редко. Время работы с канифолью больше, а эффективность ниже. Этот ток не для профессионалов, им можно сваривать, но качество шва не очень хорошее.
Порошковый флюс
Алюминий сваривается газовой горелкой с использованием порошковой струи. Не рекомендуется добавлять кислород в пламя, так как это снижает эффективность флюса. Наиболее распространенными флюсами являются следующие:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, содержащий 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Флюс можно использовать с клеями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Боракс представляет собой порошок, который плавится при температуре 700 °C, растворим в воде и смывается водным раствором лимонной кислоты. Отличается низкой стоимостью
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагревании горелкой она выделяет вредные пары, которые обжигают нос, глаза и органы дыхания.
Сварочное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Оно хорошо действует на предварительно нагретые и законсервированные детали. После сварки алюминиевых деталей рекомендуется смыть остатки флюса, иначе они будут разрушать металл.
Жидкий флюс
Жидкий флюс наносится тонким слоем на сварной шов. Он быстро испаряется, образуя пары при сгорании паяльника. Флюс F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и ионизированную воду. Он хорошо разрушает оксидный слой и помогает при сварке больших алюминиевых деталей. Используется при сварке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется для пайки и сварки алюминиевых сплавов при температуре до 250°C. Castolin Alutin 51 L состоит из кадмия, свинца и 32 % олова. Он наиболее эффективно работает при температурах выше 160°C.
Любая из перечисленных жидкостей помогает при сварке алюминиевых банок, алюминиевых изделий разных размеров, соединении алюминиевых изделий из дюралюминия, дюралюминиевых изделий (дюралюминия) сваркой.
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб. Схема пайки алюминиевых труб
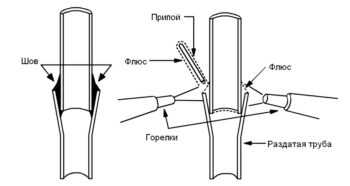 Схема пайки алюминиевых труб.
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.









Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
 Флюс для пайки алюминия.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Материалы и приспособления

- Основным приспособлением для спаивания считается газовая горелка, через нее поступает газ под давлением. В процессе спаивания, она осуществляет температурное воздействие, благодаря чему расплавляется металл припоя, а еще можно осуществлять нагрев материала. С помощью необходимой регулировки подачи давления можно определять температуру пламени;
- Баллон с газом, размер которого может быть необязательно стандартным. Баллон содержит в себе расходный горючий материал, поэтому его необходимо изолировать на безопасное расстояние от очагов пламени;
- Шланг, который поступает от баллона к горелке. Перед началом процесса рекомендуется им всегда уделять внимания, проверяя их подсоединение, а также целостность их самих;
- Припой для спаивания алюминия, который может оказаться разным в зависимости от предстоящих процедур. Перед осуществлением спаивания газовой горелкой, необходимо также присадочную проволоку в зависимости от основного материала;
- Флюс, благодаря которому улучшается процесс спаивания. Такое вещество в основном применяется для соединения толстых заготовок, но также используется для спаивания различных видом металла, таких как алюминий, или в особо сложных случаях.