Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
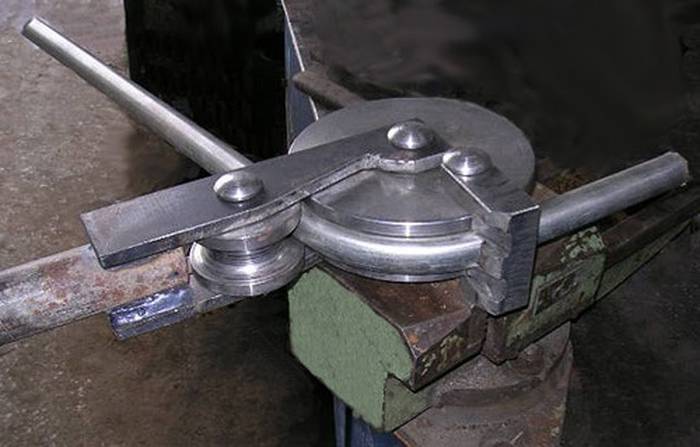
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
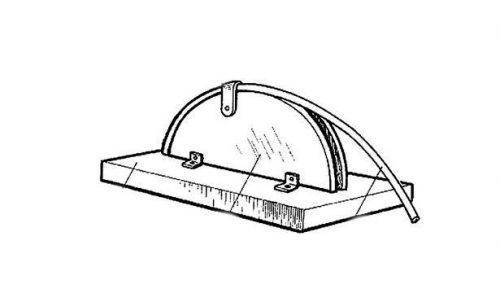
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
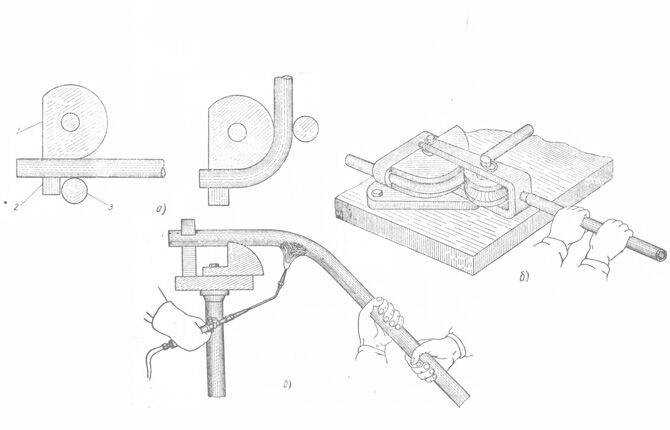
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.
Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.
 Гибка стальной трубы по большому радиусу
Гибка стальной трубы по большому радиусу
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой:1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
- Выполняется поперечный пропил трех сторон трубы. Четвертая сторона не повреждается.
- Выполняется смещение внутреннего слоя до соприкосновения крайних точек пропилов.
- После завершения изгибания по пропилам выполняют сварку.
Схема технологического процесса изгибания по пропилам
Особенности холодного изгибания
Согнуть профиль без нагрева можно разными способами. Проще всего это сделать с использованием специального инструмента, а именно профилегибочного станка. Его можно купить или сделать самостоятельно, что довольно сложно.
Однако, покупка инструмента не оправдает себя, если нужно всего лишь изогнуть несколько деталей. Поэтому многих интересует, как выполняется гибка профильной трубы руками и возможно ли это вообще.
Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Такая операция вполне возможна. Для ее проведения потребуются простейшие приспособления в виде оправки или гибочной плиты. Их легко можно собрать из подручных материалов. Перед гибкой нужно определиться с наполнителем для трубы.
Если высота ее профиля меньше 10 мм, заполнять деталь не нужно, для изделий с большей высотой наполнитель обязателен. Это может быть песок, подготовленный описанным выше способом, или пружина.
В последнем случае подбирается деталь, выполненная из стали, с плотной навивкой. Ее диаметр должен быть таким, чтобы она плотно входила в полость профильной трубы. Только так она сможет эффективно препятствовать слишком резкому изменению сечения трубы на участке сгиба.
Чтобы по окончанию работы пружину можно было без проблем извлечь, к ее краю перед установкой надежно закрепляют отрезок проволоки.
Теперь нужно определиться с типом приспособления для гибки. Это можно сделать, зная высоту профиля изделия. Для тонкой трубы, с высотой профиля меньше 10 мм, используют гибочную плиту со штырями, выполняющими роль упоров. Они располагаются в соответствии с радиусом изгиба детали. Трубу укладывают между упорами, придавая ей необходимую форму.
Начинают укладывать деталь с средины, так проще выполнить операцию. Потом постепенно продвигаются к краям изделия. Значимый недостаток такого способа изгибания заключается в необходимости приложения значительных усилий.
Кроме того, довольно сложно выполнить изгиб точно по шаблону, очень вероятно, что будут некоторые отклонения от заданной формы.
В процессе холодной гибки в качестве наполнителя для трубы можно использовать пружину подходящего размера. В этом случае к ее концам обязательно крепят проволоку, чтобы пружину можно было легко извлечь после изгибания трубы
Трубы с высотой профиля свыше 10, но меньше 25 мм, сгибают с помощью специального оборудования, оснащенного роликом. Оно действует по принципу так называемого станка Вольнова.
Происходит это следующим образом. Деталь надежно закрепляется в тисках. Через ролик на нее подается значительное усилие, которое сгибает элемент. Такой способ позволяет провести сгибание более точно и качественно.










Но и в этом случае придется приложить весьма значительные физические усилия, чтобы получить нужный результат. Если нужно получить деталь с большим радиусом изгиба, например, арку для каркасной конструкции, используются плоскопараллельные пластины или оправка.
Приспособление представляет собой неподвижный шаблон округлой формы, на котором располагаются хомутики, предназначенные для фиксации детали.
Профильная труба с усилием вкладывается в паз, размер которого точно соответствует профилю изделия. Фиксирующие хомуты удерживают фрагменты детали на месте, пока весь элемент не будет уложен в приспособление. Таким образом трубе придается нужная форма.
Если вы владеете элементарными навыками электросварщика, то простой станок для гибки профильного трубопроката можно сделать собственными руками:
Шаг 1: Заготовка материала для изготовления станка
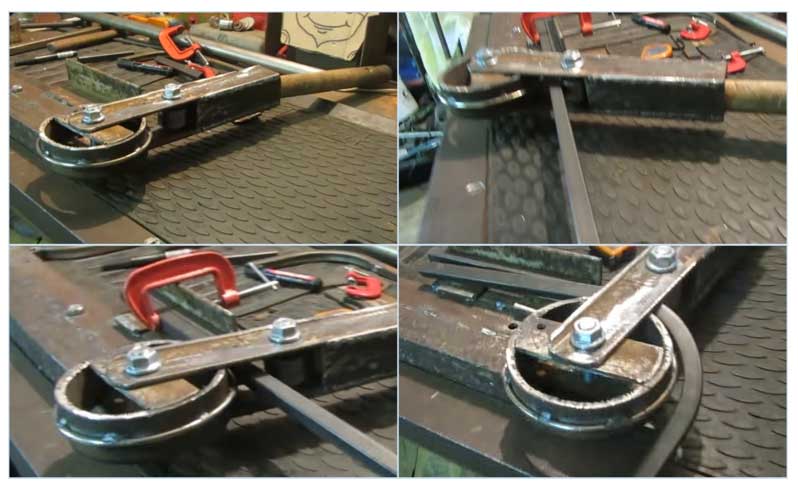
Шаг 2: Устройство гнезд для перестановки роликов
Шаг 3: Монтаж петли для движения полки станка
Шаг 4: Проверка движения полки станины
Шаг 5: Установка стойки для центрального ролика
Шаг 5: Вывод прутка центрального ролика под рукоятку
Шаг 6: Проверка вращения роликов
Шаг 8: Фиксация рукоятки к оси цетрального ролика
Рекомендуем также посмотреть статью в которой мы рассказали о том, как гнуть трубы из различных металлов — подробнее читайте далее.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Многие задаются вопросом: как ровно согнуть лист металла? И не удивительно, ведь при выполнении строительных работ может появиться необходимость в выполнении подобной процедуры.
Трубы небольшого диаметра сгибают при помощи тисков. Очень часто при строительных процессах возникает потребность согнуть трубы довольно большого диаметра. Для подобной работы необходимы специальные станки, на которых выполняют сгибание металлических листов и труб. Сгибаемый компонент при этом не деформируется.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.










Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Ремонт водосточных отливов из оцинкованной стали
Существенный недостаток водосточных желобов из оцинкованной стали заключается в том, что при повреждении защитного слоя процесс коррозии протекает так же быстро, как это происходит с чёрным металлом. Поскольку толщина таких отливов чаще всего не превышает 0,7 мм, то сквозная ржавчина появляется на повреждённых участках уже через несколько лет.
Чтобы предупредить процесс разрушения металла, следует периодически осматривать отливы и производить их ремонт. Чаще всего профилактику проводят два раза в год — ранней весной и в начале осени. Повреждённые льдом или ветками участки следует зачистить, обезжирить и закрасить прозрачным лаком для работы по металлу. На участках водостока, скрытых от глаз, в этих целях можно использовать любую эмаль для наружных работ.
Если же предотвратить разрушения металла не удалось и на отливах из оцинкованной стали появились участки со сквозной коррозией, то их можно отремонтировать. Для этого:
Отгибают фиксаторы удерживающих кронштейнов и дефектный элемент водостока снимают с кронштейна.
Если проржавела боковая стенка жёлоба, то на повреждённое место накладывают заплату из оцинкованной стали. Для этого от металлического листа отрезают прямоугольник, который будет заходить на неповреждённый металл с нахлёстом в 20–30 мм, и крепят его при помощи заклёпок. Для того чтобы не пострадал внешний вид водостока, отлив устанавливают на место отремонтированной стороной к стене.
В случае когда коррозия коснулась дна жёлоба, то прохудившийся участок вырезают целиком. Для ремонта отлива используют кусок оцинкованной стали такой же конфигурации. Он должен быть на 20 см длиннее вырезанной части, поскольку при монтаже заплаты деталь укладывается внахлёст
Следует обязательно обратить внимание на то, как будет наложена заплата. Со стороны водосточной воронки её крепят поверх отлива, тогда как с другого края она должна находиться снизу — это не позволит воде затекать в щель. Закрепить ремонтную часть можно при помощи алюминиевых заклёпок
Избежать просачивания воды удастся, если места стыков обработать влагостойким герметиком.
Закрепить ремонтную часть можно при помощи алюминиевых заклёпок. Избежать просачивания воды удастся, если места стыков обработать влагостойким герметиком.
Читать также: Приспособление для фрезера шип паз
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
Как согнуть профильную трубку в домашних условиях без трубогиба
Гнутую прямоугольную трубу можно согнуть с применением простейших подручных приспособлений. Холодный способ гибки материала может быть выполнена следующими способами:
- Использование горизонтальной плиты. Данная плита является одновременно трафаретом для получения изогнутых труб одинакового вида, а также устройством для совершения самого процесса. Принцип использования такой плиты заключается в том, что нужно в ней проделать отверстия, в которые вставляются стальные штыри. Расположение отверстий должно быть таким, какой вид планируется придать гнутой прямоугольной трубе. После этого изделие поочередно вставляется в каждую пару штырей, получая тем самым необходимый угол изгиба. Недостатками такого метода являются: невозможность согнуть материал с высотой профиля более 10 мм, а также потребность в прикладывании значительных усилий.
- Роликовое приспособление. Если нужна гнутая прямоугольная труба с высотой профиля более 10 мм, то рекомендуется использовать роликовое приспособление. Принцип данного метода основывается на выполнении таких действий: в тисках зажимается труба, а в части, где нужно получить изгиб, прикладывается специальный ролик. Такой метод также требует приложения значительных усилий, чтобы получить соответствующий изгиб.
- Вариант «на скорую руку». Если нет никаких подручных средств, но при этом нужно изогнуть прямоугольную или круглую трубу, например, для арки, то можно воспользоваться методом «на скорую руку». Принцип метода заключается в том, что изделие кладется на землю, а главным фиксатором его выступает человек, а точнее его вес. Для выполнения изгибов понадобится трубка с кольцом на конце, которая будет выступать в роли рычага. Принцип выполнения такого типа изгиба показан на фото ниже.
Выпиливание секторов. Если нужно согнуть профиль, причем сделать это нужно максимально аккуратно, то можно воспользоваться методом выпиливания секторов. Принцип заключается в использовании болгарки, которой делаются насечки с одной стороны профиля в месте, где будет изгиб. После выполнения насечек можно изгибать профиль вручную, что сделать не составит труда. При необходимости полученные насечки после изгибания можно заварить сваркой.
Дополнительные способы
Для получения арок из профильной трубы своими руками можно использовать специальные оправки. Для изготовления приспособления понадобится верстак большого размера. На поверхности верстака и будут располагаться приспособления для получения гнутого профиля. Чтобы выбрать оптимальное месторасположение элемента, в верстаке делаются отверстия. Основу такого метода составляет шаблон, который можно изготовить из листа толстой фанеры или металлического уголка. Данный способ хорош тем, если планируется изготавливаться много одинаковых трубок, которые предназначаются для сооружения арки или теплицы.

Домашние умельцы прибегают даже к такому методу, как изгиб при помощи установленного столбика. С его помощью можно получать изгибы любого вида, но его недостатком является ручное выполнение работы. Материалы с высотой профиля более 20 мм изогнуть таким способом будет проблематично.
Если в домашнем распоряжении имеется газовая горелка, то с ее помощью нагревается металл в месте, где требуется изгиб, после чего прикладывается незначительное усилие, получая тем самым деталь нужного вида. Если же планируется выполнение работы в большом объеме, то рекомендуется обзавестись соответствующим трубогибом. Это устройство, которое поможет быстро, а главное, без приложения усилий изгибать трубы и профиль любых диаметров и высоты. Кроме того, все изделия будут иметь одинаковую форму, что позволит соорудить красивой формы арку или теплицу. Способов изгиба труб в домашних условиях существует множество, но выбирать подходящий вариант нужно в зависимости от поставленной задачи и параметров материала. Именно поэтому выше представлены основные варианты, как правильно и быстро согнуть трубу.
Изгибаем полипропиленовые трубы
Стоит отметить, что полипропиленовые трубы запрещается изгибать без соответствующего оборудования. Однако сейчас это очень необходимо. И для этого уместно называть два способа.
В первом случае полипропиленовая труба прогревается до 150 градусов строительным феном. Далее изгибать трубу придется вручную. Для того чтобы не получить ожог, необходимо использовать перчатки
Важно соблюдать одно условие. Место прогревания трубы должно находиться во внутренней части изгиба. В противном случае тонкая стенка нагретой трубы не выдержит напряжения изгиба и лопнет
В любом случае после проведения работ необходимо тщательно осмотреть трубу. Не должно оставаться вмятин и трещин, которые потом могут дать течь
В противном случае тонкая стенка нагретой трубы не выдержит напряжения изгиба и лопнет. В любом случае после проведения работ необходимо тщательно осмотреть трубу. Не должно оставаться вмятин и трещин, которые потом могут дать течь.
Во втором случае можно изогнуть трубу без нагревания. Но здесь есть некоторые ограничения. Угол изгиба не может превышать восьми диаметров трубы.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
К ним относят:
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.







2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера
Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.
Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.
Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Варианты гибки трубы по шаблону
Последовательность работ такова. Изготавливается сравнительно несложное приспособление, схема которого приведена здесь:
Шаблон включает в себя следующие детали:
- Прочное и массивное основание (подойдет любая стальная пластина толщиной от 32 мм и размерами, достаточными для удобного деформирования). Можно использовать списанную плиту от стола фрезерного станка, плиту УСП и подобные им конструкции;
- Две контурные пластины, конфигурация которых соответствует нужному радиусу гиба. Их желательно изготовить из материала, прочность которого выше материала заготовки не менее, чем втрое. Особенно тщательно следует изготовить сам контур: малейшие заусенцы или подрезы приведут к зажимам деформируемого материала, вплоть до трещинообразования;
- Четыре угловых скобы, которыми контурные пластины будут прикреплены к основанию. Зазор между ними должен быть равен внутреннему диаметру трубы.
- Струбцину с одного из торцов основания, при помощи которой заготовка будет зафиксирована относительно плоско-параллельных пластин;
- Крепежного хомута, который устанавливается в верхней точке пластин и прижимает пока еще ровную трубу к профилю.
Шаблоны для того, чтобы гнуть профильную трубу своими руками, могут не иметь постоянного контакта с поверхностью конечной детали, достаточно расположить их на расстоянии, при котором прогиб части длины трубы будет отсутствовать. Такие шаблоны чаще всего являются частью будущей металлоконструкции с участием гнутой трубы. Они опирают изделие своими торцевыми частями, причем их высота должна быть точно выверена с будущим профилем конструкции. Метод позволяет согнуть (правда, по большому радиусу) весьма длинные трубчатые заготовки практически не прилагая значительных усилий и даже специальных устройств. Способ, как согнуть металлическую трубу (квадратную или круглую), наглядно иллюстрируется на этом видео: