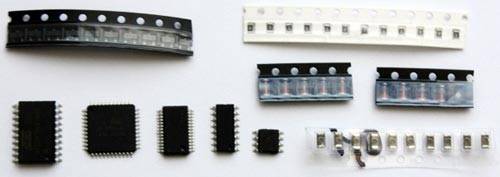
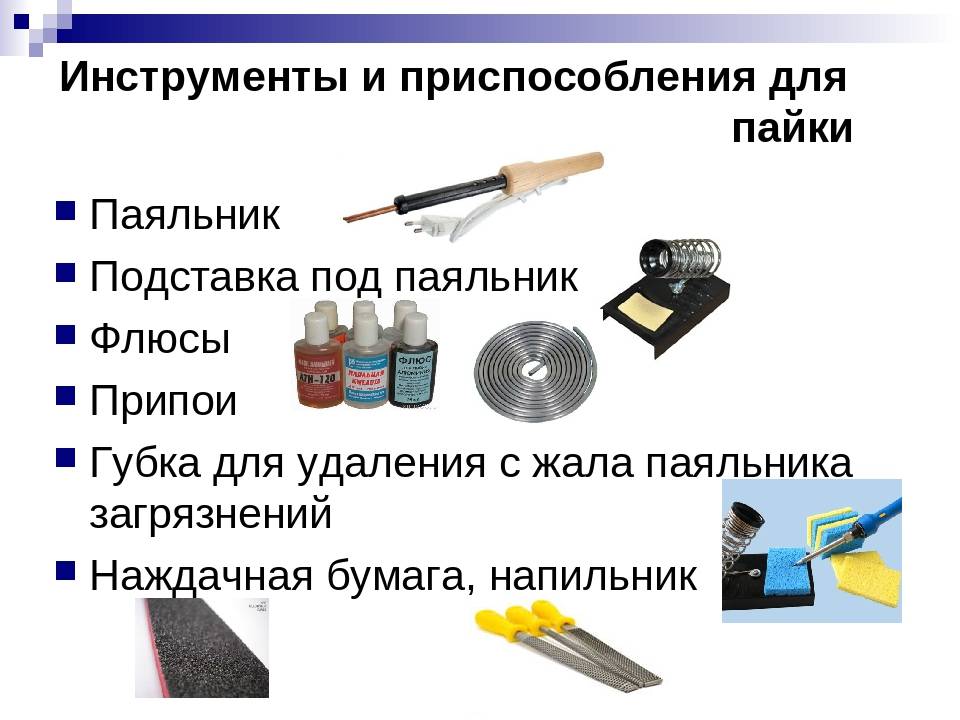
Поверхностный монтаж, применение ЧИП (SMD) компонентов
В чем же заключаются плюсы применения таких чип элементов? Давайте разберемся.
Плюсы данного вида монтажа
Во первых, применение чип компонентов заметно уменьшает размеры готовых печатных плат, уменьшается их вес, как следствие для этого устройства потребуется небольшой компактный корпус. Так можно собрать очень компактные и миниатюрные устройства. Применение чип элементов заставляет экономить печатную плату (стеклотекстолит), а так же хлорное железо для их травления, кроме того, не приходиться тратить время на высверливание отверстий, в любом случае, на это уходит не так много времени и средств. Платы изготовленные таким образом легче ремонтировать и легче заменять радиоэлементы на плате. Можно делать двухсторонние платы, и размещать элементы на обеих сторонах платы. Ну и экономия средств, ведь чип компоненты стоят дешево, а оптом брать их очень выгодно.
Для начала, давайте определимся с термином поверхностный монтаж, что же это означает? Поверхностный монтаж – это технология производства печатных плат, когда радиодетали размещаются со стороны печатных дорожек, для их размещения на плате не приходится высверливать отверстия, если коротко, то это означает «монтаж на поверхность». Данная технология является наиболее распространенным на сегодняшний день.
Кроме плюсов есть конечно же и минусы. Платы собранные на чип компонентах боятся сгибов и ударов, т.к. после этого радиодетали, особенно резисторы с конденсаторами просто напросто трескаются. Чип компоненты не переносят перегрева при пайке. От перегрева они часто трескаются и появляются микротрещины. Дефект проявляет себя не сразу, а только в процессе эксплуатации
Резисторы и конденсаторы
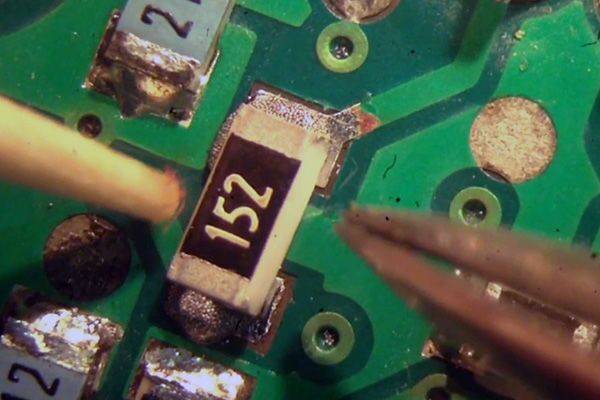
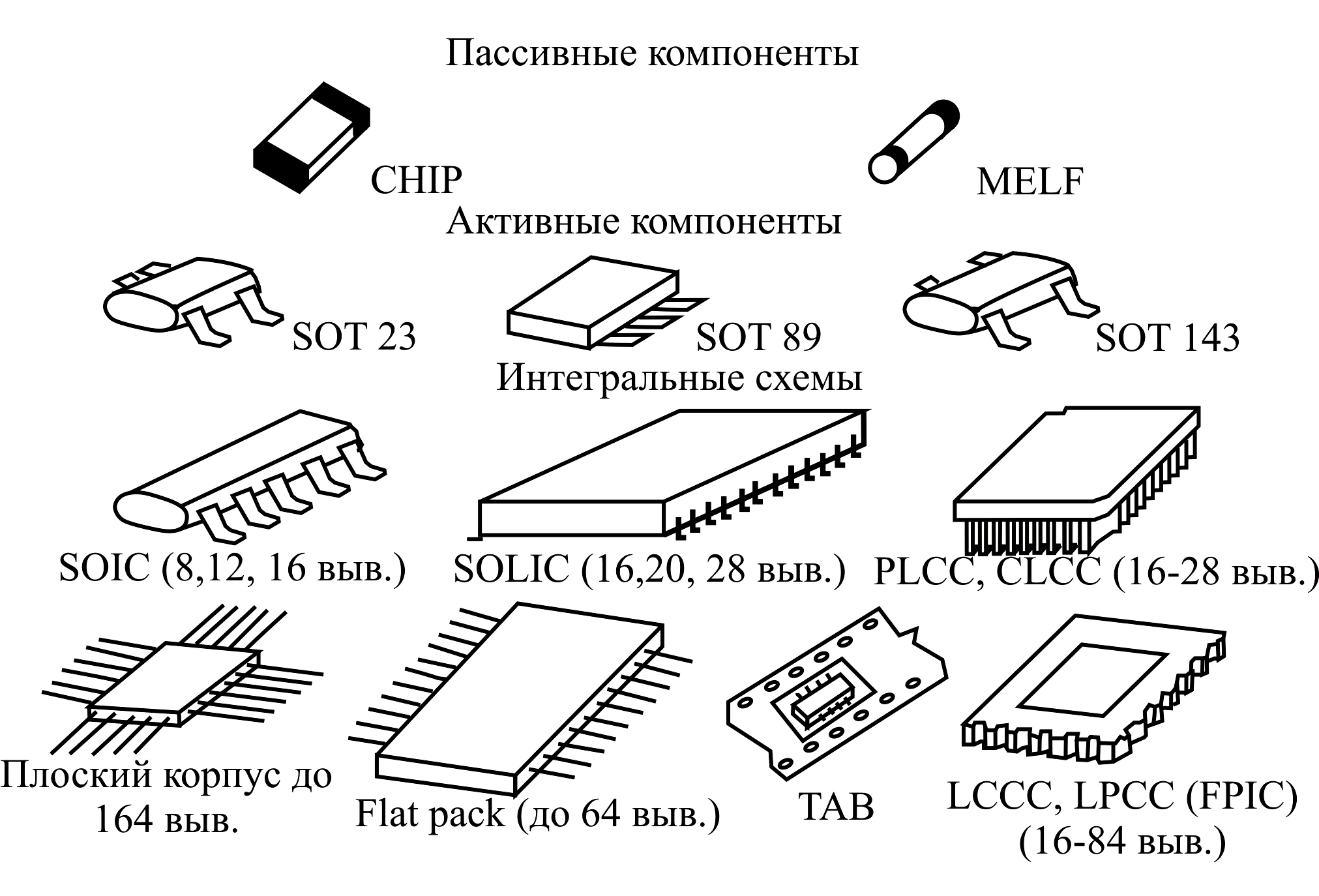
Чип компоненты (резисторы и конденсаторы) в первую очередь разделяются по типоразмерам, бывают 0402 – это самые маленькие радиодетали, очень мелкие, такие применяются например в сотовых телефонах, 0603 — так же миниатюрные, но чуть больше чем предыдущие, 0805 – применяются например в материнских платах, самые ходовые, затем идут 1008, 1206 и так далее.
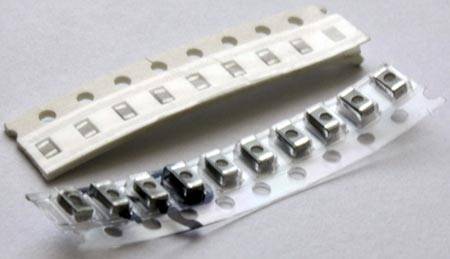
Ниже дана более таблица с указанием размеров некоторых элементов: — 1,0 × 0,5 мм — 1,6 × 0,8 мм — 2,0 × 1,25 мм — 3,2 × 1,6 мм — 4,5 × 3,2 мм
Все чип резисторы обозначаются кодовой маркировкой, хоть и дана методика расшифровки этих кодов, многие все равно не умеют расшифровывать номиналы этих резисторов, в связи с этим я расписал коды некоторых резисторов, взгляните на таблицу.
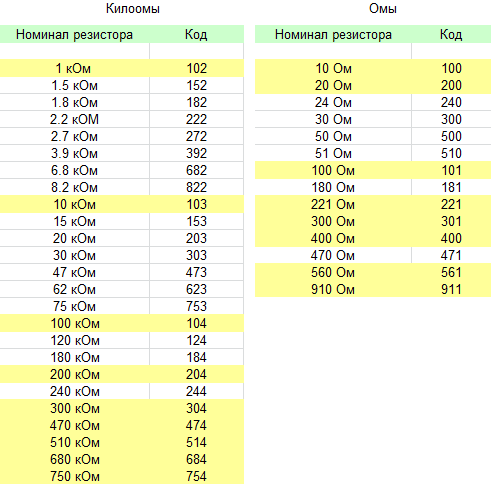
Примечание: В таблице ошибка: 221 «Ом» следует читать как «220 Ом».
Что касается конденсаторов, они никак не обозначаются и не маркируются, поэтому, когда будете покупать их, попросите продавца подписать ленты, иначе, понадобится точный мультиметр с функцией определения емкостей.
Транзисторы
В основном радиолюбители применяют транзисторы вида SOT-23, про остальные я рассказывать не буду. Размеры этих транзисторов следующие: 3 × 1,75 × 1,3 мм.
Как видите они очень маленькие, паять их нужно очень аккуратно и быстро. Ниже дана распиновка выводов таких транзисторов:
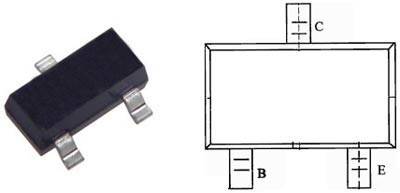
Распиновка у большинства транзисторов в таком корпусе именно такая, но есть и исключения, так что прежде чем запаивать транзистор проверьте распиновку выводов, скачав даташит к нему. Подобные транзисторы в большинстве случаев обозначаются с одной буквой и 1 цифрой.
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.
Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл — работа выполнена.
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.
Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь — помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.
 Пинцет для установки и снятия SMD-компонентов Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.
Пинцет для установки и снятия SMD-компонентов Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.
 Припой для пайки
Припой для пайки
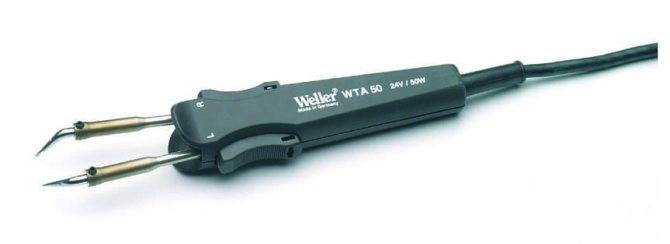
Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.
 Жало для паяльника «Микроволна»
Жало для паяльника «Микроволна»
Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
для начала необходимо очистить, обезжирить и просушить плату;
после этого плату необходимо надежно зафиксировать в горизонтальном положении;
в отмеченных точках соединения равномерно наносится паста;
мелкие детали устанавливаются на поверхность платы;
иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
прогревать установленные SMD-компоненты можно феном;
когда припой полностью испарится, температуру плавки можно увеличить;
паять необходимо осторожно, соблюдая все необходимые требования безопасности;
после работы плату нужно остудить и промыть.





Для монтажа микросхем применяются паяльники с температурой в пределах +250…+300°С. Нежелательно брать для такой работы устройства с конусовидными насадками. Чтобы добиться максимальной эффективности, следует воспользоваться тонкой проволокой для контакта пасты с паяльным жалом.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.
Для пайки кабелей паста наносится на них в зоне соединения. После этого к массе прикладывается паяльное жало.
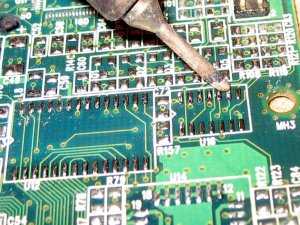
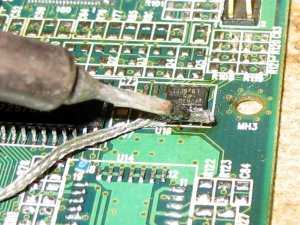
Один из способов выпаивания SMD-элементов.
Часто приходится выпаивать (для замены) транзисторы (или сборки их), КРЕНки в ЖКшниках, микросхемы памяти. Короче, моя технология такая: Берём слюду (хотя-бы прокладку от SMR40200), прогреваем простым паяльником выводы элемента, и, потихоньку, по мере прогрева, всовываем слюду между выводами и платой. Особенно удобно так выпаивать SMDшные транзисторы в инверторах и стабилизаторы на “майне”. Хоть и есть у меня паяльная станция, но чаще пользуюсь этим методом, чтоб окружающие детали не “перенапрягать” нагревом . Попробуйте, вам понравится. Может быть, такая технология уже была описана, но я сам до неё “дошёл”. Жду отзывов.
P.S.: если не в тему, перенесите (удалите) эту писанину.
igor.gm
4 Авг 2012
Была уже тема , вот туда бы это все и приаттачить.
— ДВА паяльника. И разумеется набор жал по ширине. Это даже рекомендации по IPC.
Проблема со слюдой : Можно оторвать другие ножки.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
 Заводская пайка SMD-деталей
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
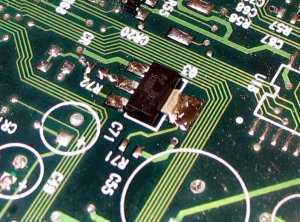
Пайка транзистора феном

Занимаясь ремонтом бытовой техники домашний мастер довольно часто сталкивается с необходимостью замены электронных компонентов, расположенных на платах или смонтированных навесным методом.
Работать в этом случае необходимо аккуратно, иначе можно повредить полупроводниковый слой, пережечь дорожки или даже разрушить корпус.
Для того, чтобы выпаять транзистор, микросхему или диод необходимо знать и соблюдать определенные правила монтажа. Читайте их в этой статье.
Температурные условия
Все электронные приборы созданы для эксплуатации при нормальной температуре. Они не могут длительно выдерживать перегрев и плохо воспринимают импульсные температурные воздействия: выходит из строя полупроводниковый переход, нарушаются контакты, разгерметизируется корпус радиодетали.
Однако, основными способами их монтажа остаются сварка или пайка, обеспечивающие разогрев контактных площадок и соединение их при остывании.
Используемые марки легкоплавких припоев типа ПОС-60 или ПОС-40 начинают переходить в жидкое состояние при нагреве до 183 градусов, а при охлаждении на воздухе быстро остывают и создают надежный контакт.
Сохранность работоспособности транзистора, диода, микросхемы, конденсатора обеспечивается за счет короткого времени расплава и застывания припоя на ножке радиодетали.
Пайка TQFP32, TQFP44, TQFP64
В принципе, TQFP можно паять и без флюса, как и SO, но здесь нужно продемонстрировать, что такое активный флюс. Вы можете купить его в шприцах с маркировкой FLUX.

В следующем примере припаяем микросхему в корпусе TQFP44.
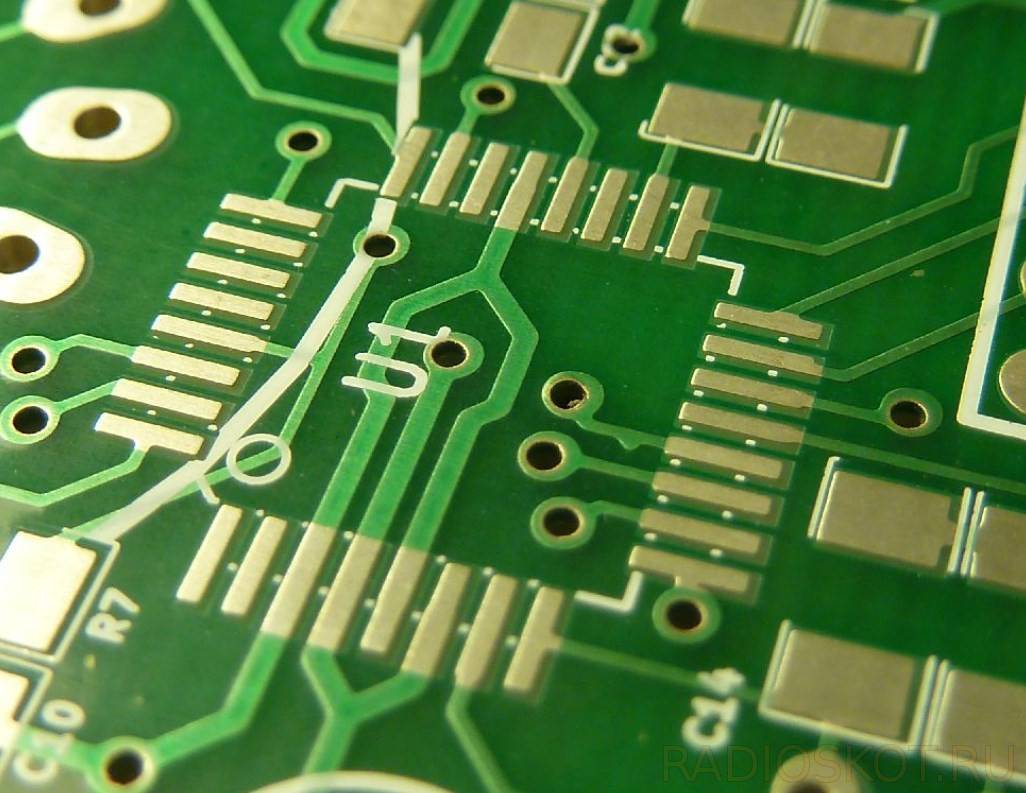
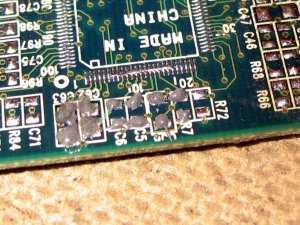
Начинаем с того, что намазываем все контактные площадки флюсом. Он имеет консистенцию густой смазки и очень липкий. Будьте осторожны, чтобы не испачкаться, ведь смыть его потом можно будет только растворителем.
Не будем лудить поля, как в описанных выше методах. Ставим чип сразу на место и устанавливаем в нужное положение.
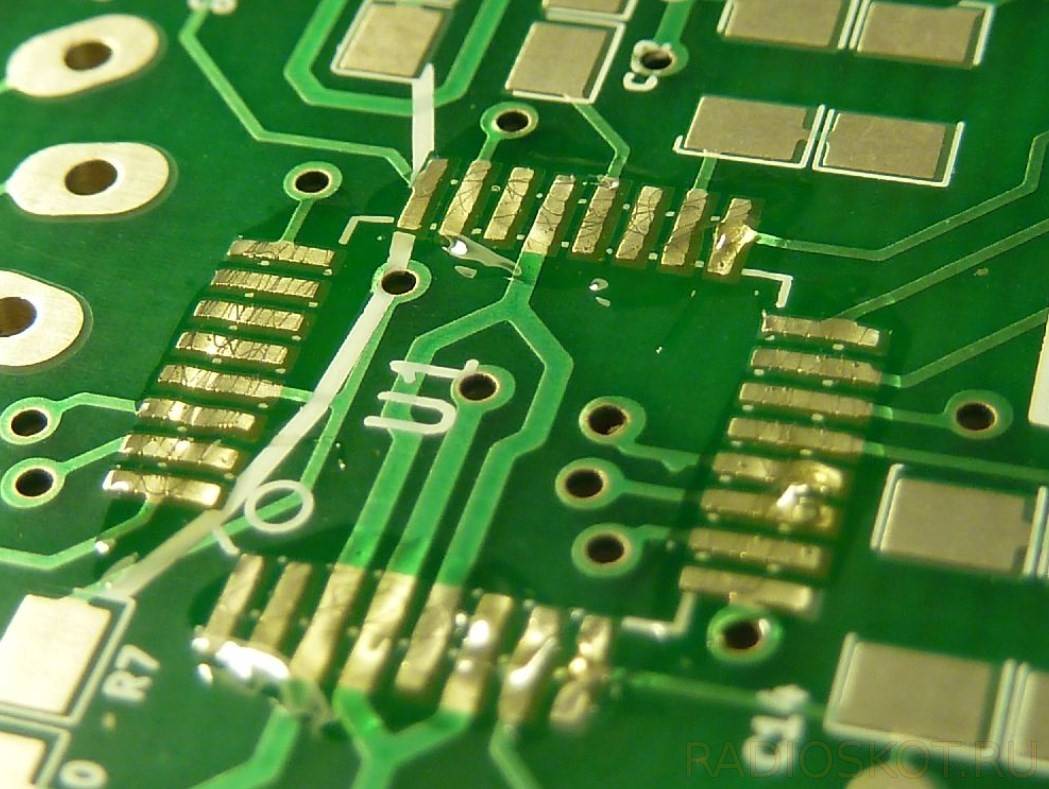
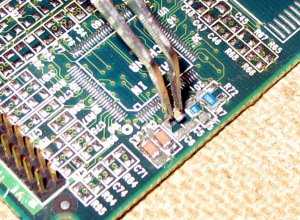
Раньше паяли штыревым наконечником. Сейчас продемонстрируем пайку ножевым наконечником, который может одновременно припаять несколько выводов.

Коснитесь двух ножек, расположенных в противоположных углах места. Пайка углов, чтобы зафиксировать микросхему, чтобы она не двигалась при пайке остальных выводов.
Теперь важно, чтобы на кончике паяльника было небольшое количество олова. Если его много, протрите влажной губкой или стальной проволокой
Касаемся ножек с тех сторон, где еще ничего не паяли. Перемещаем наконечник по всем ножкам, не опасаясь коротких замыканий. Именно благодаря наличию активного флюса олово само знает, что должно прилипать только куда надо.
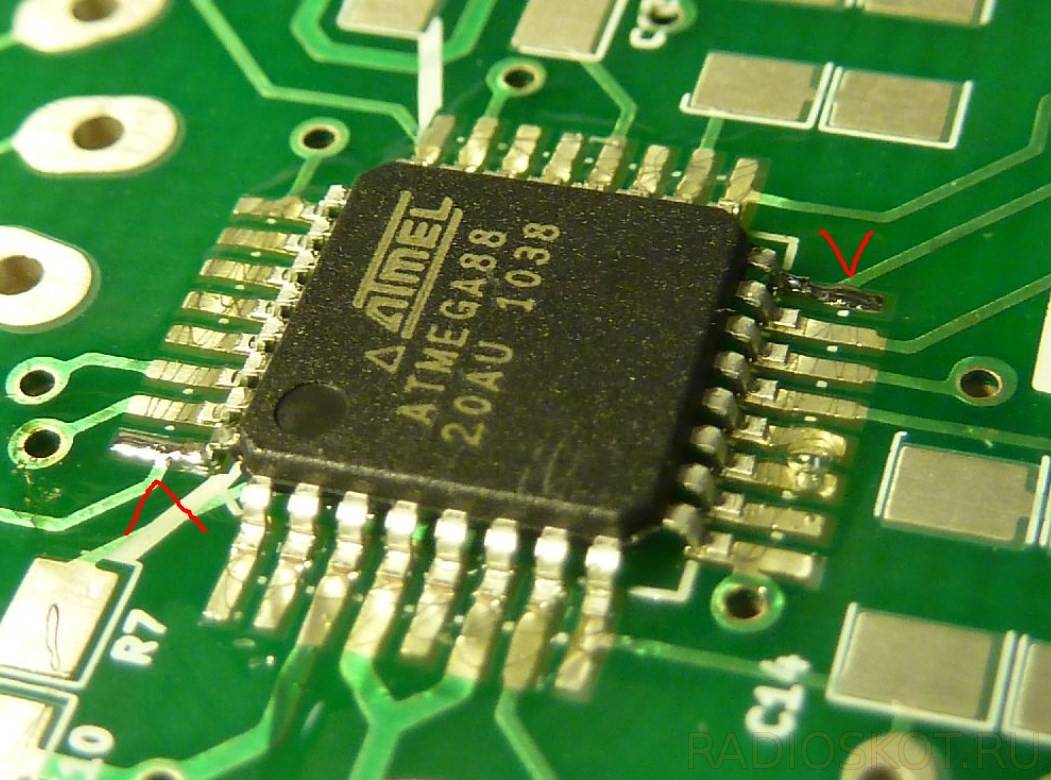
Если где-то произошло короткое замыкание, достаточно очистить наконечник, а затем добавить чуть большее количество флюса.
Метод ножевой пайки также подходит для чипов с гораздо меньшим шагом выводов. В принципе можете паять VQFP100 и даже ещё бОльшие микросхемы без малейших проблем! Так что монтаж SMD гораздо проще чем кажется, надо только вооружиться хорошей подсветкой рабочего места и большим увеличительным стеклом, чтоб лишний раз не напрягать глаза.






Технические данные и расчёт нагревательного элемента паяльника
Пара слов перед цифрами.
Малогабаритный паяльник должен быть низковольтным просто потому, что чем меньше размер нагревательного элемента, тем сложнее обеспечить электробезопасность. Это обусловлено конечной электрической прочностью воздушной изоляции.
Кроме этого, незначительная длина нихромового провода, из которого изготавливается низковольтный нагреватель, позволяет применить однослойную намотку. Нагреватель такой конструкции имеет лучшую теплоотдачу и более прост в изготовлении. В первую очередь это связано с тем, что каждый очередной слой нагревателя требует использования термостойкой прокладки, которая обладает более низкой, чем у металла теплопроводностью.
Предполагается, что температура паяльника будет регулироваться за счёт изменения напряжения питания, например, с помощью любительского лабораторного блока питания.
Рассчитаем сопротивление спирали для паяльника с номинальным напряжением 12 Вольт.
Исходные данные:
Напряжение питания – 0…12 Вольт,
Мощность – 15 Ватт,
Сопротивление нагревателя при этом будет равно:
R = U²/P, где:
R – сопротивление в Омах,
U – напряжение питания в Вольтах,
P – мощность нагревателя в Ваттах.
R = 12²/15 = 9,6 (Ом)
Нихромовый провод подходящего диаметра я получил, разобрав десятиваттный резистор С5-5-10Ватт на 160 Ом. Внутри оказался провод диаметром 0,17мм.
Кстати, металлический корпус от этого же резистора я применил при изготовлении миниатюрного паяльного фена>>>
Нихромовый провод я не отжигал, так как расчётная длина провода позволила намотать витки с некоторым зазором (шагом). Если вам попадётся более толстый провод, и расстояние между витками будет слишком мало, то провод придётся отжечь до образования окалины.
Определить длину провода можно с помощью омметра. У меня получилось около 140мм.
Количество витков спирали нагревателя определяем так:
ω = L/(π*(D+d)), где:
ω – количество витков,
L – длина провода,
π – число Пи (3,14),
D – диаметр каркаса вместе с изолирующей слюдяной прокладкой,
d – диаметр провода.
ω = 140/(3,14*(3,6+0,17)) ≈ 12 (витков)
Паяльник описанной конструкции может обеспечить температуру на конце жала свыше 500°С. Время достижения температуры 350°С около одной минуты.
Пайка SMD деталей в домашних условиях

Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, в своей статье про выбор главного инструмента я уже писал немного по этой теме. Сейчас хочу ее дополнить.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
















Александр (TANk)
РФ, г.Ижевск
Потом преподавал всяческую физику в университете. И вот уже лет двадцать – лужу паяю, компы починяю.
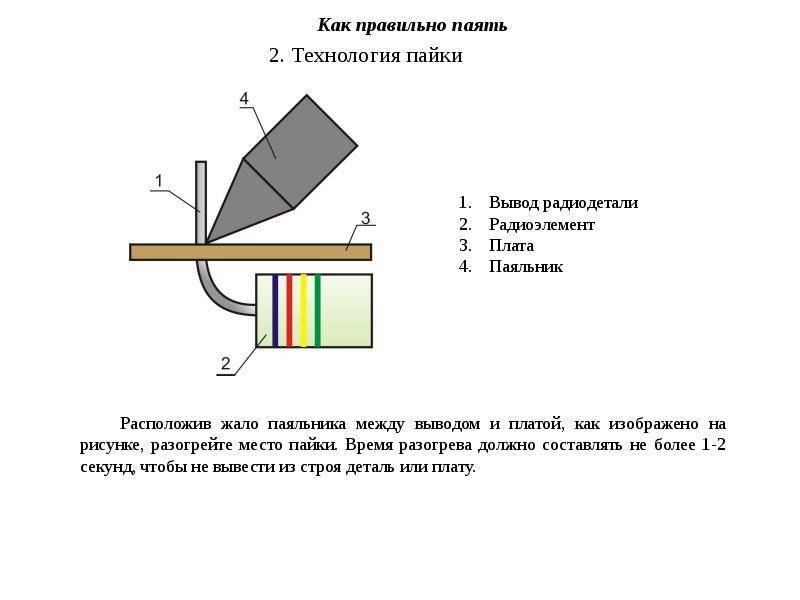
Технология пайки
 Как уже указывалось выше, пайка SMD-компонентов осуществляется прямо на поверхность монтажных пятачков. Очень часто при этом выводы деталей после монтажа даже не видны. Поэтому использование традиционного паяльника невозможно.
Как уже указывалось выше, пайка SMD-компонентов осуществляется прямо на поверхность монтажных пятачков. Очень часто при этом выводы деталей после монтажа даже не видны. Поэтому использование традиционного паяльника невозможно.
Пайка СМД-компонентов осуществляет одним из нескольких способов:
- разогревом всей платы в печи;
- использованием инфракрасного паяльника;
- применением термовоздушного паяльника или фена.
Когда устройства с применением SMD-компонентов изготавливаются промышленными методами, применяются специальные роботы-автоматы. В этом случае на монтажных пятачках уже предварительно нанесен припой в количестве, достаточном для монтажа. В иных случаях при подготовке, по трафарету наносится паяльная паста для SMD-компонентов. Манипулятор робота устанавливает детали на свои места и надежно фиксирует их. После этого платы с установленными SMD-компонентами отправляются в печь.





Температуру в печи плавно повышают до определённого значения, при котором расплавляется припой. Для материала, из которого изготовлены платы и радиокомпоненты, это температура не опасна. После того, как весь припой расплавлен, температуру снижают. Снижение производится плавно по определенной программе, определяемой термопрофилем. Именно при таком остывании, а не при резком охлаждении, пайка будет наиболее прочной.
Подготовка платы в домашних условиях
Чтобы качественно припаять SMD-компоненты в условиях домашней мастерской, понадобится инфракрасный паяльник или термовоздушная станция. Перед пайкой обязательно нужно подготовить плату. Для этого ее надо очистить и облудить пятачки. Если плата новая и ни разу нигде не использовалась, почистить можно обычным ластиком. После этого необходимо обезжирить поверхность, нанеся флюс. Если же она старая, и на ней присутствует загрязнения и остатки прежнего припоя, можно подготовить ее при помощи мелкозернистой наждачной бумаги, также обезжирив после зачистки флюсом.
Паять SMD-компоненты обычным паяльником не очень удобно из-за малого размера контактных площадок. Но если нет паяльной станции, то можно применить и паяльник с тонким жалом, работая им аккуратно, набирая припой на разогретое жало и быстро дотрагиваясь до контакта.
Нанесение пасты
Чтобы качественно припаять микросхемы, лучше воспользоваться не припоем, а паяльной пастой. Для этого элемент необходимо расположить на плате и зафиксировать. Из инструментов используют пинцет, пластиковые прижимы, небольшие струбцины. Когда выводы SMD-компонента оказались точно на монтажных пятачках, на них наносится паяльная паста. Для этого можно использовать зубочистку, тонкую кисть или медицинский шприц.
Наносить состав можно, не заботясь о том, что он покрывает и поверхность платы вокруг монтажных пятачков. Во время прогрева силы поверхностного натяжения соберут его в капли и локализуют в местах будущих контактов SMD-компонента с дорожками.
Прогревание
После нанесения необходимо прогреть область монтажа инфракрасным паяльником или феном (температура примерно 250 °C). Паяльный состав должен расплавиться и растечься по контактам монтируемого компонента и пятачка. Мощность струи фена надо отрегулировать таким образом, чтобы она не сдувала капли паяльной пасты с платы. Если позволяют характеристики устройства, используемого для пайки, снижать температуру надо плавно. Не допускается ускорять остывание путем обдува контактов SMD-компонентов воздухом.
По такой же технологии осуществляется и пайка светодиодов, в случае замены перегоревших элементов в каком-либо светильнике или, например, в подсветке приборов. Различие лишь в том, что плату во время пайки необходимо прогревать со стороны, обратной той, на которой установлены компоненты.
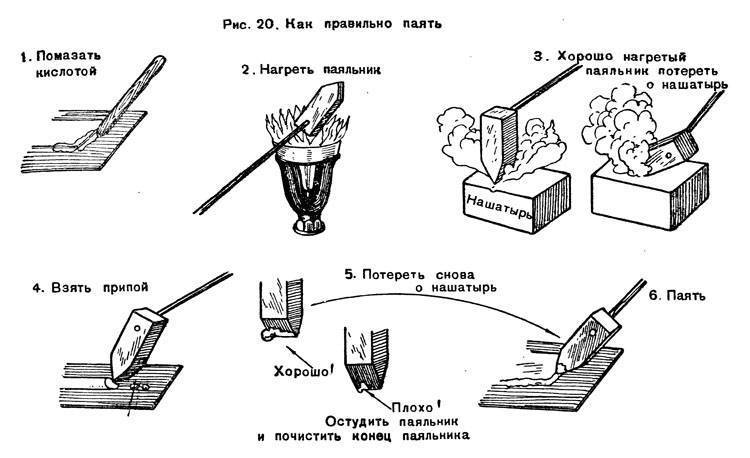
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Выбор флюса
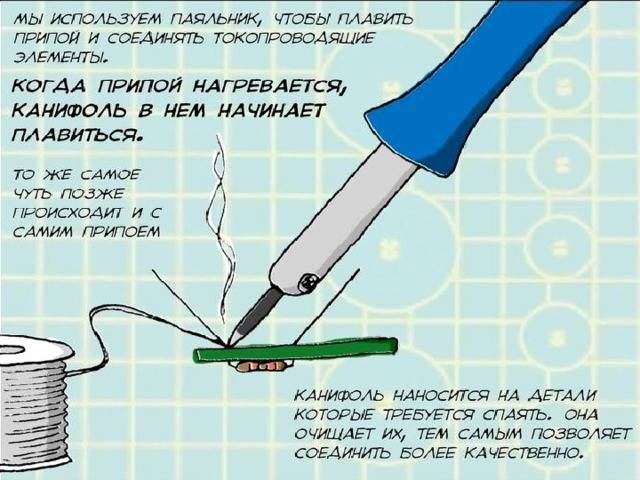
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода
Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд
Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом
При этом флюс плавится, а провод погружается в расплав.
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.
Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.
Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.
Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.