

Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Выбор флюса
Речь пойдет о пайке медных деталей. Для железа и алюминия существуют специальные кислотные составы, это тема отдельного материала.
На самом деле, это личное предпочтение каждого. Надо просто попробовать различные составы, и определить для себя лучший. Кому-то нравится паяльный жир (консистенция, как у солидола), некоторые любят жидкий флюс. Мы расскажем о традиционной канифоли.
Точнее — как правильно с ее помощью паять.
Этот флюс на основе сосновых смол, обладает отличными чистящими свойствами. Он обеспечивает механическую, и химическую очистку, кроме того, хорошо защищает поверхность от окисления при нагреве. Недостаток один: в чистом виде канифоль твердая. Это значит, что ее нельзя заранее нанести на соединяемые детали. Однако технология есть:
- коснувшись канифоли жалом паяльника, набираем на него припой;
- погружаем ножки детали или провод во флюс с помощью паяльника (он плавится), при этом поверхность покрывается тонким слоем припоя;
- аналогично наносим припой на место пайки;
- состыковываем залуженную деталь (провод) с местом пайки;
- касаемся паяльником флюса, затем набираем припой, снова макаем в канифоль;
- сразу же переносим жало в зону пайки.
Таким способом паяют детали уже многие десятилетия. При определенной сноровке, ограничений по выбору материалов для соединения нет. Именно такая методика идеально подходит для тренировок. Если вы ее освоите — остальные способы будут казаться еще проще.
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
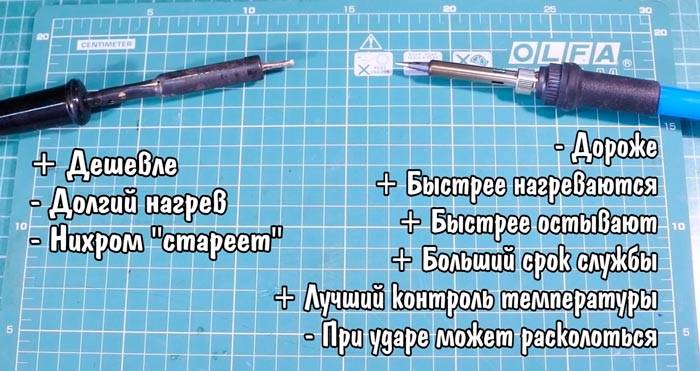
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.






При использовании паяльной станции исходят из таких правил:
- Температура нагрева деталей должна быть на 40-80°С больше температуры плавления припоя (указана на упаковке).
Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Ошибки, допускаемые при пайке проводов:
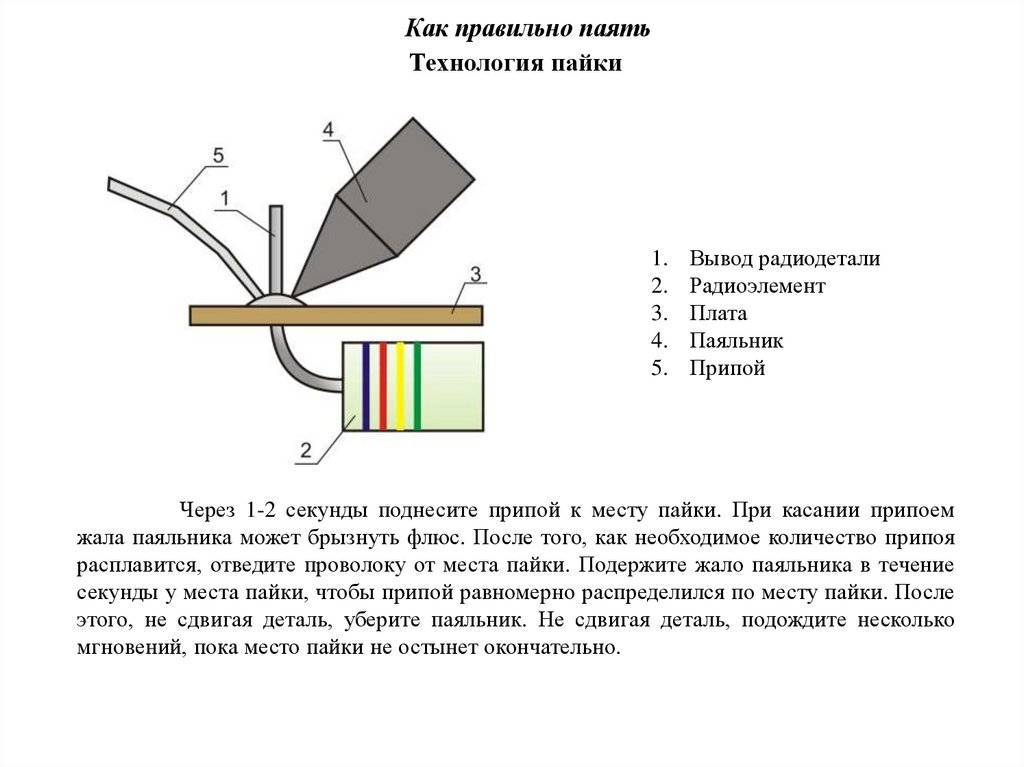
- Неоправданно длительный процесс (более 2-3 секунд) или слишком высокая температура жала паяльника. Это чревато оплавлением поливинилхлоридной изоляции провода с чрезмерным обнажением его концов. Следствие — короткие замыкания. Пайки с пережогом припоя обладают низкой надёжностью.
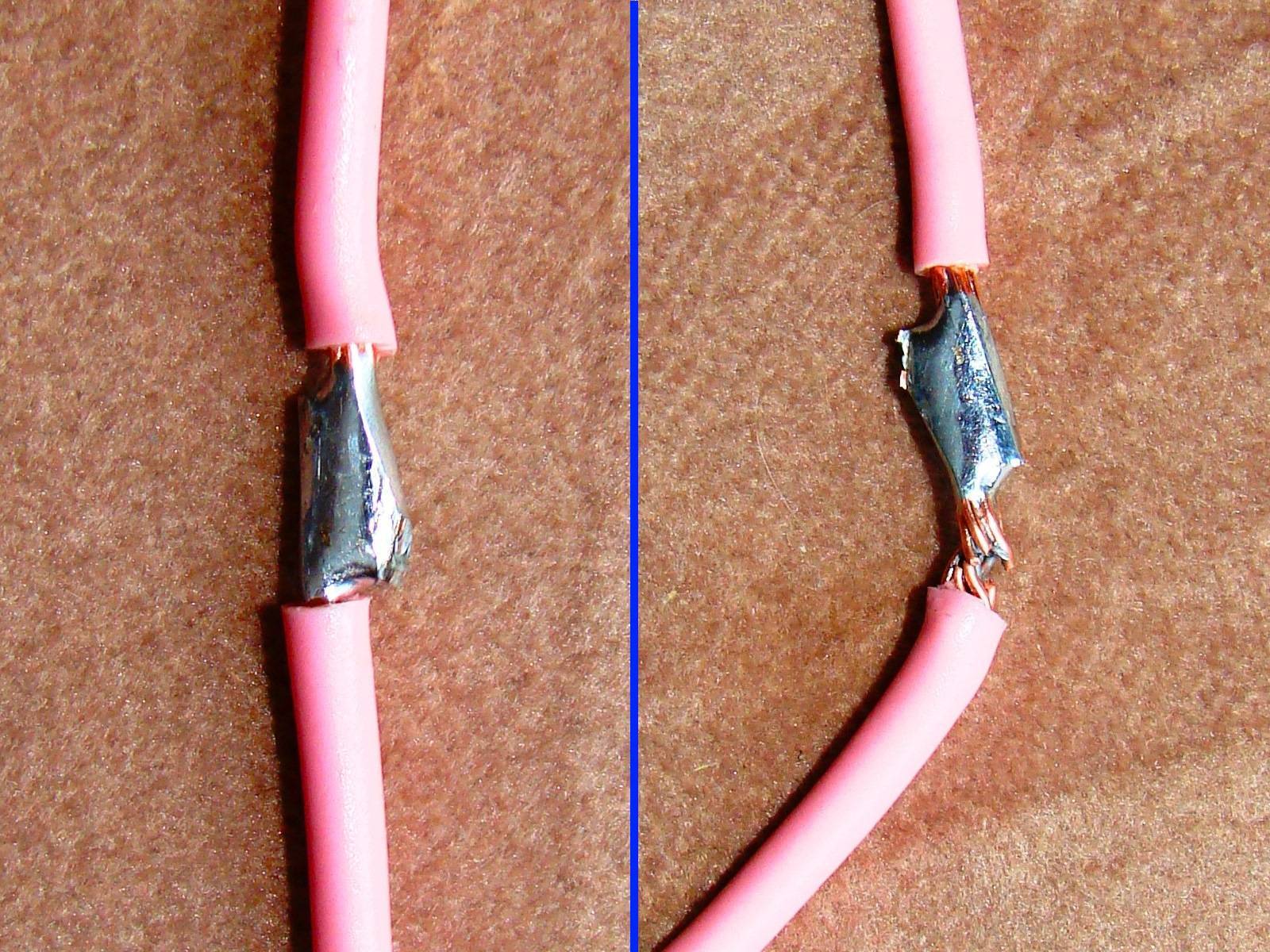
- Подвижность соединяемых концов при кристаллизации припоя в процессе пайки внахлёст. Любая дрожь или малейшее передвижение одного из концов во время застывания припоя приводит к нарушению его механической прочности. Припой при этом становится матовым. Такие пайки не допускаются.
- Недостаточное количество флюса, слишком высокая температура паяльника. Эти ошибки приводят к быстрому выгоранию активного компонента флюса. Припой при этом перестаёт растекаться. Пайка получается некачественной.
Чтобы научиться правильно и качественно паять провода, прежде всего нужен опыт. В результате появляются многочисленные навыки, существенно ускоряющие выполнение операций. Вместе с этим повышается качество и надёжность паяных соединений.
Подготовительные работы

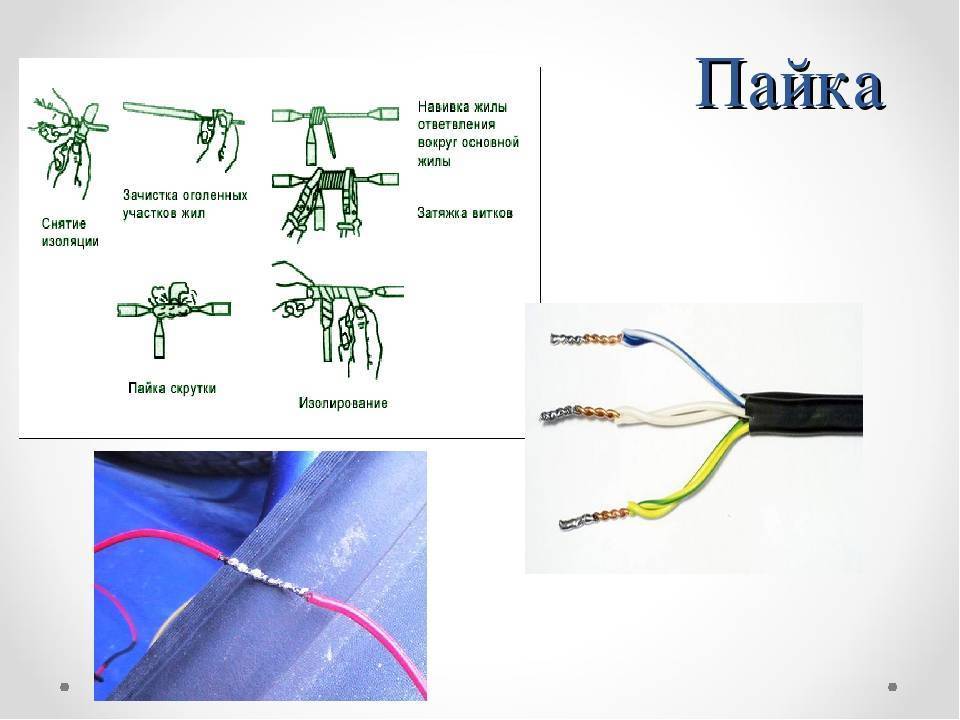
Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
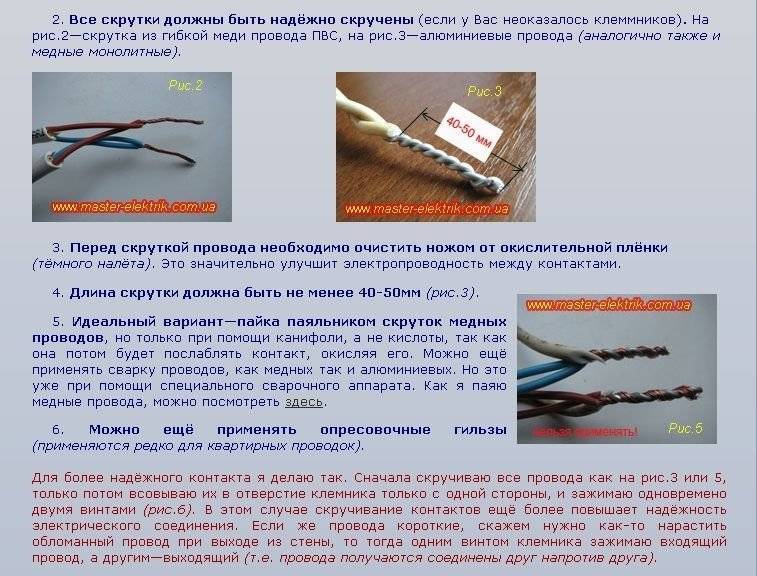
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
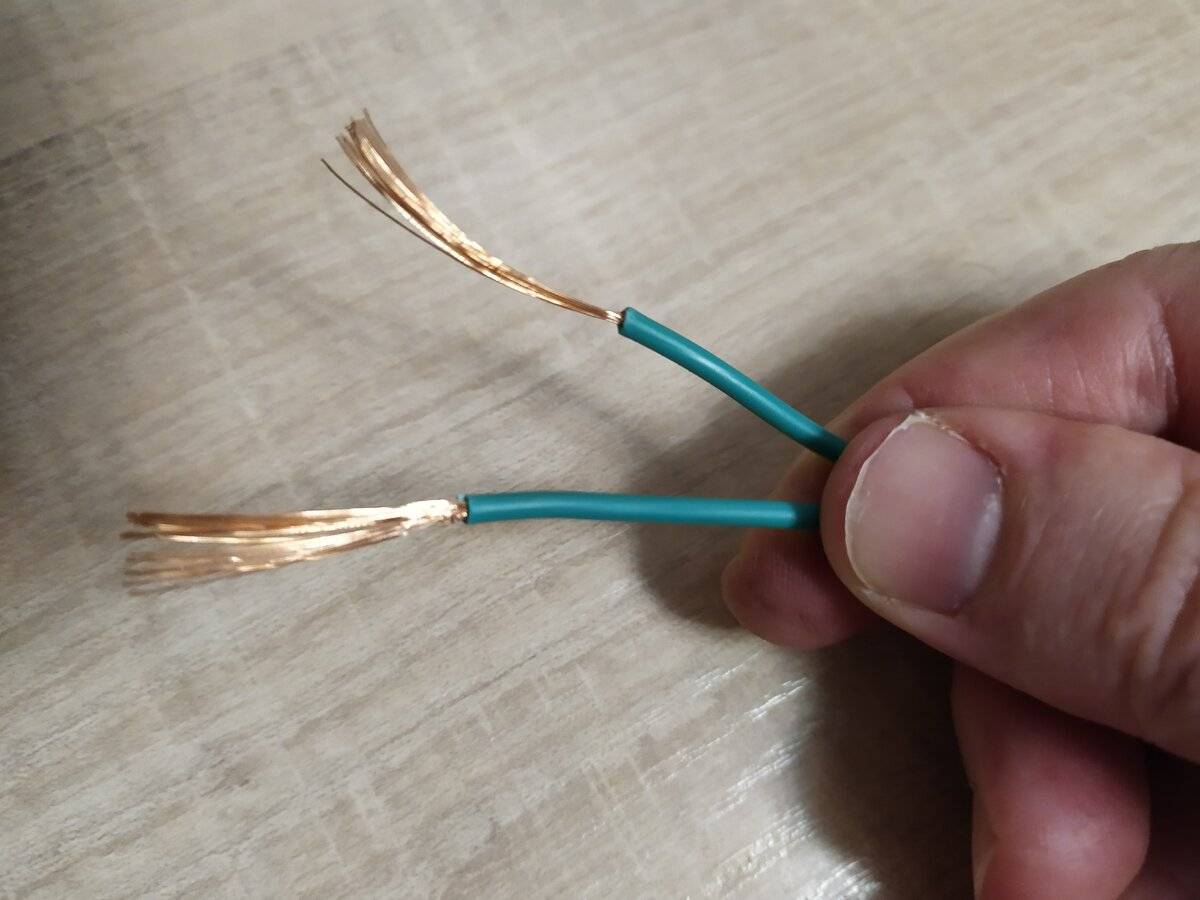
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
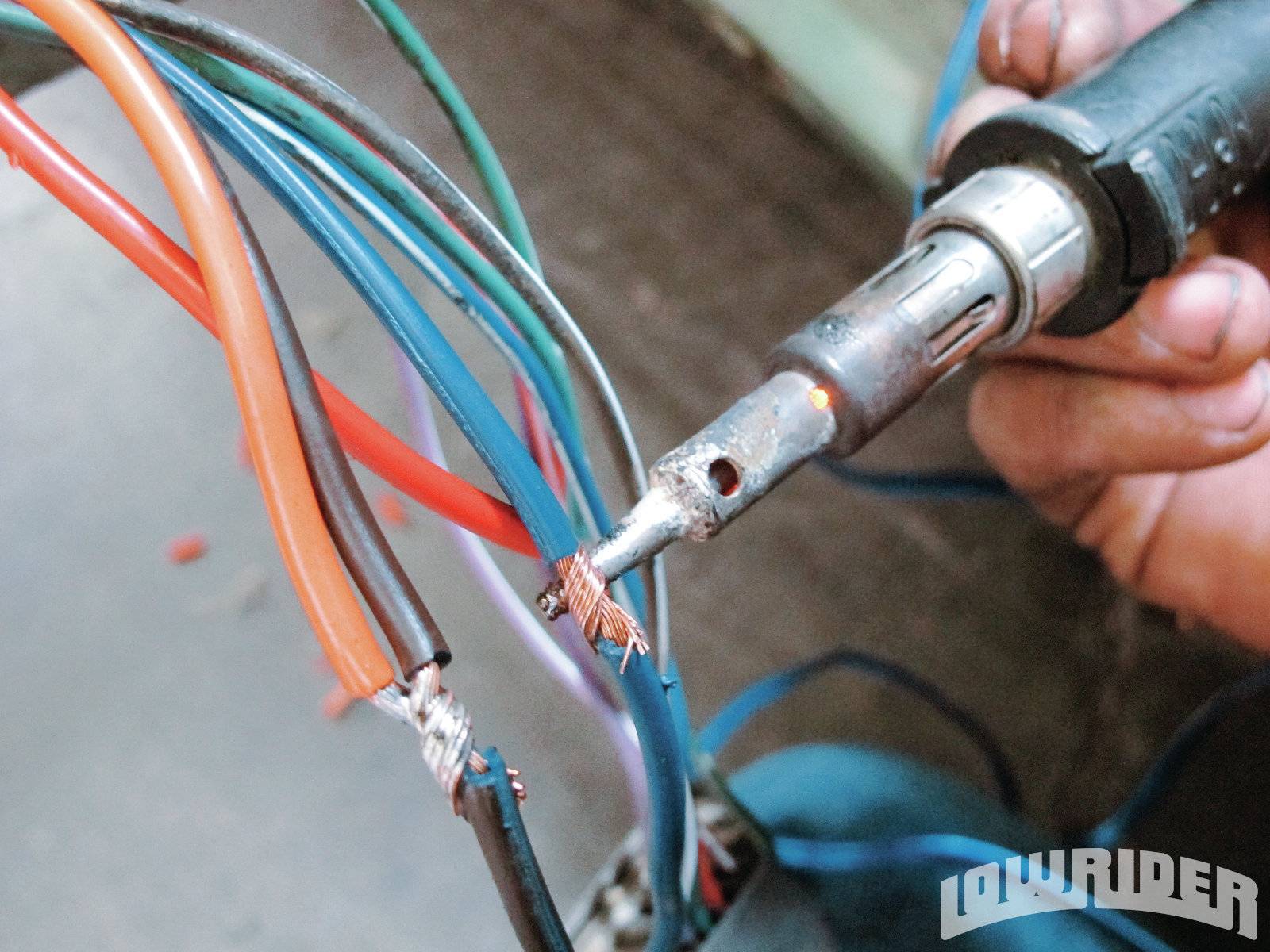
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Как паяльником паять микросхемы
Отдельно необходимо рассмотреть процесс пайки микросхем, которые сегодня встречаются в современных телевизорах, компьютерах, телефонах и прочей технике
Прежде чем паять микросхемы, надо понимать, что здесь важно не просто припаять или отпаять элемент, но еще и разбираться с их назначением
Если для пайки проводов и печатных плат с полупроводниковыми элементами применяются обычные стержневые паяльники, то при работе с микросхемами следует использовать термовоздушные приборы или как их еще называют — фены. Их главное достоинство в том, что припаивание или отпаивание деталей осуществляется очень быстро. Для работы с микросхемами понадобится также подготовить материалы и инструменты. В качестве противоокисляющего вещества применяется флюс ЛТИ, а в качестве вспомогательного инструмента используется пинцет.
Процесс пайки микросхем термовоздушным феном происходит следующим образом:
- В качестве выпаиваемого элемента может быть микропроцессор, контроллер или микроэлементы — резисторы, диоды или конденсаторы. Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
- Если необходимо выпаять микроэлемент, который сверху залит специальными веществами, то перед выпаиванием, их нужно удалить. Для этого используется ацетон или специальные растворители
- После того, как деталь будет очищена, можно приступать к ее выпаиванию. Для этого подносим паяльник, который должен быть предварительно разогрет. Располагает его на расстоянии 2-3 см от детали
- При помощи пинцета поддеваем деталь, прилагая небольшие усилия. Как только ножки детали оплавятся, то она отсоединится от платы
- Аналогичным способом осуществляется присоединение детали к плате
При необходимости используется припой, когда на новую плату припаиваются детали. Припой следует нанести предварительно, после чего приступать к припаиванию микроэлементов. Подробный процесс работы с микросхемами паяльником, представлен в видеоматериале ниже.
Паяльная паста для пайки без паяльника – особенности применения
При любом способе нагрева без паяльника, работать с твердым припоем неудобно. Для пайки бесконтактным способом нагрева (а именно их мы рассматриваем), разработаны специальные паяльные пасты.

Любая паста обязательно содержит в своем составе следующие компоненты:
- Молотый порошкообразный припой. Для различных видов пайки применяется разная степень дробления;
- Очищающий состав – флюс;
- Связующая добавка для удержания консистенции и фиксации припаиваемых деталей перед пайкой;
- Разнообразные добавки, ускоряющие реакцию, активаторы, антиоксиданты.
Припой в пастах может быть как составным (свинец, олово и серебро в разных пропорциях), так и просто свинцовым. Последний вариант наиболее распространен.
Очищенные контакты обмазывают пастой, соединяют между собой и нагревают любым способом. Флюс, выполнив свою работу, испаряется (частично), а входящий в состав пасты припой моментально плавится и качественно соединяет спаиваемые компоненты.
Проникаемость припоя при таком способе очень высока, качество соединения намного лучше, чем при использовании твердого припоя.

Пайку при помощи пасты применяют не только при отсутствии паяльника. Для монтажа радиокомпонентов с контактами SMD, такой способ просто незаменим.
Еще одно преимущество пасты в том, что она покрывает зачищенные контакты, уменьшая вероятность окисления при температурном испарении флюса. Консистенция как у сметаны, при нагреве она не успевает стать более жидкой, и стечь с места пайки. Припой моментально обволакивает контакты и остается на поверхности деталей.
Пример пайки паяльной пастой без паяльника на этом видео.
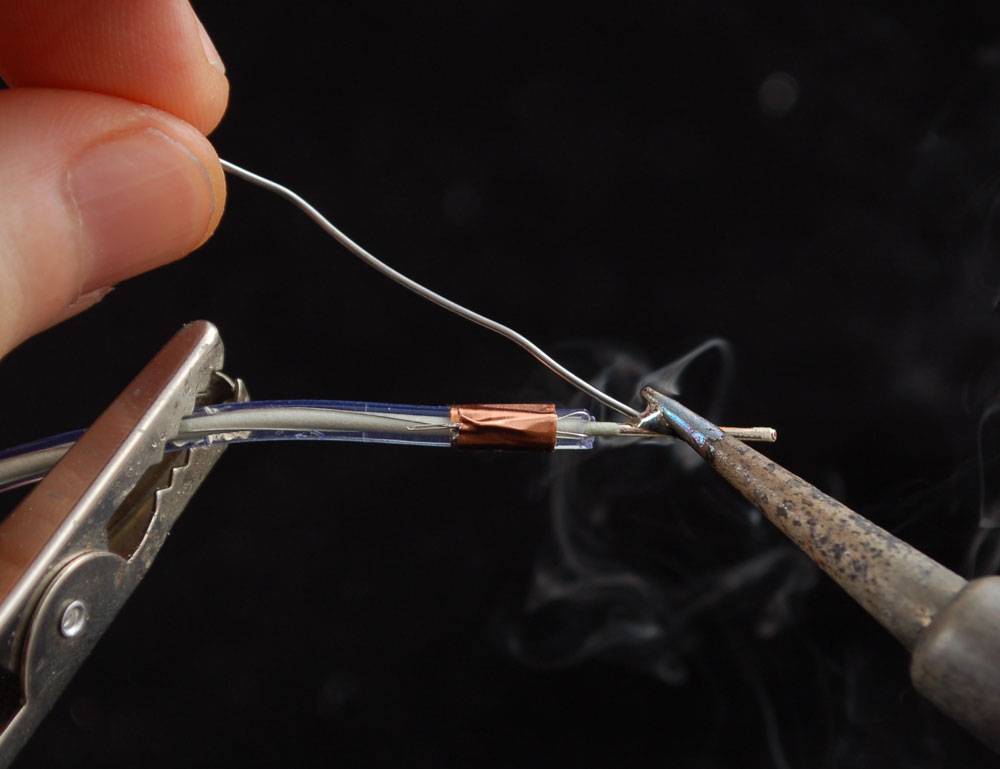
Еще одним удобным материалом при отсутствии паяльника является паяльная лента.

Фактически – это тонкая фольга из припоя. С ее помощью удобно соединять скрутки проводов. Технология следующая:
- Зачищаем провод, формируем скрутку;
- Обрабатываем флюсом;
- Оборачиваем место пайки лентой;
- Нагреваем любым способом, кроме паяльника.
Флюс находится внутри рулончика припоя, и не испаряется при нагреве. Тонкая лента быстро плавится, и припой заполняет собой мельчайшие щели в месте соединения.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.





Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
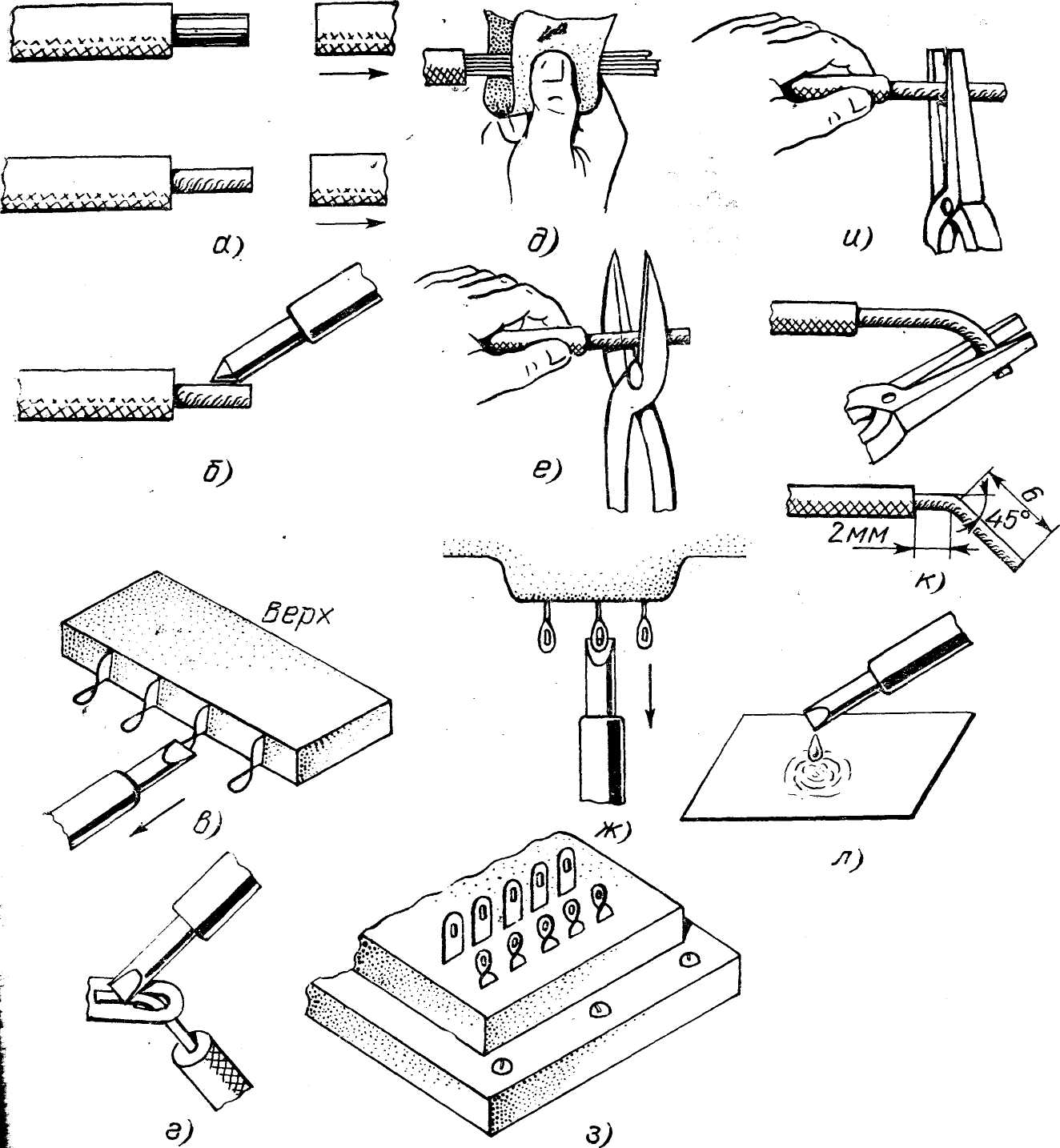
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Это интересно: Как правильно варить вертикальный сварочный шов для начинающих: рассмотрим со всех сторон
Особенности спаивания медного кабеля с алюминиевым
Как известно, токопроводящие жилы проводов и кабелей изготавливают из меди и алюминия. Наиболее эффективными являются проводники из меди, но часто возникают случаи, когда два провода с разными материалами жил нужно соединить друг с другом. Сразу надо отметить очень важный момент, что паять медь с алюминием нельзя. Это обусловлено их физическими свойствами:
- Медь при нагревании (когда проходит ток) расширяется меньше, что связано с высокими показателями проводимости
- Алюминий расширяется при нагреве больше
При постоянном расширении и сужении жил кабеля, в месте соединения посредством припоя формируются микротрещины. С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
При необходимости соединения двух проводников из разных материалов, следует воспользоваться следующими методами:
- Соединить их при помощи скрутки. Место соединения следует тщательно заизолировать. Однако этот способ также не считается надежным, ведь в месте соединения будет увеличиваться сопротивление
- Воспользоваться болтовым соединением. Для этого можно воспользоваться болтом с гайкой и тремя шайбами. Намотать между шайбами на стержень болта жилы проводов, и сжать их при помощи гайки. Однако этот способ считается устаревшим, и сегодня вместо болтов используются клеммные колодки
Из любой ситуации можно всегда найти выход, но самое главное — сделать это правильно.
Для чего нужна канифоль
Для качественной пайки расплавленное олово должно растекаться по поверхности деталей, но вместо этого припой ведёт себя как вода на жирной тарелке.
Канифоль или флюс удаляют с металла окисную плёнку, повышая тем самым “смачиваемость” поверхности. В результате припой затекает в щели между соединяемыми деталями и после остывания обеспечивает надёжный контакт и механическую прочность соединения.
Кроме пайки канифоль используется для лужения кончика жала паяльника. Новое жало, а так же после выравнивания кончика напильником его перед работой необходимо покрыть тонким слоем припоя.
Это нужно для того, чтобы к нему прилипало расплавленное олово и можно было перенести его на место пайки.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова — того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
 Watch this video on YouTube
Watch this video on YouTube
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.


Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Способы и порядок пайки
Прежде всего надо правильно подготовиться к процессу спайки. Для этого необходимо:
- Задать светодиодной ленте соответствующую длину. Обычно они продаются в катушках длиной по пять метров. Разрез нужно выполнить строго по специальной линии, отмеченной на ней.
- Отрезать кусок термоусадочной трубки длиной около двух сантиметров.
- Если на контактных площадках находится слой силикона, его нужно срезать острием ножа.
Рассмотрим, как правильно спаивать провода к светодиодной ленте в стандартном случае, а также когда она покрыта силиконом, возникает необходимость соединения внахлест без проводников, под углом и применяется rgb-лента.
Припаиваем провода к ленте
Пайка проводки к светодиодной ленте осуществляется в несколько этапов:
- Зачистка и подготовка поверхности контактов ленты.
- Очистка на 0,5 см проводки от изолирующей оболочки.
- Лужение контактов и проводников.
- Последовательная пайка каждого провода к ленте со строгим соблюдением полярности.
- Надевание отрезка термоусадочной трубки на место спайки, таким образом, чтобы ближайший диод оставался открытым.
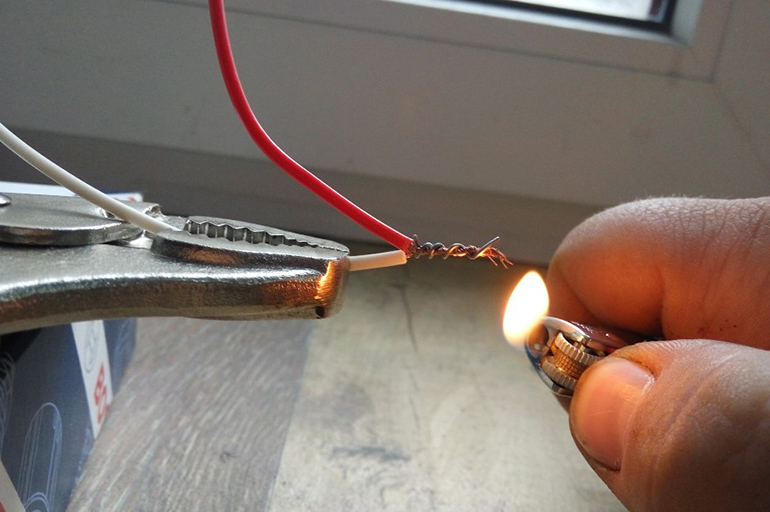
- Нагревание термоусадного отрезка с целью его усадки (можно применить строительный фен, спичку, зажигалку).
Припаять провода не так сложно. Однако в этом процессе нужно учесть некоторые важные моменты:
- Правильно залуженная поверхность контактов и проводников должна быть полностью покрыта припоем.
- Чтобы в дальнейшем не перепутать полярность, нужно брать разноцветные жилы.
- Во время пайки жало паяльника не должно соприкасаться с местом контакта дольше 5 секунда, а при использовании флюса – 1-2 секунд.
- Избыточное оголение проводов может привести к неконтролируемому их сцеплению. В результате произойдет короткое замыкание.
- По завершении пайки вещество припоя на каждом контакте не должно соприкасаться. Для проверки можно воспользоваться вольтметром.
Как спаять ленту, покрытую силиконом
Нередко у пользователей возникает вопрос о том, как спаять между собой провода и контакты, покрытые слоем силикона – ответ на него прост – нужно просто счистить силиконовую изоляцию острым предметом. Для этого подойдет канцелярский нож. Далее процесс пайки ничем не отличается от вышеприведенного. Действовать нужно по точно такой же схеме.
Единственное, что может потребоваться по завершения паяльной операции, это обратно загерметизировать светодиодную ленту, в случае, если она предназначена для эксплуатации в экстремальных условиях. Кроме того, она может иметь специальную водозащитную изоляцию. В таком случае на место пайки нужно попытаться натянуть эту оболочку, а само место соединения с проводами залить силиконом. В завершении сверху ставится заглушка, изнутри смазанной герметиком и через отверстия которой пропускаются проводники.
Соединение внахлест без проводов
Часто требуется спаять отрезки светодиодных лент между собой без использования проводов. ПроцеДypa состоит из следующих этапов:
- Контактные площадки обеих лент нужно очистить от слоя изоляции и пленки – на одной со стороны светодиодов, а на другой – с обеих сторон, затем все зачистить и залудить.
- Наложить ленты друга на друга на 3 мм таким образом, чтобы очищенная с обеих сторон лента лежала на очищенной только с одной стороны.
- Прогреть по очереди все контактные площадки жалом разогретого паяльника, чтобы капли припоя с обеих лент соединились между собой (но не между соседними!).
- Пододвинуть отрезок термоусадочной трубки (предварительно одетый на один из концов ленты) на место спаянных контактов и, нагрев его строительным феном или небольшим открытым пламенем, осадить.
Пайка проводов под углом
Технология пайки светодиодной ленты под углом (обычно 90 градусов) ничем не отличается от вышеописанной стандартной процедуры и содержит все те же подготовительные и основные действия. Единственное отличие – в выборе места контактов. Чтобы провода не пересекались и не замыкали, их нужно подводить к разным контактным площадкам (соблюдая полярность), разделенным на шаг модуля – через несколько диодов. Такой размещение нисколько не ухудшит работу светильника, однако существенно облегчит процедуру пайки и последующую эксплуатацию.
Светодиодная rgb-лента
Все четыре контакта rgb-ленты должны быть соединены так, чтобы они не смыкались припоем. В противном случае может произойти замыкание и, как следствие, нарушение в ее работе – отключение каких-либо цветов, мигание, затухание и полное отключение.





