Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна
Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.. При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
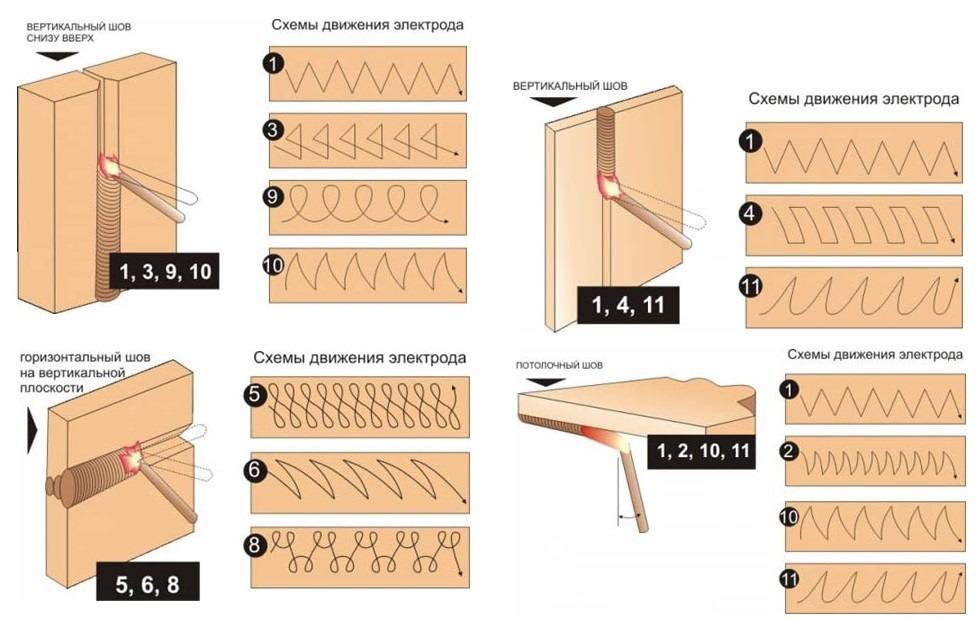
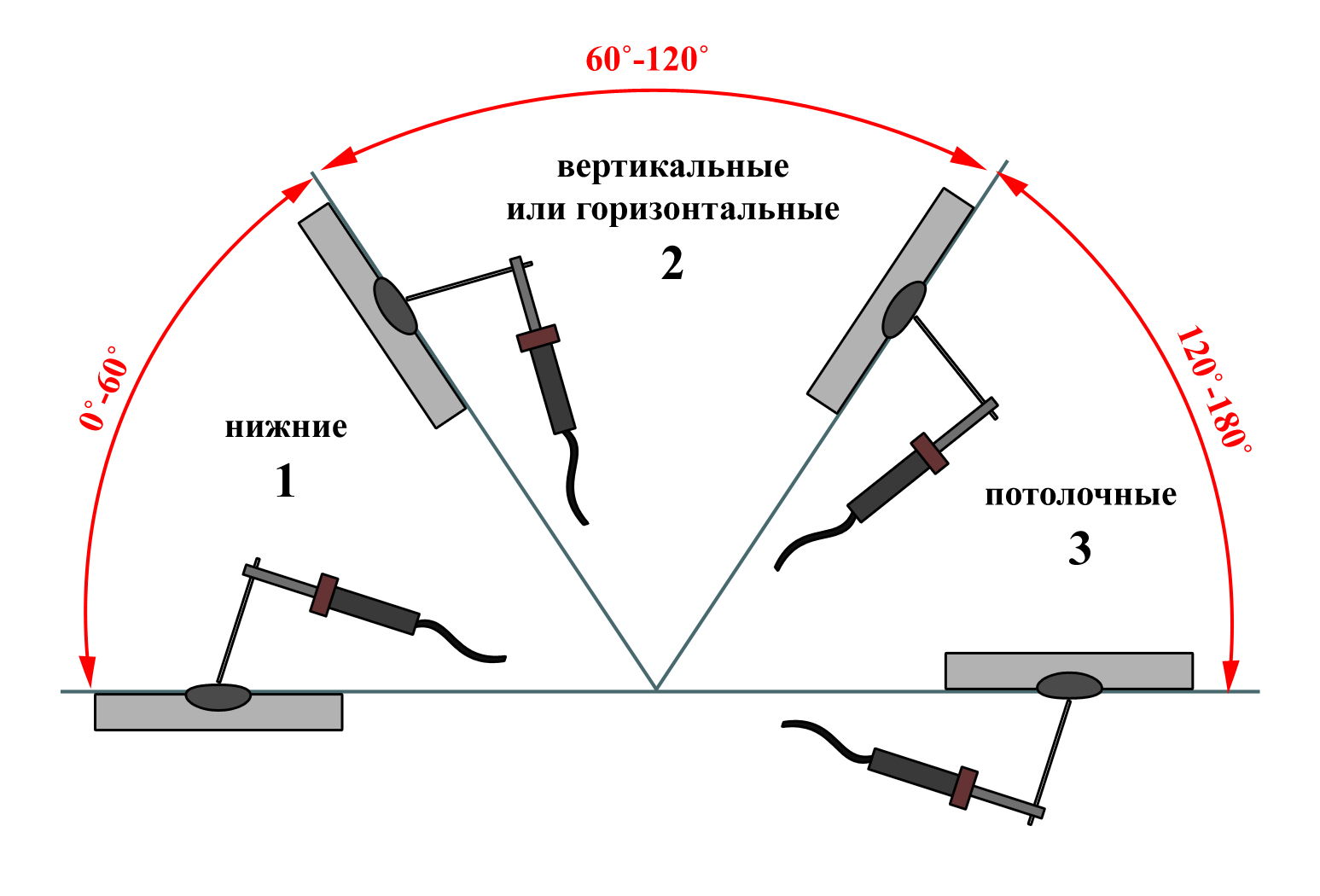
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.

Пошаговый процесс создания сварочного соединения
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое рабочее место необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, затем заземлить корпус. Если инвертор долгое время находился в эксплуатации, перед началом сварки в обязательном порядке необходимо осмотреть его на предмет скопления пыли во внутреннем пространстве. В случае чрезмерной запыленности очистите все силовые элементы и сварочные агрегаты сжатым воздухом с умеренным давлением.
Чтобы система принудительной вентиляции прибора работала беспрепятственно, вокруг нее необходимо создать свободное пространство на расстоянии не менее полуметра. Запрещается готовить с помощью инверторных сварочных аппаратов вблизи рабочих мест шлифовальных и отрезных станков, так как они создают металлическую пыль, которая может повредить силовую часть и электронику инвертора. При сварке на открытой местности аппарат необходимо защищать от прямых брызг воды и солнечных лучей. Сварочный инвертор необходимо устанавливать на горизонтальной поверхности (или под углом, не превышающим значение, указанное в паспорте).

Внешний осмотр оборудования
Внешний осмотр сварочного инвертора проводится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изоляционных оболочек сварочного и силового кабелей и, при необходимости, производится их замена или ремонт. Далее проверяются электрододержатель и зажим кабеля массы, а также состояние вилок и розеток для подключения к сварочному инвертору. Следующим шагом является осмотр панели управления сваркой, чтобы убедиться в целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность прибора и при необходимости очищается.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, ожогов от летящих капель расплавленного металла и воздействия света на сетчатку глаза из-за излучения электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути выделяющихся в процессе сварки газов. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, за исключением самого устройства, должен приобрести комплект средств индивидуальной защиты и внимательно изучить правила безопасности при выполнении сварки. В стандартный комплект средств защиты сварщика входят искробезопасная маска и перчатки, а также комбинезон и обувь из негорючих и неплавких материалов. Также в процессе сварки инвертором может потребоваться специальный респиратор, а детали и швы необходимо очищать в защитных очках.

Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.


Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь
При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу – периодическому прерыванию дуги.
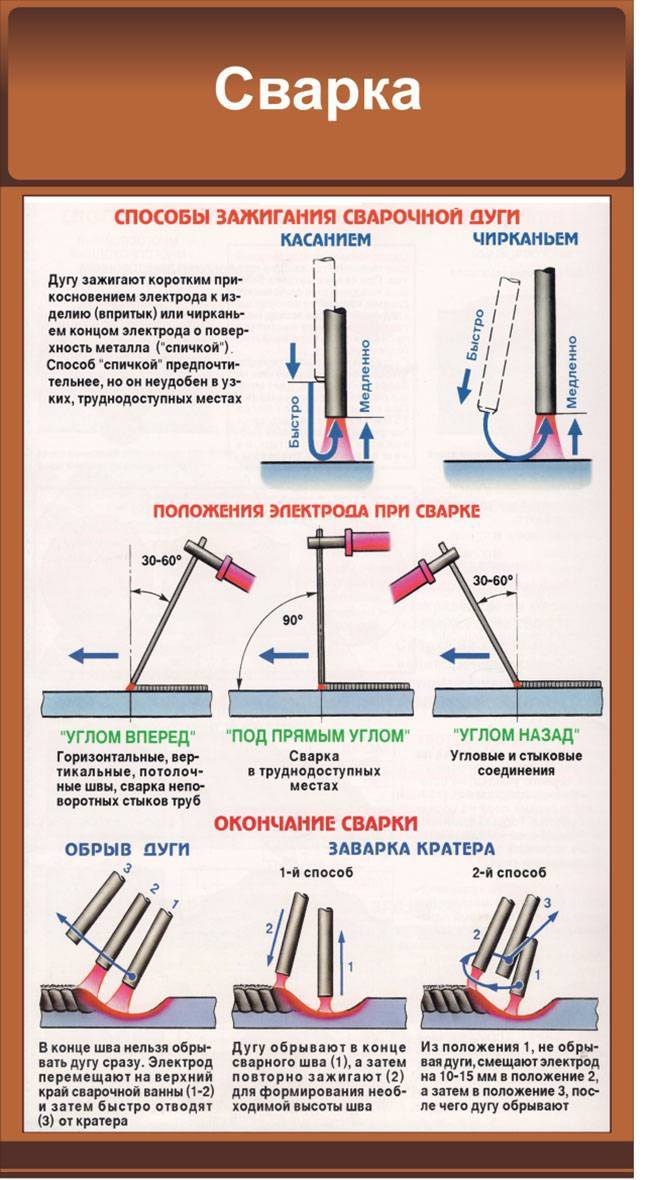
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
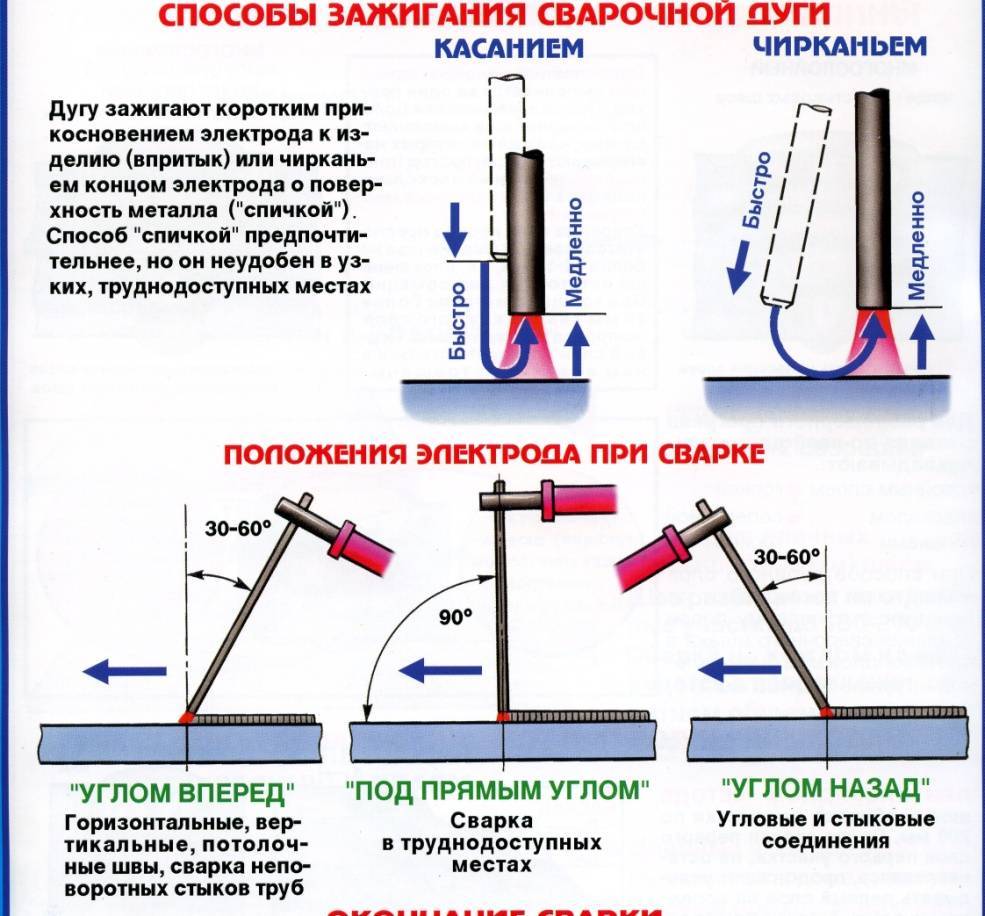
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
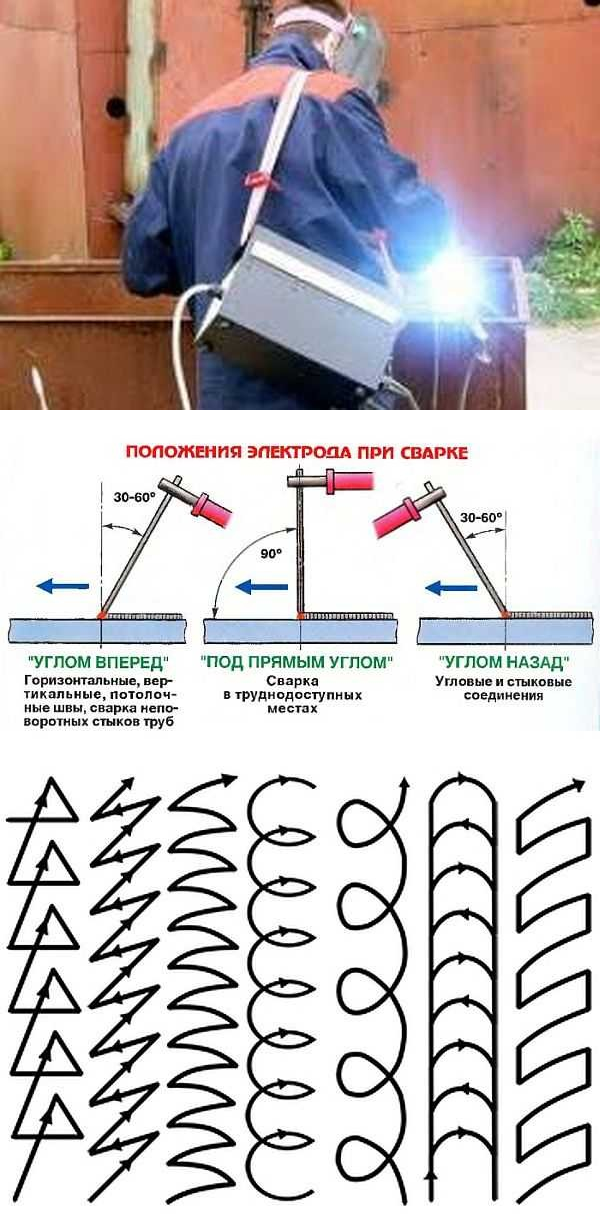
Удержание электрода
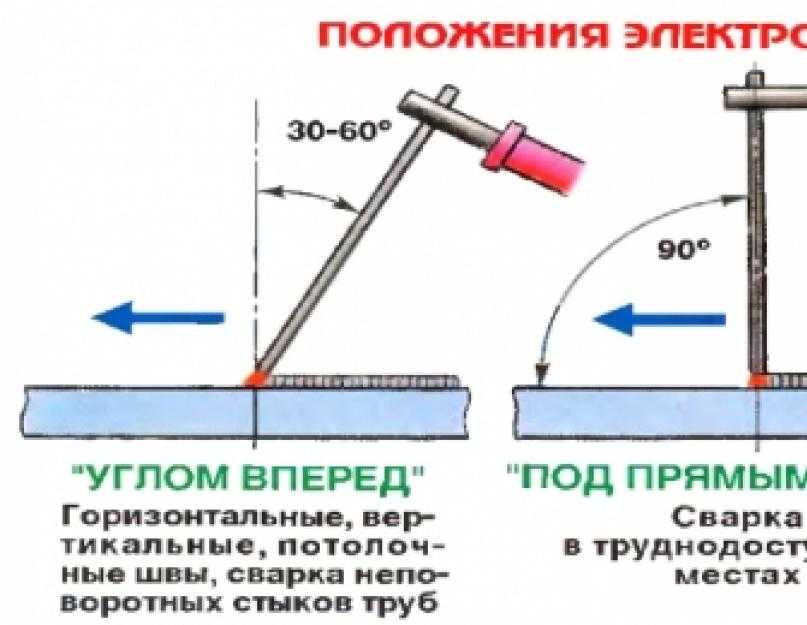
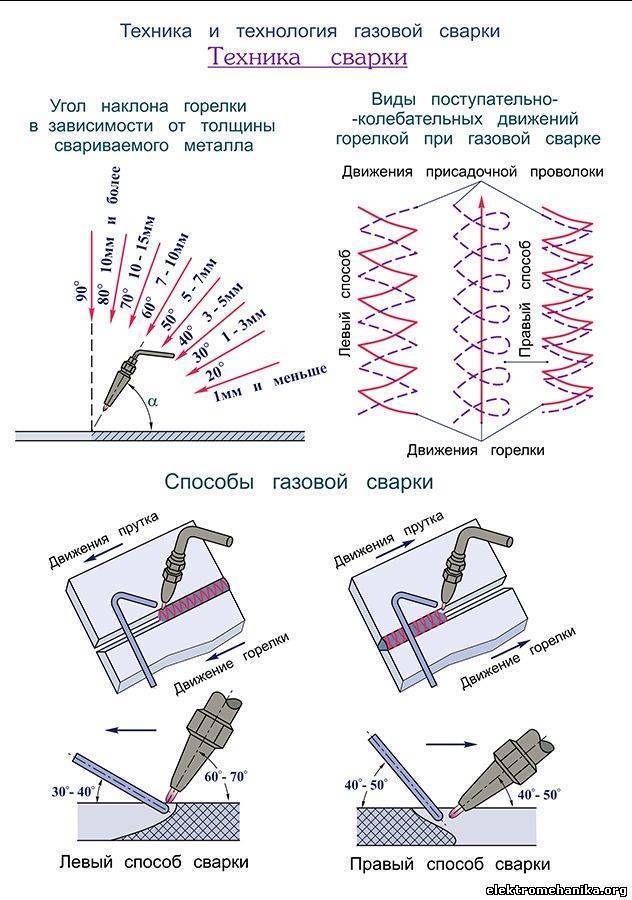
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий
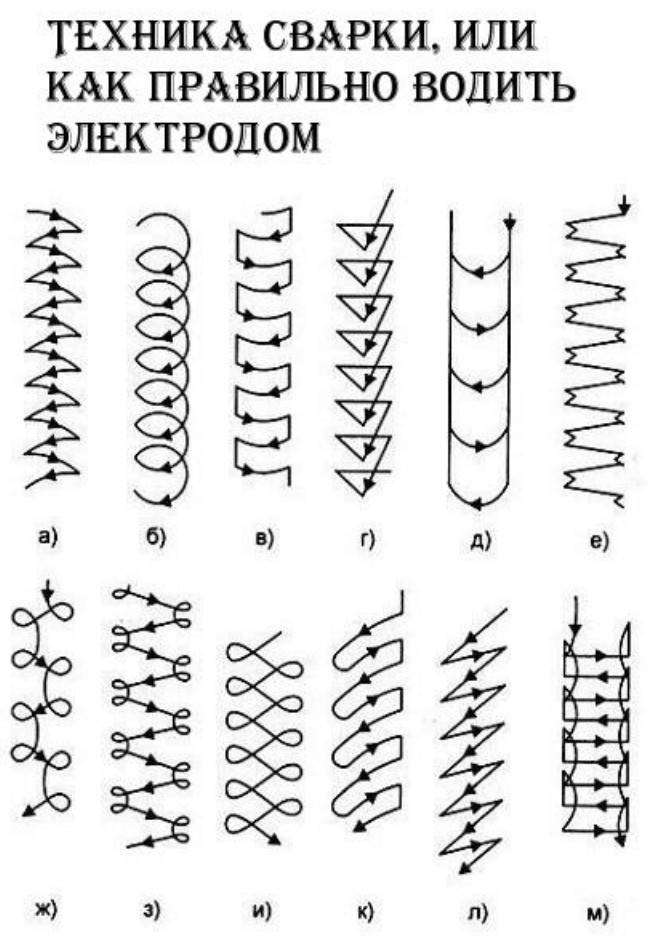
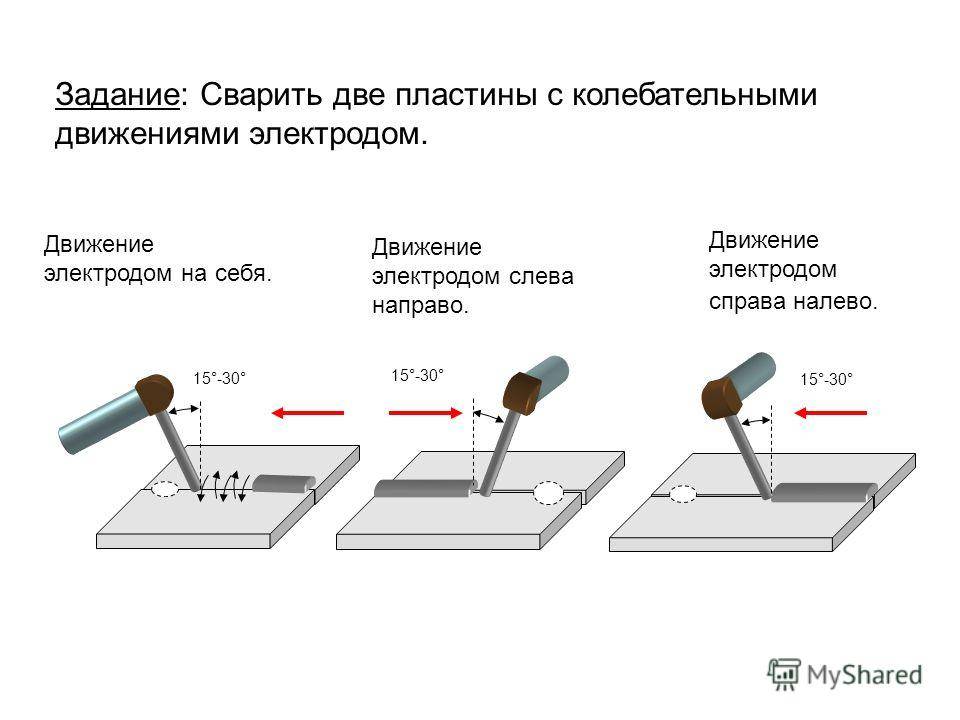
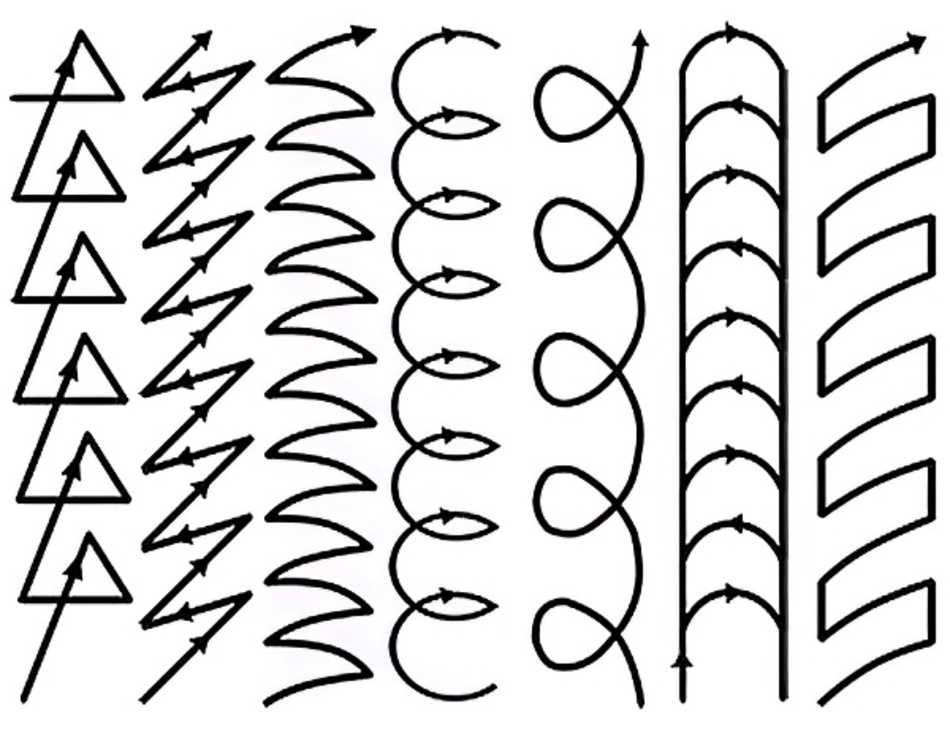
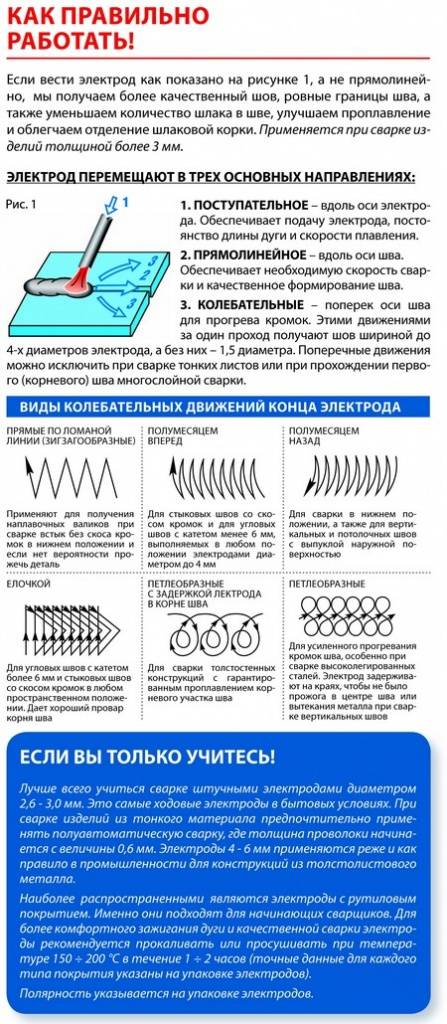
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
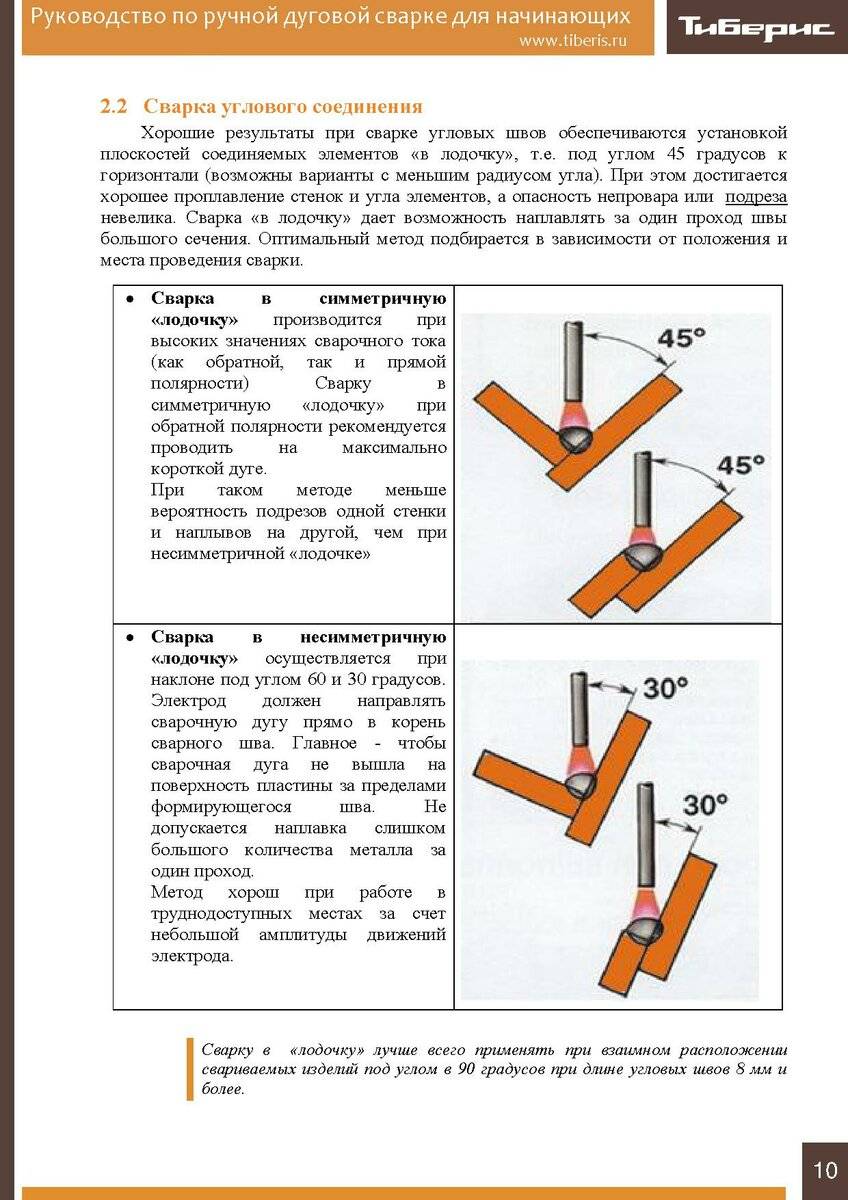
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Виды швов
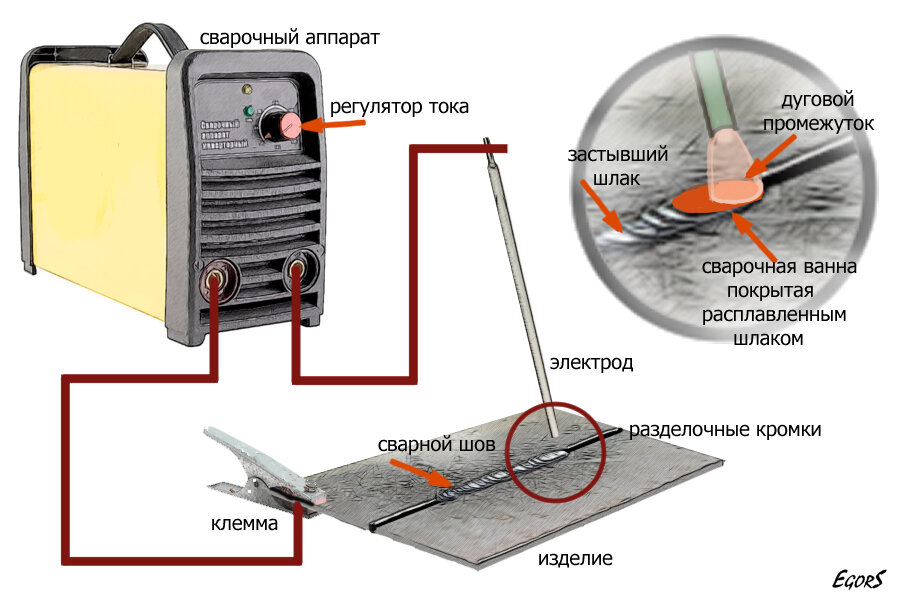
Сначала разберём что же такое сварка. Это понятие обозначает процесс плавления материала деталей для прочного скрепления их между собой сварочным швом. Обычно для этого используется специальная аппаратура.
В свою очередь сварочный шов – это место соприкосновения деталей и скреплениях их за счёт плавки краёв и создания металла шва, то есть сплава из материала деталей.
Одна из самых главных запчастей прибора — электрод. Это металлический стержень, который содержит химические напыления и проводит ток.



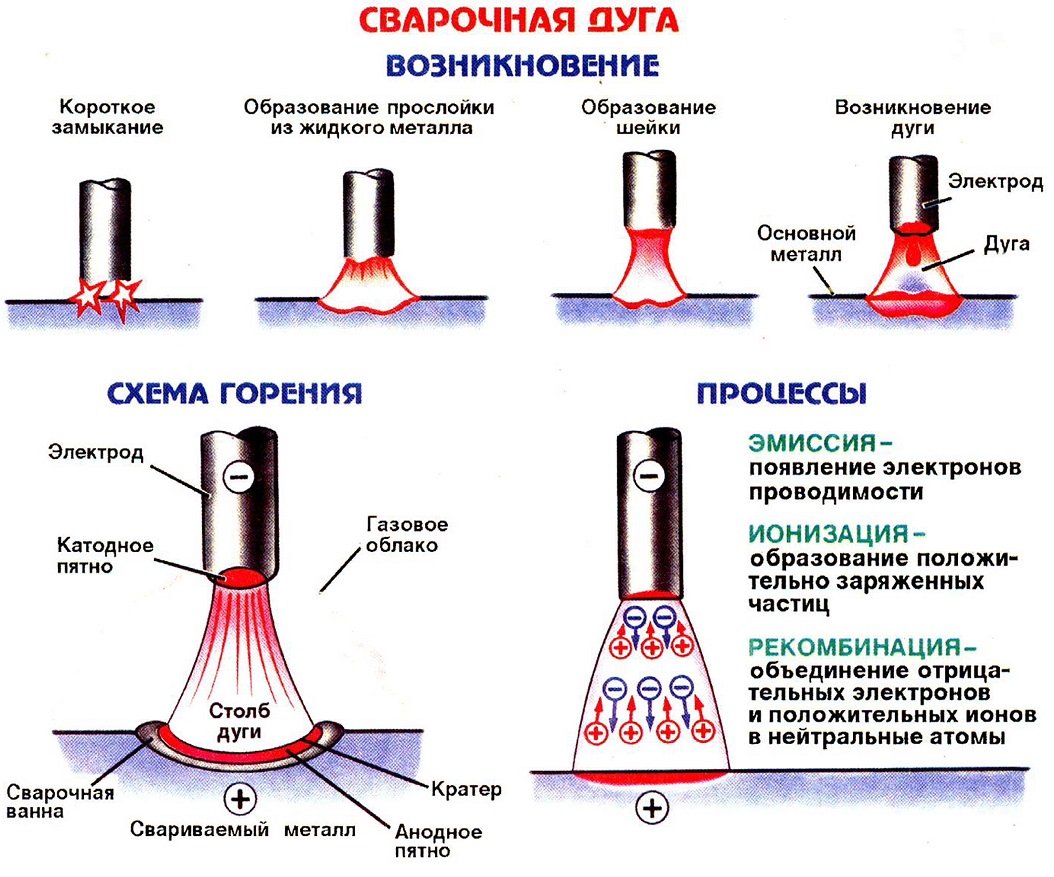
А разряд, который обеспечивает процесс плавления, возникает между электродом и материалом детали, а называется электродугой. Для различных целей используются, соответственно, разные виды сварки.
Среди их отличий есть некоторые характеристики. При сварке могут использоваться различные материалы, техники формировки швов та и сами швы.
К примеру, есть такие виды как дуговая сварка и газовая. В первой основной плавящий элемент это электрод. Его задача это работа с дугой, то есть создавать её и удерживать на материале детали.
Во втором виде сварки источник тепла – это горелка. Она выпускает пламя, которе образовывается при горении смеси кислорода и ацетилена.
Суть в том, что в разных видах происходит различное воздействие на детали, которые сплавляются между собой. Но в это же время результат один и тот же – детали скрепляются между собой.
Это происходит следующим образом – сперва детали располагаются на близком расстоянии, будто они уже скреплены. Далее детали прогреваются инструментом и их края начинают плавиться – это образовывается сварочная ванна.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А. Дополнительные функции оборудования могут облегчить работу для новичка
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.

Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев герметики. Главную роль в этом вопросе играет толщина металла.Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Типичные ошибки начинающих сварщиков
Стоит знать, из-за использования длинных переносок мощность сварочного аппарата значительно снижается. Если другого выбора нет, то нужно разматывать полностью весь кабель.
Предварительно сварщику нужно убедиться, что электроды сухие и если нужно, осуществить их прокаливание. Отсыревшими электродами гораздо сложнее разжигать сварочную дугу. На упаковке написан режим, в котором должна производиться прокалка электродов. Для этого можно воспользоваться пеналом либо специальной печью.

Перед использованием маски «Хамелеон» её нужно вначале настроить. При этом учитывать следует величину сварочного тока и вид сварочных работ. В инструкции, прилагающейся к маске, написано вся интересующая информация. Лучше заранее убедиться в исправности светофильтра. Стоит не забыть перевести маску из положения зачистки.
Как работать сварочным инвертором
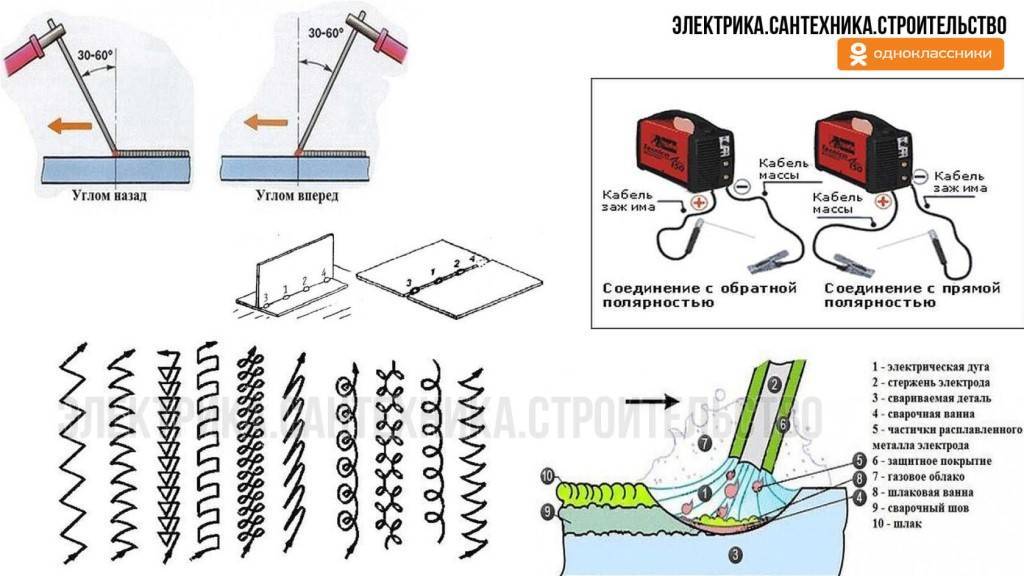
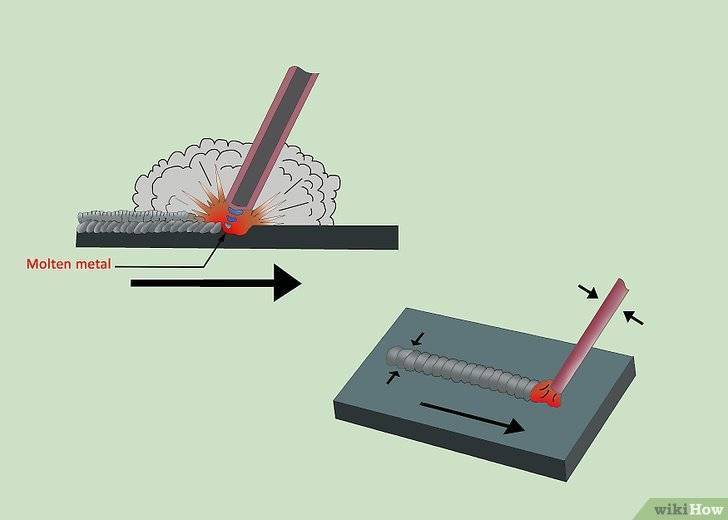
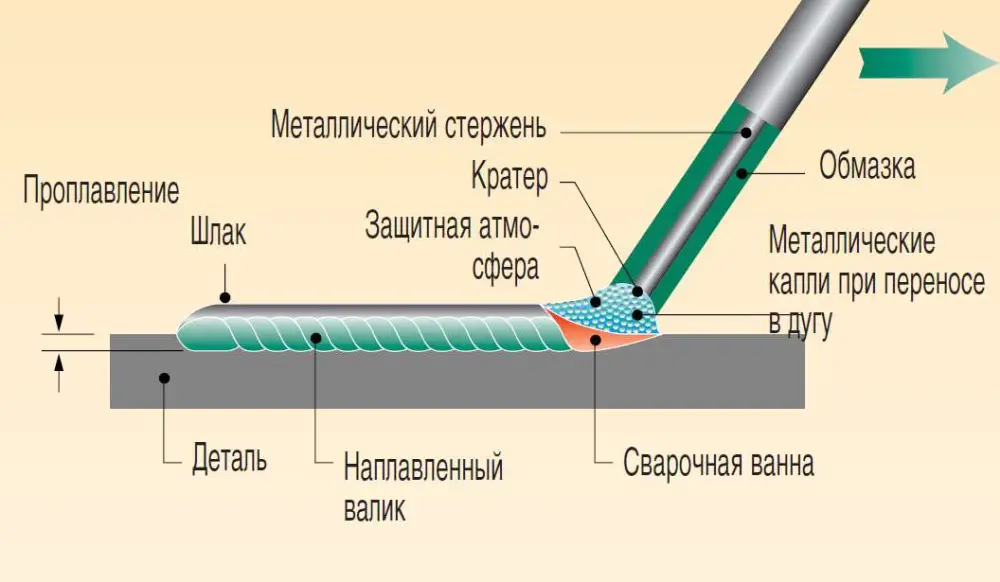
Сварка инвертором для начинающих происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.


Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.

Электроды УОНИИ
Схема подключения инвертора, полярность
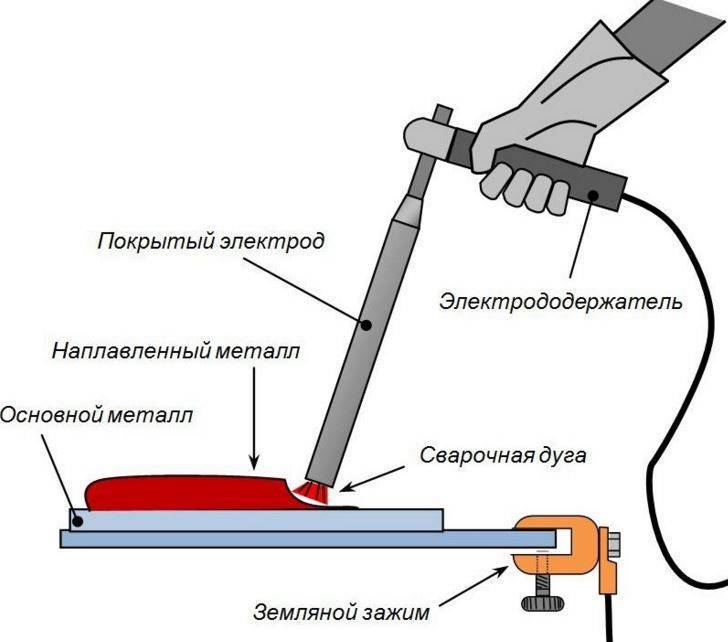
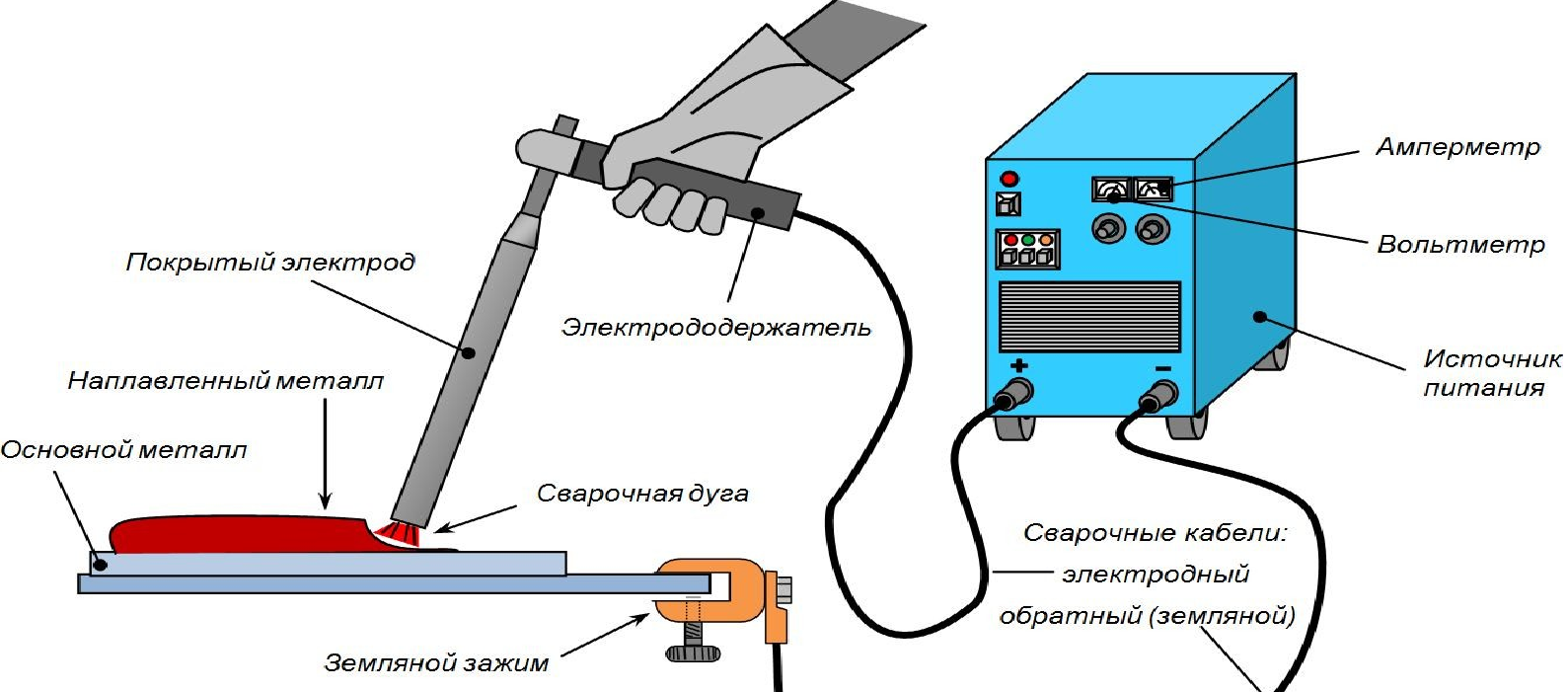
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
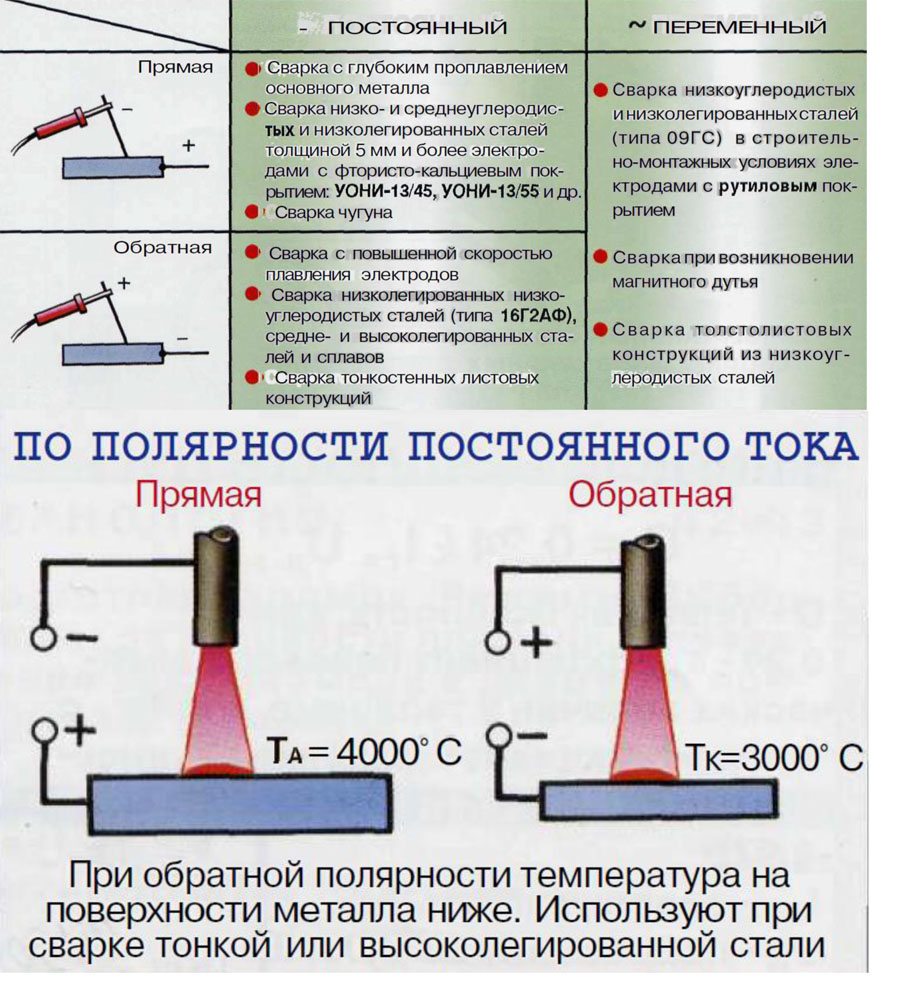
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
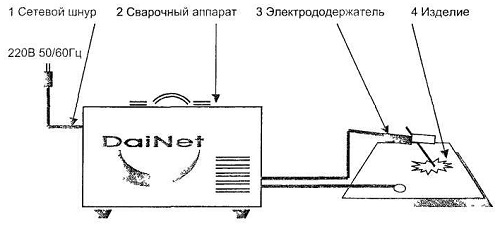
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.

Выбор силы тока при сварке электродом
Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную. Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
- Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.